轻烃回收工艺的方法及选择
2016-12-15易良英中油辽河工程有限公司辽宁盘锦124010
易良英(中油辽河工程有限公司, 辽宁 盘锦 124010)
轻烃回收工艺的方法及选择
易良英(中油辽河工程有限公司, 辽宁 盘锦 124010)
轻烃回收是指将天然气中比甲烷或乙烷更重的组分以液态形式回收的过程,本文结合实际工程经验,总结了工程中常用的轻烃回收工艺方法及设计中的注意事项,为类似的工程提供技术支持。
轻烃回收;工艺;方法;选择
0 引言
从矿藏中开采出来的天然气是组分十分复杂的烃类混合物,且含有少量非烃类杂质。天然气处理过程实质上就是将通过及其系统集中后的天然气经过一系列处理,脱除其中的杂质使其达到一定的气质指标的过程。轻烃回收是指为使天然气符合商品质量指标或管道输送要求而采用的一些工艺过程。
1 轻烃回收产品方案
轻烃回收产品主要有液化天然气、天然气凝液、液化石油气、天然汽油(稳定轻烃)等。
1.1 天然气
天然气的技术指标应符合GB 17820《天然气》的规定。
1.2 液化气
液化气产品应符合国家标准GB11174《液化石油气》质量要求。
1.3 稳定轻烃
稳定轻烃应符合国家标准《稳定轻烃》GB9053中轻烃质量标准。
2 轻烃回收工艺
2.1 轻烃回收总流程
轻烃又称为天然气凝液(NGL),在组成上覆盖C2~,含有凝析油组分(C3~C5)。轻烃回收是指将天然气中比甲烷或乙烷更重的组分以液态形式回收的过程。轻烃回收的目的一方面是为了控制天然气的烃露点以达到商品气质量指标,避免气液两相流动;另一方面,回收的液烃有很大的经济价值,可直接用作燃料或进一步分离成乙烷、丙烷、丁烷或丙丁烷混合物(液化气)、轻油等,也可用作化工原料。图2.1-1为轻烃回收处理的示意框图。
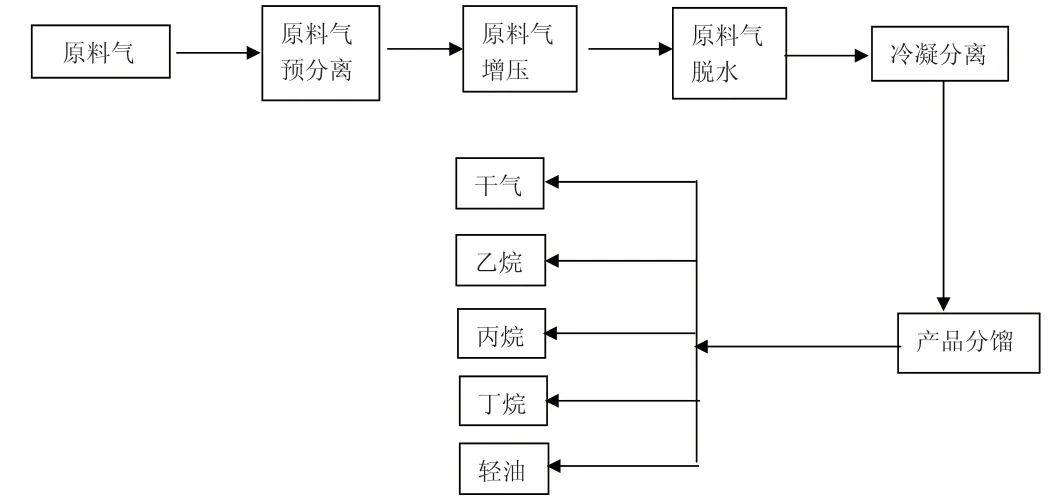
图1 轻烃回收处理的示意框图
轻烃回收过程目前普通采用冷凝分离法。轻烃回收工艺主要由原料气预处理、压缩、冷凝分离、凝液分离、产品储运、干气再压缩以及制冷等系统全部或一部分组成。
2.2 装置设计规模的确定
(1)根据近10年内进入回收厂的天然气量的变化范围确定装置的操作弹性、确定装置的规模。
(2)年运行天数为330d。
2.3 轻烃回收工艺简介
2.3.1 原料气预分离
(1)原料气预处理的目的是脱除其携带的油、游离水和泥沙等杂质,以及脱除原料气中的水蒸汽、酸性组分和汞。
(2)当采用浅冷分离工艺时,只要原料气中CO2,含量不影响冷凝分离过程及商品天然气的质量指标,就不必脱除原料气中的CO2。当采用深冷分离工艺时,由于CO2会在低温下形成固体,堵塞管线和设备,故应将其脱除至允许范围之内。
2.3.2 原料气增压
对于高压原料气(例如高压凝析气),进入装置后即可进行预处理和冷凝分离。
原料气的压力低于适宜的冷凝分离压力时,应设原料气压缩机。但当原料气为低压伴生气时,因其压力通常仅为0.1~0.3MPa,为了提高气体的冷凝率(即天然气凝液的数量与天然气总量之比,一般以摩尔分数表示),以及干气要求在较高压力下外输时,通常都要将原料气增压至适宜的冷凝压力后再冷凝分离。
原料气增压后的压力,应根据原料气组成、NGL回收率或液烃收率(回收的NGL中某烃类或某产品与原料气中该烃类或该产品烃类组分数量之比,通常以摩尔分数表示),结合适宜的冷凝分离压力、干气压力以及能耗等,进行综合比较后确定。
应充分利用气源压力,在来气管线上不宜设置节流阀。所选压缩机应允许入口压力有一定的波动范围。天然气入口压力不宜低于0.15MPa(G),并应尽量提高。
2.3.3 原料气脱水
原料气压缩一般都与冷却脱水结合一起进行,即压缩后的原料气冷却至常温后将会析出一部分游离水与液烃,分离出游离水与液烃后的气体再进一步脱水与冷冻,从而减少脱水与制冷系统的负荷。常用的脱水工艺有:甘醇吸收法脱水、吸附法脱水、低温法脱水、空冷法脱水、冷剂制冷脱水、膨胀法脱水等。
管输天然气脱水深度应满足GB50251中关于管输天然气水露点的要求,天然气含水量及水合物形成条件见GB 50251中附录A。进行深冷处理的天然气,宜与下游处理工艺相结合,确定合理的脱水深度。汽车用压缩天然气增压后的水露点应符合GB18047 的规定,CNG加气站脱水装置宜采用吸附法脱水。
脱水装置的处理能力按任务书或合同规定的日处理量计算,脱水装置年工作时间应考虑下游用户要求及装置检修需要,宜按350天计,与天然气凝液回收装置配套的可按年工作时间8000h计算。
2.3.4 冷凝分离
制冷工艺选择:工业上常用的制冷方法有冷剂制冷、膨胀制冷和冷剂与膨胀联合制冷。应根据具体条件,对各种可能采用的方法进行技术和经济指标的对比,选定最佳的制冷工艺。
冷凝分离压力及温度选择:适宜的冷凝分离压力及温度,应在冷凝计算的基础上,根据原料气的组成及压力。工艺流程的组织及外输压力、收率及产品的要求、装置的投资、运行费用等因素确定。为提高C3的收率,对于较贫的天然气,冷凝分离部分宜采用DHX工艺。
2.3.5 轻烃分馏
轻烃分馏的目的是将轻烃进一步切割以得到附加值更高的馏分,提高轻烃的加工深度和经济效益。轻烃回收工艺流程图中的脱甲烷塔、脱乙烷塔等实质上都是轻烃分馏设备轻烃分馏。
(1)流程中的第一个塔必须与冷凝分离单元一起考虑。回收乙烷及更重组分的装置,应先从凝液中脱除甲烷;需要生产乙烷时,再从剩余凝液中分出乙烷。回收丙烷及更重组分的装置,先脱除甲烷及乙烷。剩余的凝液需要进一步分馏时,可根据产品的要求、凝液的组成,进行技术经济比较后确定。
(2)脱甲烷塔的流程设计,应符合下列规定
①采用多股凝液按不同浓度及温度分别在与塔内浓度及温度分布相对应的部位进料。
②应适当设置1台~2台侧重沸器。
③应利用塔底物流的冷量,冷却原料气或冷剂。
(3)脱乙烷塔的流程设计,应符合下列规定
①乙烷不作为产品的脱乙烷塔,宜采用无回流脱乙烷塔。如果采用了有回流的脱乙烷塔,应保证精馏段有足够的内回流。
②乙烷作为产品的脱乙烷塔,必须要有回流。操作压力应
根据装置是否出商品丙烷及冷却介质的温度来确定。
(4)脱丙烷塔、脱丁烷塔等的流程设计,应符合下列规定
①塔底物流的热量应尽量利用,宜用来加热塔的进料物流。
②塔顶冷凝器宜采用水冷器或空冷器。塔顶的温度宜比冷却介质的温度高10℃~20℃,物流的冷凝温度最高不宜超过55℃。
③塔的工作压力应根据塔顶产品的冷凝温度、泡点压力和压降确定。
(5)分馏塔的控制,应按以下要求进行设计
①塔底温度及液位和塔顶压力均应自动调节。
②塔顶用泵提供回流时,应通过自动方式或手动方式保持回流量基本稳定。
③塔顶用分凝器产生回流时,应保持提供的冷量基本稳定。如果冷却介质的温度波动不大,可采用手动调节冷却介质的流量。
④脱丙烷塔等由泵提供回流时,塔的压力控制可采用热旁路调节。
⑤塔顶出气相产品,且无回流罐时,可通过塔顶出口管线控制压力。当有回流罐时,可通过回流罐气相出口管线控制压力。
3 轻烃回收工艺方法的选择
选择轻烃回收的工艺方法时,由于每一种工艺方法或流程都有其适用的条件,同时都存在一定的局限性,不可能存在适应任何场合的最佳方案,在给定装置的设计条件下,通常首先要考虑的主要问题是冷源,即内部冷源和外部冷源问题。一般情况下,选择轻烃回收工艺方法应遵循如下原则:
①当进气压力与外输干气压力之间有自由压差可供用(增压或无需增压回收NGL),且C3组分含量又不太多时,宜选用膨胀制冷法。
②当有自由压差可供利用,但原料气中C2含量较少、回收价值又不大时,往往采用节流膨胀制冷法,降低水击轻烃的露点,以满足长输管道对气质的要求。如制冷温度还不够低,再加制冷剂制冷作为辅助措施。
③对以回收C3为目的的小型轻烃回收装置,应根据伴生气中C3含量情况,按图2选择相应的工艺方法。处于三种方法交叉区时,应选择见效快、投资省的制冷剂制冷(如丙烷制冷)法,或单级膨胀制冷法,或二者相结合的混合制冷法,尤其是小型撬装式回收装置,更有见效快、灵活机动的特点。
④当干气外输压力接近于原料气压力,回收C2而且要求C3回收率达到90%左右时,可参照图3选择相应的工艺方法。
⑤当原料气中C2含量较多、装置处理规模较大时,为了降低功率的消耗,宜采用膨胀制冷与制冷剂制冷相结合的混合制冷方法。原料气压力低时需考虑增压单元。
4 结论
工艺方法的选择应因地制宜,从原料气组成、装置建设目的、产品回收率要求、生产成本和工程投资等方面综合比较。一般当天然气(伴生气)组成较富、处理量较小、装置建设目的是回收C3且产品回收率要求不高时,宜选用浅冷分离工艺;而当气体组成较贫、处理量较大、希望回收较多乙烷时,应采用深冷分离工艺。另外,对回收率也要定一个适宜的指标,一般而言,深冷分离装置的C2回收率高于90%时,投资及操作费用明显上升。这是因为需要增加膨胀机的级数以获得更低的温度等级,相应的要求提高原料气的压力,而原料气压力提高后,设备、管线等压力等级也随之提高;制冷温度下降,又需增加低温钢材的用量。因此,一般不单一追求过高的C2回收率,一般认为60%~85%的C2回收率是比较合适的。对以回收C3为目的的浅冷分离装置,一般情况下50%~80%的C3回收率是比较合适的。
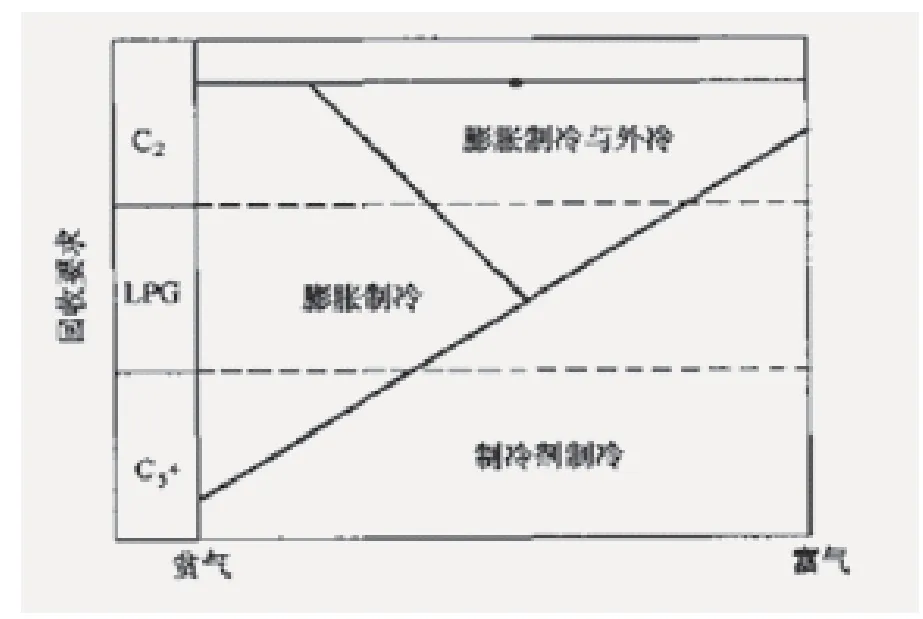
图2 轻烃回收装置工艺方法的选择
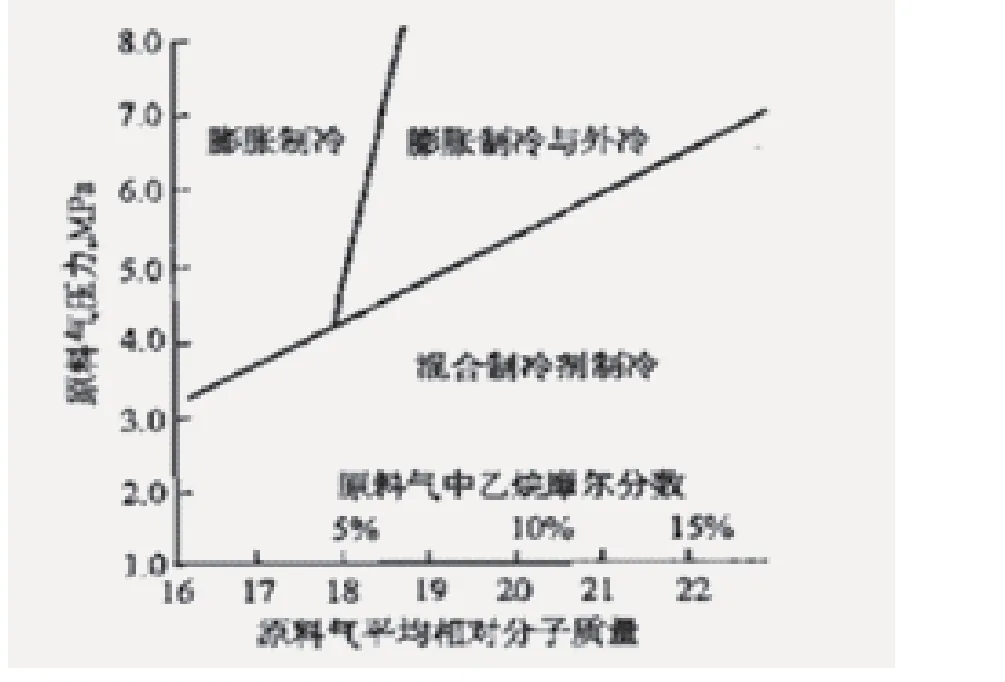
图3 回收90%C3的最佳方法选择
[1]GB 50350,油气集输设计规范[S].
[2]SY/T0077,天然气凝液回收设计规范[S].
[3]SY/T0076,天然气脱水设计规范[S].
[4]GB 11174,液化石油气[S].
[5]GB 17820,天然气[S].
[6]GB 9053,稳定轻烃.
[7]诸林.天然气加工工程[M].第二版.北京.石油工业出版社,2008.
Method and selection of light hydrocarbon recovery process
Yiliangying(Liaohe Petroleum Engineering Co., Ltd. Panjin Liaoning 124010)
Light hydrocarbon recovery refers to natural gas than methane or ethane and heavier components in the process of recovery in liquid form, this paper combined with the practical engineering experience, summarizes the matters needing attention in design and technology of light hydrocarbon recovery method commonly used in engineering, for similar projects to provide technical support.
light hydrocarbonRecovery; Technology; Method; Choice
易良英(1985- ),女,重庆人,工程师,2007年毕业于中国石油大学(华东),现主要从事石油天然气设计和研究工作。
