浅谈直流电机换向器V型云母环压制工艺方法
2016-12-15崔海龙
崔海龙
(哈尔滨电气动力装备有限公司,黑龙江哈尔滨 150040)
浅谈直流电机换向器V型云母环压制工艺方法
崔海龙
(哈尔滨电气动力装备有限公司,黑龙江哈尔滨 150040)
结合直流电机产品的市场需要,对换向器V型云母环压制工艺方法进行了优化。通过工艺方法的介绍,详细阐述了换向器V型云母环压制工艺过程、工艺过程中具体数值的要求及V型云母环烘压规范与检查方法等。为工艺技术人员提供一定的参考和借鉴。
直流电机;换向器;V型云母环
0 引言
换向器是直流电机和交流整流子电机最重要、最复杂的部件之一。换向器V型云母环垫在换向片与钢压圈之间,作为换向器的对地绝缘。它的优劣将直接影响换向器能否顺利进行耐压试验。
为适应市场,满足用户的要求,提高电机的性能,对换向器V型云母环压制工艺在原有工艺基础上进行改进。此压制工艺适用于由虫胶塑形云母板压制的换向器V型云母环,相关云母环尺寸如图1所示。
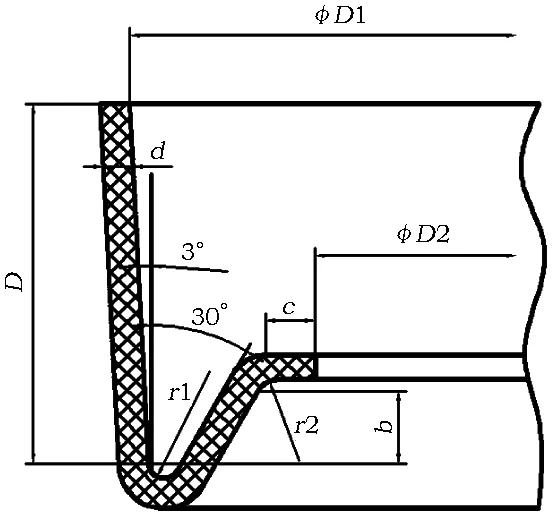
图1 云母环尺寸
1 换向器V型云母环压制工艺前准备
1) 根据图纸已知尺寸D1、D2、r1、r2、a、b、c、d,按表1计算毛坯样板尺寸,Z、x、n值的选择按表2中数据。
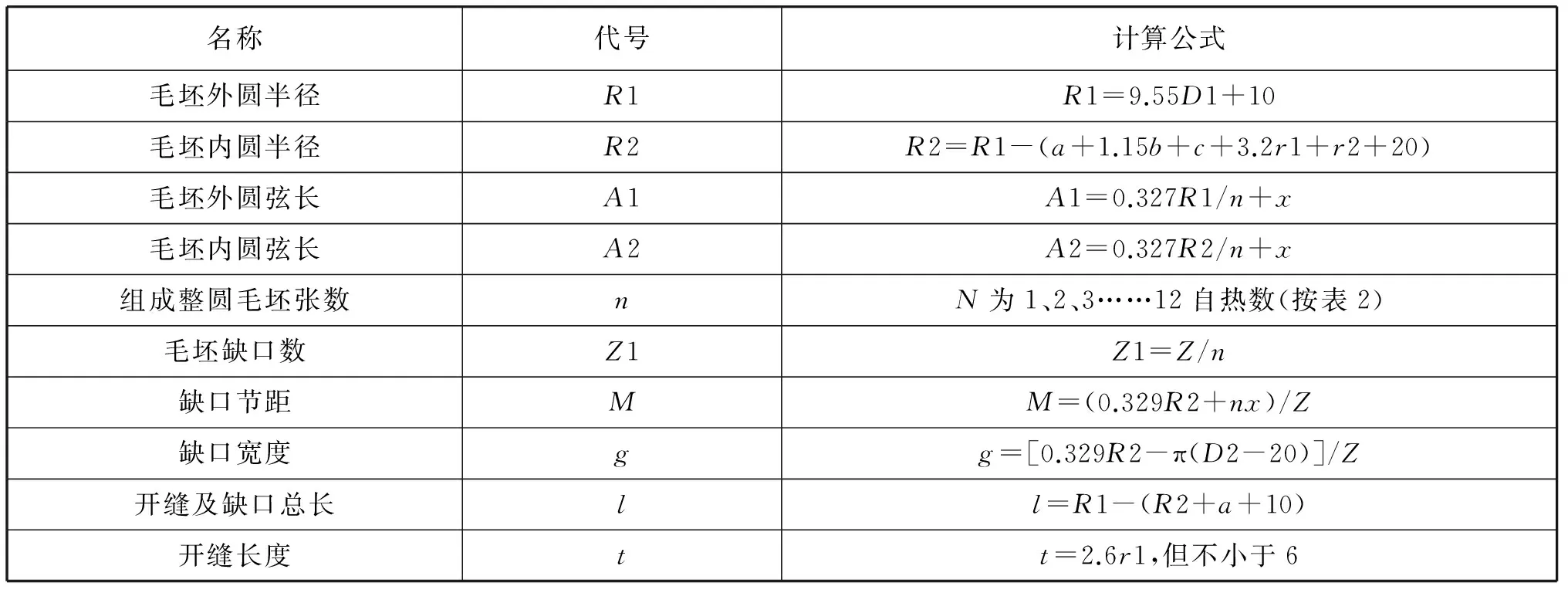
表1 毛坯样板计算公式
注:x为毛坯增加的余量;Z为组成整圆毛坯的总缺口数。

表2 Z、x、n值的选择
注:在选择张数n时,应考虑材料的套裁,一般应保证毛坯扇形弦长A1在450~650 mm之间。
2) 根据计算数据,按图2形状,用0.8~1 mm厚红钢纸做毛坯下料样板。
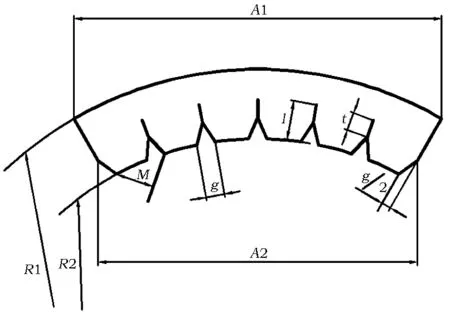
图2 毛坯样板尺寸
当n大于1时,扇形毛坯按缝线应通过缺口的轴线,如图3所示。
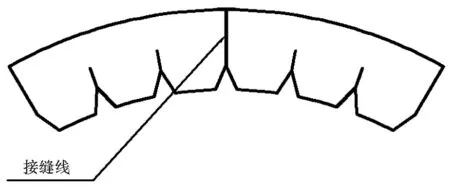
图3 毛坯以缺口轴线相接
3) 按样板在塑形云母板上划线并剪去多余部分的云母。一个云母环需要毛坯总张数N按下式计算。
N=Tn/δ
式中:T为毛坯径向总厚度,一般取T比云母环厚度公称尺寸大0.2~0.5 mm;δ为云母板材厚度,mm;n为组成整圆的毛坯张数。
4) 将虫胶漆片放入盛有酒精的调漆桶中调制,虫胶漆固体含量50%为宜。在常温下,漆片放入
酒精中一周即能完全融化并可使用。盛漆桶有盖,防止灰尘及杂物落入。
2 具体加工方法
2.1 在干净的工作平台上,将剪好的毛坯单面刷上调好的虫胶漆。漆膜应刷得均匀,刷完第一张坯料后,将第二张坯料放在其上,并相互错开1/4~1/3 齿宽。用同样方法叠放其它坯料及逐次刷漆。云母环厚度1.2 mm及以下的,坯料分一组叠放。各组坯料的最外侧面不需刷漆。云母环坯料张数需符合计算。
2.2 将云母环压模的上模朝上,平放于电热平板场地附近。将已刷漆叠放好的各组坯料在室温中风干半小时后,依次放在电热平板上加热到80~100 ℃,齿部朝上,贴放与上模外,圆侧面上(注意毛坯下部稍伸出上模外圆端面并与其平行),并用成型模(或小型压模的下模)将毛坯齿部趁热压弯与上模V槽靠紧,稍冷后,移开成型模,取出已成型的毛坯。
2.3 将压模清理干净,上、下模刷少量滑石粉,下模铺放0.02 mm厚玻璃纸两层。把已成型好的各组坯料,以相互错开的距离放在下模的玻璃纸上搭接起来,最末一组末端应伸压在第一组起端下面,并正好相接。圆周各组坯料的接缝处和内外层两组坯料间要刷虫胶漆。坯料与上模接触部分再垫放0.02 mm厚玻璃纸两层,然后放入上模,装上压板,旋上把紧螺帽。
2.4 将已装好坯料的模具吊放在电炉中,在模具上压放好热电偶,接通电源按表3规范进行烘压。

表3 云母环烘压规范
注:(1)温度公差±5 ℃,√ 表示加压
(2)云母环第一次烘压后,接着入炉进行第二次烘焙,然后出炉进行第二次热压。
(3)加压压力及加压方式按项2.5进行。
2.5 云母环进行第一次和第二次热压的压力值及其加压方式如下:
1) 在立式油压机上加压
根据条件,凡能用油压机加压的,一律采用油压机加压。压力值可按下列公式计算:
(1)
式中:D1、D2为云母环最大,最小直径,cm;p为单位压力。第一次加半压,取p=150 kg/cm2;第二次加全压p=300 kg/cm2。
当油压机压力上升到规定值后用长为300 mm的扳手拧紧压板螺帽。
2) 用接长扳手拧紧螺帽
凡不能采用油压机加压的可用此法,其拧紧螺帽力矩可按下式计算:
(2)
式中:d为螺杆螺纹直径名义尺寸,如M24,取24 cm;m为模具压板上的把紧螺杆数;P为式(1)中的第一、二次加压相应的P值。
2.6 云母环进行第二次加压后,冷至40 ℃以下脱模。
3 质量检查
1) 云母环的烘压规范应符合工艺要求。
2) 压制好的云母环厚度均匀,3°面厚度公差不大于云母环厚度公称尺寸的±10%。
3) 压制好的云母环应贴合紧密,不应有起层现象;用金属棒敲击应发出清脆响声,不应有嘶哑声。
4) 云母环不应有局部机械损伤,云母片脱落,尖角聚胶,尖角发白无胶、皱纹等。如有皱纹,在3°面皱纹长不应超过1/2云母环高, 深度不超过
0.3 mm;30°面皱纹长不应超过30°面长度的1/2,深度不超过0.15 mm。
5) 云母环中不应夹有导电物或其它杂物,并按以下标准作电气强度试验,见表4。
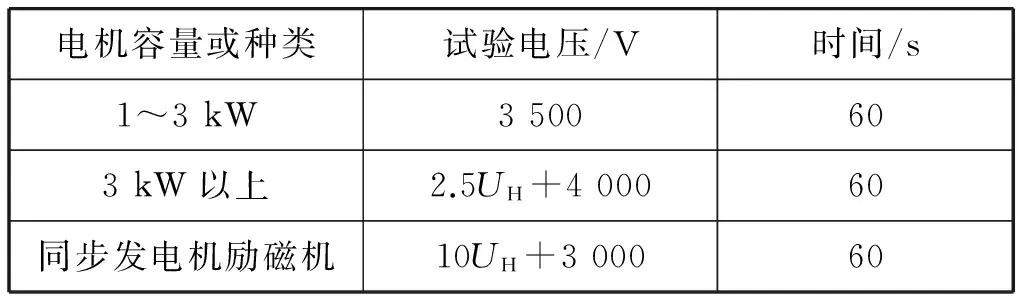
表4 电气强度试验值
电气强度试验时,对直径700 mm以内的云母环可将其置于Φ0.5~1 mm的铅球箱中进行;对直径大于700 mm的云母环,将其内外侧面包锡箔后进行。
6) 云母环毛坯,云母板以及压好的云母环应放在洁净无导电杂物的地方并用塑料布遮盖。
4 技术安全
1) 虫胶漆应保存在具有密封盖的容器中,并严禁烟火靠近。
2) 云母环出炉前,要先切除电源,后吊炉盖,防止漏电事故。吊运模具时要戴石棉手套,防止把手烫伤。
3) 超过20 kg重物要用吊车搬运。
5 结语
通过对换向器V型云母环压制工艺方法的优化,更加严格地保证了换向器V型云母环的质量,提高了换向器的质量,也同时提高了直流电机的性能。
作者简介:
崔海龙,男,1982年生,工程师,哈尔滨理工大学电机专业毕业,哈尔滨电气动力装备有限公司工艺部工程师,主要从事直流电机与交流异步电机制造工艺工作。
欢迎来稿 欢迎订阅
刘妍,女,1984年生,工程师,硕士。2010年毕业于武汉理工大学材料专业,毕业至今一直从事水轮发电机、汽轮发电机焊接工艺。
