消防给水用双面涂覆钢管生产及应用*
2016-12-15郝茂德徐志茹杨伟芳
郝茂德,徐志茹,杨伟芳
(浙江金洲管道科技股份有限公司,浙江 湖州313000)
消防给水用双面涂覆钢管生产及应用*
郝茂德,徐志茹,杨伟芳
(浙江金洲管道科技股份有限公司,浙江 湖州313000)
为了解决传统消防给水用管及其连接件自身防腐蚀、防结垢和抗菌等性能较差,严重影响使用效果的问题,引入了一种新型消防给水用管,即双面涂覆钢管。介绍了双面涂覆钢管防腐层材料的选型及其防腐机理,双面涂覆钢管的生产工艺、检验方法及安装应用等。分析认为,双面涂覆钢管不仅具有钢管的优点,又具有防腐性能优良、水力性能好、耐高温性能强、安装方法多样等优点,其应用范围必将越来越广。
双面涂覆钢管;熔结型重防腐环氧树脂;涂覆工艺;性能检验;应用
1 概 述
消防管是建筑消防系统中不可或缺的管道材料,我国传统的消防给水管道一般采用镀锌钢管、无缝钢管和铸铁管。近年来,双面涂覆钢管作为一种新型消防管材渐露头角。
双面涂覆钢管是以焊接钢管或无缝钢管为基管,内外表面涂装高附着力、抗冲击性强、重防腐、环境友好型的热固性粉末涂料的钢塑复合管,其结构简图如图1所示。由于在涂覆材料中添加了阻燃材料,使其具有较好的耐高温性能,在火灾发生时能充分保证管道的有效供水。该类管材既具有钢管的机械强度,又具有塑料管的表面光滑、流体阻力小、不易结垢等特点,保证了管道流量和使用效果。消防用水具有长期静止性和突发急用性等特点,而传统消防用管及其连接件由于其自身的防腐蚀、防结垢和抗菌等性能较差,时间稍长便会生锈、结垢[1],造成管道及洒水喷头阻塞,影响使用效果。而双面涂覆钢管的抗腐蚀性能克服了这一弊端,提高了消防管道的可靠性。同时,该钢管的涂层能够避免泡沫灭火剂对消防管道的腐蚀,提高了消防管的使用寿命。
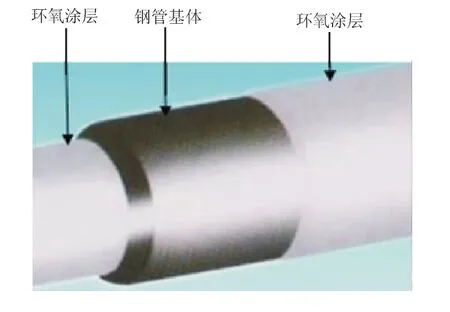
图1 双面涂覆复合钢管结构示意图
该类产品国家标准GB/T 5135.20—2010《国家标准自动喷水灭火系统第20部分: 涂覆钢管》已经发布并实施[2],GB/T 28897—2012《钢塑复合管》也将该类产品纳入其中。但是,由于目前市场上的该类产品质量良莠不齐,影响了行业的发展,规范该类产品的生产及应用,才能促进该行业进一步健康发展。
2 粉末涂料的要求及选择
2.1 消防管道粉末要求
消防给水管使用环境较为苛刻、恶劣,因此对粉末涂料的要求也较高。具体要求:①附着力强,不易从钢管基体上脱落;②要具有优异的抗腐蚀能力、耐冷热水浸泡、抗高温塑膜变质老化的能力,具有好的稳定性;③力学性能要好,形成的涂塑钢管的覆膜,必须有一定的机械强度和柔韧性;④要有较好的工艺性能及可加工性能。
2.2 热固性重防腐环氧粉末涂料防腐机理
双面涂覆消防给水管使用的涂料为熔结型重防腐环氧树脂粉末。该类涂料以环氧树脂为基体,添加固化剂、助剂、填料和颜料而制成,除满足管道涂覆环氧树脂粉末的基本性能指标外,还增加了能满足火灾环境下耐高温性能的要求[3-4]。
首先,基料采用酚醛改性环氧,即在双酚A环氧树脂的基础上引入部分苯酚甲醛或甲酚甲醛环氧树脂,其结构中的高极性和活性的环氧基,能与金属表面形成化学键而产生很强的附着力。苯酚甲醛和甲酚甲醛环氧树脂反应性很强,与双酚A环氧树脂掺混,从而使涂料既具有屈挠性又兼顾防腐性。其次,固化剂采用酚类固化剂,其中邻-甲酚甲醛树脂是一种多官能度的固化剂,与酚醛改性环氧树脂结合将得到非常好的抗高温和抗化学腐蚀性能。涂层固化后不会生成酯键,所以不会产生逆反应而降低防腐效果。再次,在涂料中加入流平剂以调整加热熔融时的流变学性能;添加脱气剂以避免涂层产生细小针孔或者气泡;加入抗氧化剂以改善涂层的耐高低温性能;在涂料中适当加入用偶联剂处理过的超细石英粉、云母、纳米氧化硅空心玻璃微珠等惰性功能填料,以提高涂层的致密性及附着力,增强涂料涂层的强度、韧性并改善其耐盐雾及耐阴极剥离的能力。涂料采用的颜料为具有防腐性能的无机颜料,颜色要求为消防红色。最后,以上所提及的组分对所形成的粉末涂层性能的贡献是互相制约和影响的,一个适宜的配方,实际上是各种组分协调的结果。
2.3 劣质环氧粉末带来的质量问题
笔者在一系列试验中发现,劣质的环氧粉末涂料会造成双面涂覆钢管一系列质量问题(见图2)。如附着力不合格、压槽时涂层开裂、脱落、压扁试验涂层开裂、高温下涂层起泡脱落、冲击试验不达标等。因此在生产时应选用质量较好的环氧粉末涂料,而且待选涂料在使用前要经过充分的试验论证,合格后才能进行较大规模的生产。同时做好质量检测也是保证产品质量的重要手段。
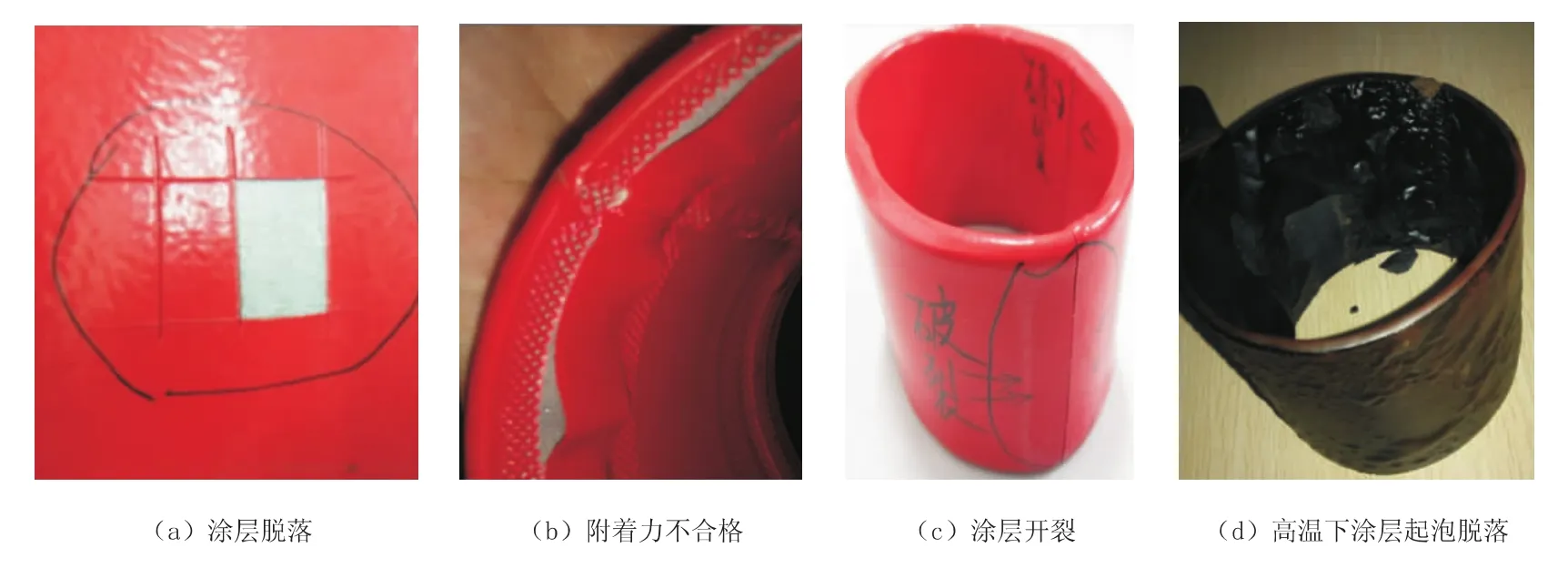
图2 双面涂覆复合钢管试验检测涂层不合格实物照片
3 双面涂覆钢管的生产工艺
双面涂覆钢管生产工艺流程:钢管涂敷前处理→预热→双面涂覆→固化→强冷→检验→修补→包装。
3.1 钢管涂敷前处理
对于焊接钢管来说,涂敷前处理包括去内毛刺和内外表面的抛喷丸处理。
去内毛刺目的是保证涂层厚度的均匀性,并预防在焊缝附近产生针眼等缺陷。去内毛刺的方式有在线和离线,一般是采用圆弧形硬质合金刀片刮除内毛刺。内毛刺刮除后,焊缝高度应小于0.2 mm,钢管内部焊缝处无明显焊渣、焊瘤等遗留物。若采用无缝钢管为基管,则不需要该步骤。
钢管表面抛喷丸的目的是彻底去除钢管表面的污垢、氧化皮、锈迹等杂物,使清洁等级达到Sa2.5级,并在钢管表面形成一定的粗糙度,以提高塑层与基体之间结合力。钢管抛喷丸一般分外壁抛丸和内壁喷丸两种。外抛丸是通过大功率电机带动抛丸器的叶片高速转动,使磨料在离心力作用下对钢管外表面打击达到抛丸目的;内抛丸采用压缩空气为动力,形成高速喷射束将喷料高速喷射到需要处理的钢管表面,使钢管表面状态发生变化,从而实现抛丸目的。处理后的钢管表面呈凹凸状,颜色呈金属白色,锚纹深度应在50~90 μm。预处理后的钢管应在12 h内完成涂塑,否则应重新进行喷砂处理。
3.2 预热
经过表面处理的钢管应采用无污染的热源均匀加热。常用的无污染热源有中频加热、天然气加热和远红外丝加热。中频加热是钢管通过载有交变大电流的线圈所形成的交变磁场产生涡流实现加热;天然气加热一般在燃气热风循环步进式加热炉内进行。加热温度可根据生产速度、产品规格以及涂层胶化、固化时间调整,一般控制在150~230℃,以180℃为宜。工件预热温度值及工件整体温度应控制均匀,其波动范围在±5℃之间。
3.3 涂覆
涂覆工序是一道关键工序,粉末涂装的均匀性直接决定着产品质量。双面涂覆时一般内涂和外涂同时进行,即加热钢管输送到涂塑机后,用喷涂或散布法涂覆钢管外表面,同时用内喷涂或内吸涂对钢管内壁进行涂覆。
喷粉系统一般由供粉箱、内外喷枪、喷粉室、余粉回收器等组件组成,其涂装原理为,环氧粉末先在供粉箱内充分流化,然后通过静电喷枪使粉末颗粒带负电,均匀地粘附在经预热的钢管表面,粘附在预热钢管表面的环氧粉末借助钢管的热量熔融并流动,进一步流平覆盖整个钢管表面,特别是覆盖在钢管表面的凹陷处,以及焊道两侧。涂覆作业时,钢管自动旋转,以使粉末分布均匀,最终形成均匀平整的涂层。涂层厚度可通过控制喷粉的时间和速度来调整。另外,也有采用流化床浸渍法来进行钢管内外壁涂覆的,但这种方法会有涂层流挂以及涂层厚度不均的问题发生,现在一般较少采用。
3.4 固化
环氧粉末涂装后的消防管道被置于固化炉中固化,固化时的温度和时间对涂层质量的影响至关重要,如果固化温度达不到规定温度或者固化时间达不到规定时间,涂膜的交联固化不完全,将影响涂膜的理化性能。反过来固化温度过高或者固化时间过长,会使涂膜老化。在实际生产中,可根据钢管的规格、厚度等设定不同的固化温度和固化时间。一般情况下,固化温度设定在180~200 ℃,固化时间为 15~25 min。
3.5 冷却
冷却方式有强制冷却和自然冷却。强制冷却采用的介质有冷风或凉水。对于热容较大的被涂物,采用自然冷却,冷却速度较慢,在生产线上停留时间就相应延长。因此对热容量较大的被涂物,应采用强制冷却工艺,以缩短涂覆生产线,提高生产效率。值得注意的是,若采用自然冷却也绝不可不出炉随炉冷却,涂层若长时间承受高温,涂层就会老化,导致其物化性能大幅降低。
4 双面涂覆钢管性能测试
消防给水用双面涂覆钢管使用环境恶劣,因而对其质量要求更加严格。双面涂覆钢管涂层的检测方法及其技术要求见表1。
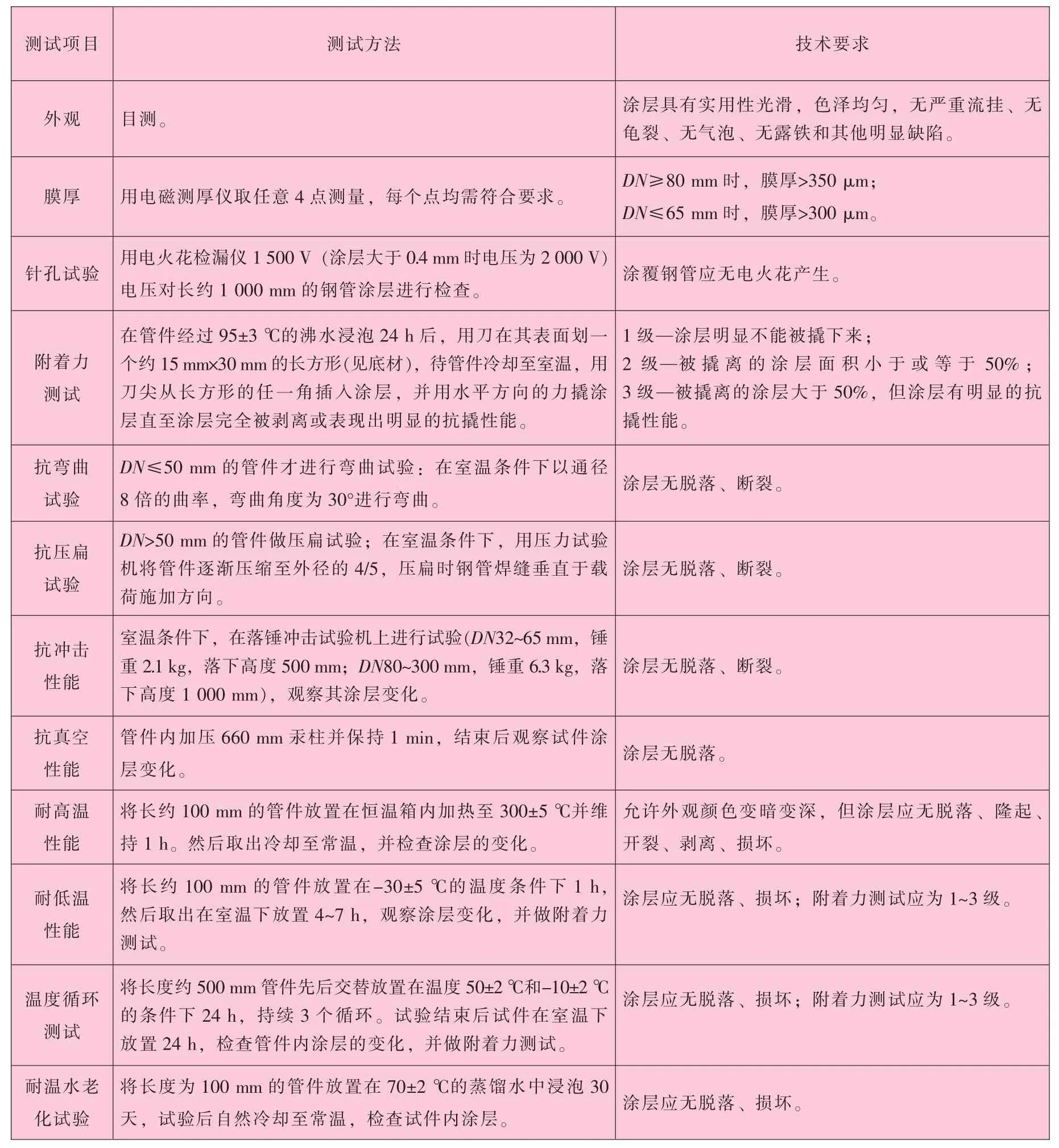
表1 双面涂覆钢管涂层的检测方法及其技术要求
5 双面涂覆钢管的应用
5.1 产品的应用
双面涂覆钢管主要用于城镇消防给水管道,使用环境温度为-30~80℃(峰值760℃),常规使用压力为0.1~2.5 MPa。该产品涂覆材料中添加了阻燃材料,使得该产品的耐温性能与其他同类产品相比得到提高,即使在周围环境温度急剧上升时也不会影响使用。常用双面涂覆钢管的规格主要有DN15~300 mm。DN15~65 mm产品的内外涂层厚度应>0.3 mm,DN80~300 mm产品的内外涂层厚度应>0.35 mm,产品定尺长度为6 m。
5.2 连接方式
钢塑复合钢管的连接方式与传统镀锌管基本相同[5-6],DN15~100 mm,工作压力≤1.6 MPa的管道,均可采用丝口连接。管径>100 mm时宜采用法兰或沟槽式卡箍连接,其中DN50~100 mm可根据设计既可选择丝口连接也可选用沟槽连接。带有螺纹、法兰、沟槽连接的涂覆钢管,其连接形式应符合GB/T 7306.2—2000《55°密封管螺纹 第2部分:圆锥内螺纹与圆锥外螺纹》、GB/T 9119—2010《板式平焊钢制管法兰》、GB 5135.11—2006《自动喷水灭火系统 第11部分 沟槽式管接件》的规定。双面涂覆钢管的连接难点在于塑层的连接。近年来,管端保护环广泛应用于内涂塑和内衬塑钢管的安装[7-8],将来也可以在双面涂覆钢管的安装应用上作一些探讨。
6 结束语
消防给水用双面涂覆钢管是目前国内钢管市场迅速发展的一类专用管道,与传统消防管钢管相比,双面涂覆钢管具有以下优越性:强度高、韧性好、易成型、不易开裂,管道维修量少;耐腐蚀,不仅耐一般水介质的长期腐蚀,而且耐酸、碱、盐溶液和有机介质及土壤的腐蚀,从根本上消除了管道腐蚀的危害;输送阻力小,降低了输送能耗。随着我国涂装设备的设计制造、涂塑工艺的研究以及涂塑原料国产化水平的不断提高,其产品质量会进一步提高并得到有效保障。双面涂覆钢管生产过程无污染,其作为一种节能环保的理想管材,理应得到市场足够的重视与推广。
[1]张喆,李传东.消防给水管材的选用及其优缺点探讨[J].江西建材,2015(2):54-55.
[2]GB/T 5135.20—2010,国家标准自动喷水灭火系统 第20部分:涂覆钢管[S].
[3]毕学振.熔结环氧粉末涂料[J].中国涂料,2006,21(12):43-49.
[4]张风生,殷宪霞,于吉涛.改性环氧重防腐粉末涂料[J].全面腐蚀控制,2010,24(5):77-81.
[5]胡美清,杨伟方,魏安家.城市供水企业钢塑复合管的选择和应用[J].水务世界,2012(1):41-49.
[6]周京都.消防给水管材选用与连接技术[J].企业技术开发,2011,30(16):154-155.
[7]徐德茹,魏安家 熊俊波,等.钢塑复合管管端失效分析及解决办法探讨[J].焊管,2012,35(6):26-29.
[8]徐志茹,沈百方,杨伟芳,等.一种钢塑复合管[P].中国专利:201020129680.4,2010-12-08.
Production and Application of Double Coated Steel Pipe for Fire Water Supply
HAO Maode,XU Zhiru,YANG Weifang
(Zhejiang Kingland Pipeline and Technologies Co.,Ltd.,Huzhou 313000,Zhejiang,China)
In order to solve the some problems of traditional fire water supply pipe and fitting,which seriously affect the use effect,such as corrosion resistance,anti-scaling and poor antibacterial performance.A new type of fire water supply pipe was introduced,namely double coated steel pipe.In this article,it introduced steel pipe coating material selection and corrosion mechanism of double coated steel pipe,as well as production process,testing method,application and installation.The analysis indicated that the double coated steel pipe not only possesses the advantages of steel pipe,but also possesses some other advantages,including excellent anticorrosive performance,hydraulic performance is good,high temperature resistant performance is strong,installation method variety and so on;its application scope will be more and more widely.
double coated steel pipe;sinter type heavy-duty epoxy resin;coating process;performance test;application
TE985
B
10.19291/j.cnki.1001-3938.2016.11.008
2015.~2016年度浙江省重点研发计划“特殊机加工机器人设计及应用技术”(项目号2015C01017)。
郝茂德(1981—),男,硕士,工程师,主要从事钢塑复合管装备和生产工艺研发。
2016-06-29
谢淑霞
