基于故障树诊断的烟尘回收装置优化
2016-12-15李光辉肖德琳吴培龙
李光辉,肖德琳,吴培龙
(山东胜利钢管有限公司,山东 淄博255082)
基于故障树诊断的烟尘回收装置优化
李光辉,肖德琳,吴培龙
(山东胜利钢管有限公司,山东 淄博255082)
为了找出焊管等离子在线切割烟尘回收装置回收失灵的原因,建立了基于故障树诊断的烟尘回收失灵故障树,并以某公司7套烟尘回收装置2009—2013年出现的各种故障为底事件进行了优化分析。分析结果表明,皮带损坏、滤芯受潮进水和滤芯漏风等是烟尘回收失灵的主要原因,提出了相应的优化措施。改造优化后的分析及实际使用结果表明,此次优化改造降低了烟尘回收失灵故障率,有效降低了车间内的烟尘污染,净化了生产环境。
焊管;等离子切割;烟尘回收;故障树;优化
1 焊管生产中切割烟尘的处理方法
焊管连续生产过程中,飞剪岗位的切割方法有氧-乙炔火焰在线切割、飞锯在线切割、等离子在线切割等。氧-乙炔火焰切割因其切割速度无法满足钢管快速生产的需要,目前已经被大部分钢管生产厂家淘汰。飞锯在线切割因会产生巨大的噪音,且锯片的消耗会增加生产成本,目前使用的也相对较少。等离子切割具有切割速度快,生产成本低等优点,使其成为目前在线切割的主流。
等离子切割过程中会产生气化金属蒸气、臭氧、氮氧化物等烟尘,对周围环境造成污染,通常需要配套相应的烟尘回收系统。常见的烟尘回收系统有水淋式、布袋式、滤芯式3种。3种烟尘回收系统的优缺点及回收效果对比见表1。
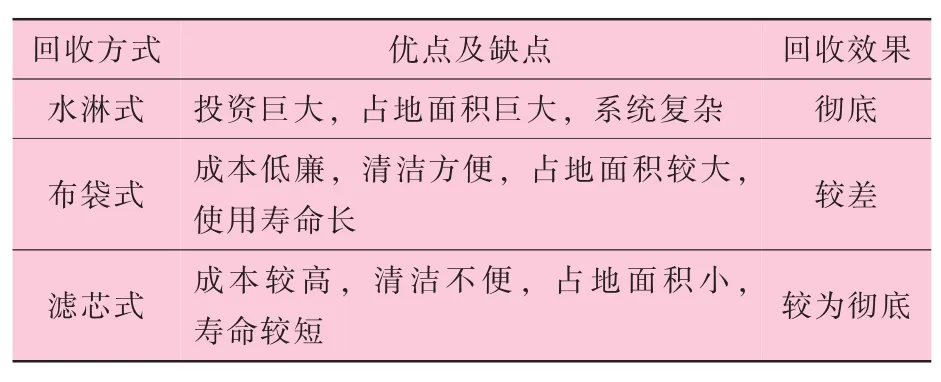
表1 3种烟尘回收系统的优缺点及回收效果对比
从表1可看出,水淋式烟尘回收系统的回收效果最为彻底,但是占地面积过大,主要应用于港口、矿山等大型工矿企业,对于钢管制造车间不太适用,所以为了尽量净化车间内空气,目前国内钢管生产厂家的烟尘回收系统多采用滤芯式。
2 烟尘回收装置回收失灵故障树的建立
烟尘回收装置回收失灵故障树如图1所示。图1中底事件概率是根据2009—2013年某公司7套烟尘回收装置中各个故障除以故障总和得出。底事件分别为:X1紧急制动未开、X2电源未打开、X3皮带损坏、X4电机损坏、X5风机损坏、X6风管漏风、X8参数不当、X9漏气、X10空气进水、X11滤芯漏风。定性来看,最小割集为10项,阶数较为平均,没有特别薄弱的环节。
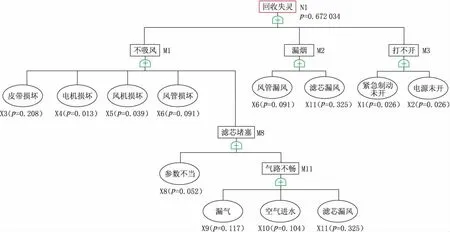
图1 烟尘回收失灵故障树
已知顶事件发生的概率计算公式为

式中:Cj—故障树中的第j个最小割集;
k—故障树种最小割集的数目。
系统的可靠度Rs为

利用式(1)和式(2)可算出顶事件N1发生的概率,通过软件CAFTA可以计算出顶事件发生概率为0.67,系统可靠度为0.33。现针对每一底事件对其进行优化分析。
2.1 紧急制动未开、电源未打开
这两项主要为操作人员问题,且发生概率较小,故不做优化,但是可以将生产主机与烟尘回收接为联动状态来降低人员忘记操作的概率。
2.2 皮带损坏
该故障发生的概率较大,其原因为系统原装V带为SPA1682三条,首先V带的质量直接关系其使用寿命,另外,系统可靠性分析中,组成系统的所有单元中任一单元失效叫串联系统,串联系统的可靠度为

式中: Rs(t)—系统的可靠度;
Ri(t)—为第 i个单元的可靠度。
由式(3)可以看出,V带越多,其可靠度越差,具体到系统的3根V带上,可以求出单根皮带的可靠度及不可靠度。
根据R3=1-0.208可以求出R=0.925,即单根皮带的可靠度为0.925,不可靠度为0.075。通过扭矩计算,可以选用联组窄V带15J1682代替原有的窄V带SPA1682。
联组窄V带整体性好,受力均匀,横向刚度大,运转平稳。在联组窄V带运行过程中,即使出现部分磨损,也不会像普通V带那样立即断裂失效,从而提高了系统的稳定性。
2.3 电机或风机损坏
这两种故障出现的几率较小,只要定期检查皮带轮及轴承座的完好性,通常不会出现此类故障。
2.4 风管漏风
风管是否漏风与工作环境及风管的质量有关。如果工作环境锐物(如铁丝、带棱钢板等)过多,使用时极易划伤或撕坏风管。另外,风管的质量越差就越容易被撕裂。因此,建议使用硬质钣焊件作为主风管,伸出的柔性风管使用皮革编织管,或者使用柔性吸气臂效果会更好。
2.5 参数不当、漏气
烟尘回收系统的参数要根据实际情况严格设定在说明书范围之内,且每隔一段时间要按照实际压差进行调整,以避免因参数设置不当而造成的滤芯堵塞。设备外部的压力气体管道应尽量采用硬管,同时减少PU聚氨酯气管的使用;设备内部的聚氨酯气管也要尽量增加保护套,以防止硬质灰尘对其划伤。
2.6 滤芯受潮进水
常见的两种滤芯滤材的断面结构如图2所示。图2(a)为不带覆膜的普通滤材, 图2(b)为带PTFE薄膜的滤材。目前不带覆膜的普通滤材已经基本被淘汰,大量使用的是带PTFE薄膜的滤材。从图2(b)可以看出,粉尘在烟尘回收系统中先要经过薄膜的小孔才能接触到滤材纤维,这样能够由带小孔的薄膜过滤掉大部分的灰尘,达到延长滤材纤维寿命的效果。
通常清理滤芯的方法为反吹法。滤筒的工作过程及自动清灰过程如图3所示。由图3可以看出,反吹时空气中如果存在水分,水分使滤材纤维受潮,一段时间内水分和纤维上及PTFE微孔膜的内壁上的灰尘混合后形成硬质泥灰,进而很快堵塞滤芯,使反吹失效。可见进水是滤芯报废、回收失灵的一个重要原因。

图2 常见的两种滤芯滤材的断面结构
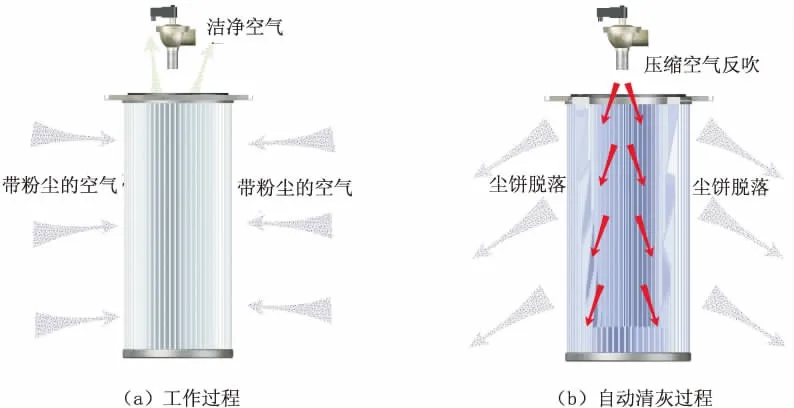
图3 滤筒的工作过程及自动清灰过程
车间内通常使用的都是空压机-储气罐-冷冻式干燥机的压缩空气系统,这种系统的除水效果一般。为了将水分对滤芯的影响降至最低,可在烟尘回收设备机体之前加装一套三联除水滤芯,三联除水滤芯的实物照片如图4所示。从实际使用效果来看,该做法有效延长了滤芯的寿命,降低了因滤芯进水而造成的烟尘回收系统失灵。

图4 三联除水滤芯的实物照片
2.7 滤芯漏风
滤芯漏风是导致回收失灵的最常见原因。出现此故障时,甚至会将烟尘以高压的状态喷射出去,造成车间内更严重的污染。烟尘回收滤芯通常安装方式及滤芯结构如图5所示。
传统烟尘回收装置的固定方式如图6所示,通常按3个一组进行固定。每个滤芯顶起4个角至固定顶板上,使密封圈起到密封效果。由式(3)可知串联系统的可靠性计算方法,设每个角的顶紧可靠度为X,则一排中任一滤芯顶紧的概率为X12。当烟尘回收设备较新且维护良好的情况下,滤芯漏风问题并不突出。但是如果使用超过保修期(通常为1~2年)之后,因固定顶板普遍较薄,各处进灰后导致安装不畅,常常需要更大的力才能顶紧,所以固定顶板经常会变形而导致滤芯不能全部被顶紧,从而出现滤芯漏风。

图5 烟尘回收滤芯通常安装方式及滤芯结构示意图
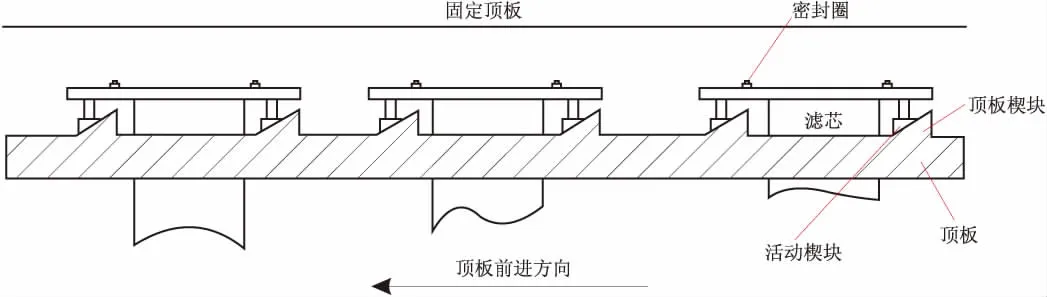
图6 传统烟尘回收装置固定方式
为了预防滤芯漏风导致的系统失效,可将滤芯设计成单独紧固,并使用螺纹连接。带螺纹的滤芯结构如图7所示。仍假设每个角的顶紧可靠度为X,则任一滤芯顶紧的概率为X4,可靠度显著提高。
具体到数值上来说,假设根据式(3)求得的单边顶紧可靠度为0.968,不可靠度为0.032。用原有三联式滤芯安装时的可靠度为0.675,不可 靠度为0.325;而使用螺纹单个顶紧的可靠度为0.878,不可靠度为0.122。由此可见,滤芯漏风的故障概率大大降低。另外,螺纹单个顶紧的密封性也比三联滤芯的密封性更好。
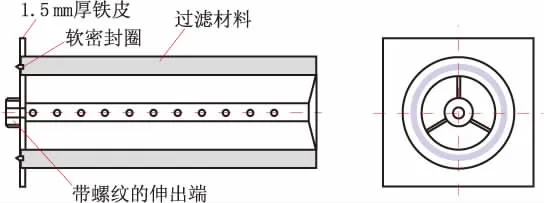
图7 带螺纹的滤芯结构示意图
3 优化后回收失灵故障树的建立
优化后回收失灵的故障树如图8所示,由于制动、电源未打开、风管漏风,滤芯进水等优化无法用数字来衡量,故暂时使用原有底事件概率。从图8可以看出,顶事件发生概率降为0.502,较之前的顶事件概率0.672降低了26%,证明优化是有效果的。实际使用效果也表明,此次改造优化是成功的,有效地降低了车间内的烟尘污染,净化了生产环境。
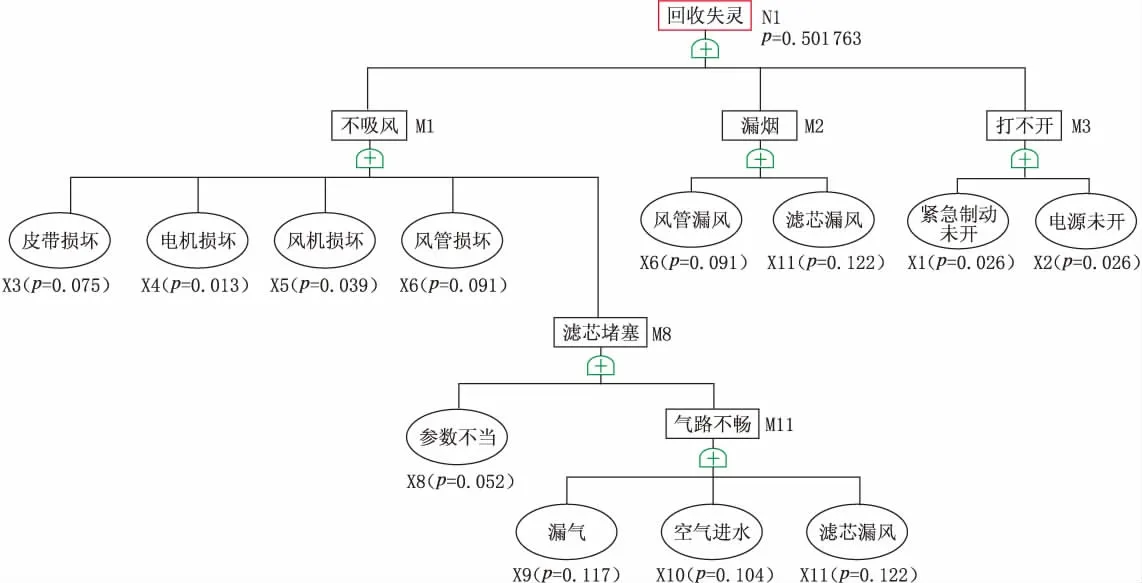
图8 优化后的回收失灵故障树
4 结 语
在焊管生产中使用等离子切割可大幅度提高生产效率,但等离子切割过程中产生的气化金属蒸气、臭氧、氮氧化物等烟尘,会对周围环境造成污染,因此需要配套相应的烟尘回收装置。通过对焊管切割烟尘回收系统回收失灵这一典型故障建立故障树,找出了故障产生的主要原因。并对皮带损坏、滤芯受潮进水和滤芯漏风等造成回收失灵的主要故障进行了系统优化。此次改造优化降低了回收失灵故障率,有效降低了车间内的烟尘污染,净化了生产环境。
[1]李登超.冷弯型钢及焊管生产技术[M].北京:化学工业出版社,2011.
[2]赵静一,上官倩芡,马保海,等.10MN水压机液压系统故障树分析[J].液压与气动,1999(3):36-38.
[3]API SPEC 5L.管线钢管规范(第45版)[S].
[4]李军,牟新华,刘红军,等.螺旋焊管等离子切割烟尘的处理[J].钢管,2011(3):59-60.
[5]程新军.等离子切割在生产中的应用[J].质量探索,2016(5):81-82.
[6]李壮云.液压元件与系统[M].北京:机械工业出版社,2000.
[7]许耀铬.液压可靠性工程基础[M].哈尔滨:哈尔滨工业大学出版社,1991.
[8]王琳.机械设备故障诊断与监测的常用方法及其发展趋势[J].武汉工业大学学报,2000(3):64-66.
[9]CHEN G R.Fault diagnosis method based on system-phenomenon-fault tree[J].Chinese Journal of Mechanical Engineering,2011(3):138-145.
[10]倪绍徐,张裕芳,易宏,等.基于故障树的智能故障诊断方法[J].上海交通大学学报,2008(8):161-164,175.
Optimization of Smoke and Dust Recycle Device Based on Failure Tree Diagnosis
LI Guanghui,XIAO Delin,WU Peilong
(Shandong Shengli Steel Pipe Co.,Ltd.,Zibo 255082,Shandong,China)
In order to find out the failure reason of smoke and dust recycle device of welded pipe plasma on-line cutting,the smoke and dust recycle failure tree was established based on failure tree diagnosis,and the optimized analysis was carried out for various kinds of faults occurred in a company’s seven sets of smoke and dust recycle device during 2009—2013.The results indicated that the belt damage,the filter element be affected with damp,filter air leakage are the main reason of dust recycle failure,put forward the corresponding optimization measures.The actual application showed that the optimized transformation reduces the recycle failure,effectively reduces the soot pollution in workshop,and purify the production environment.
welded pipe;plasma cutting;smoke and dust recycle;failure tree;optimization
TF805.3
B
10.19291/j.cnki.1001-3938.2016.06.011
李光辉(1986—),男,山东淄博人,工程师,主要从事螺旋焊管设备的技术管理工作。
2016-02-26
谢淑霞