微型反应器中生物质甲醇催化转化制氢的研究
2016-12-14马克东潘立卫
马克东 , 穆 昕, 周 毅 , 毕 怡 , 张 磊 , 潘立卫,
(1.大连大学 环境与化学工程学院, 辽宁 大连 116622; 2.中国科学院大连化学物理研究所, 辽宁 大连 116023; 3.辽宁石油化工大学 化学化工与环境学部, 辽宁 抚顺 113001)
微型反应器中生物质甲醇催化转化制氢的研究
马克东1, 穆 昕2, 周 毅1, 毕 怡1, 张 磊3, 潘立卫1,2
(1.大连大学 环境与化学工程学院, 辽宁 大连 116622; 2.中国科学院大连化学物理研究所, 辽宁 大连 116023; 3.辽宁石油化工大学 化学化工与环境学部, 辽宁 抚顺 113001)
笔者创新研制了一种多层板式微型制氢反应器,集甲醇催化燃烧、重整和原料预热于一体;通过计算物流速度分布,合理地设计了单板结构和几何尺寸;反应器依靠液体甲醇的催化燃烧实现水蒸汽重整制氢过程自热运行。考察了反应器启动、变载过程以及稳态性能和寿命,结果表明,当温度为320 ℃,空速为1600 h-1,水醇比为1.2时,甲醇转化率为100%,重整气中H274.46%,CO224.17%,CO 1.37%;重整腔甲醇空速为1350~1600 h-1,燃烧腔进料量为每min 0.158 mL,反应器可连续运行60 h,甲醇转化率在98%以上;反应器能量效率最高为45%,最大产氢量接近10.74 L·h-1。
微型反应器; 制氢; 催化转化; 甲醇水蒸汽重整; 氢源
氢能以其清洁来源及用途广泛等优点成为最有希望的替代能源之一,用可再生能源制氢是氢能发展的必然趋势[1-3]。基于生物质的甲烷、甲醇、乙醇的化学重整转化制氢由于其独特的优点,已成为发展氢经济颇具前景的研究领域之一[4-6]。在我国,氢能研究的前期工作主要是围绕燃料电池汽车展开[7],由于成本高以及基础设施投入庞大,短时间内尚无法进入市场实际应用。如将其用作分散型燃料电池电站或微型电源,技术难度和投入会大大缩小,将进一步拓展氢能及燃料电池技术的应用领域。目前,国际上已经开展了燃料电池氢源系统微型化以及与微型燃料电池系统一体化应用方面的研究[8-12]。虽然世界上80%的甲醇是由不可再生的矿物燃料天然气合成的,但甲醇水蒸汽重整制氢(MSR)反应温度低、产物中氢气含量高,CO含量低,而且考虑到中国的沼气资源以及生物质合成甲醇技术路线的逐渐成熟,甲醇制氢是为微型燃料电池提供氢源的首选方法[13-14]。笔者利用板式结构易于扩容的特点,开发了多层板式反应器,集预热、重整和燃烧于一体,吸热/放热耦合与冷/热流体换热在不同腔内同时进行,甲醇催化燃烧释放的热量一方面维持水蒸汽重整反应,一方面预热原料,制氢过程不需要外供热。
1 实验部分
1.1 多层板式反应器的设计
采用平行四边形结构作为反应腔体,保证流体从入口经过小通道到达出口的距离相等,波纹形状的金属载体催化剂装填其中,腔体被自然分割成若干小通道,流体在流道中流动,如图1所示。催化反应区尺寸为:40 mm×20 mm×1.2 mm,在此基础上,需要确定入口导流角度。借助Fluent软件,计算不同导流角下流体在腔内流动时的速度分布。当导流角为θ=arc(tan2)时,如图2所示,不论径向还是轴向方向流体在腔内速度分布均匀。
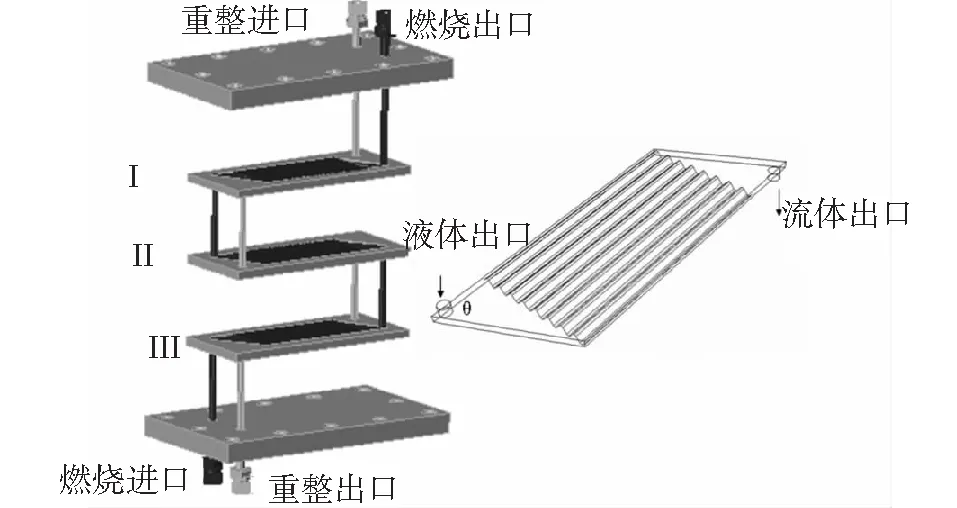
图1 反应腔结构
保证流体在单腔分布均匀的基础上,设计燃烧物流和重整物流在不同板间的分配。反应器由3个板叠加构成,反向对称安排,彼此互不连通,共6个腔室。板Ⅰ和板Ⅱ腔内分别填装PdZn/Al2O3/FeCrAl和Pt/Al2O3/FeCrAl金属整体催化剂,用于甲醇水蒸汽重整反应和催化燃烧反应;板Ⅲ的两腔为换热腔。物流在各腔内流向示意见图1,重整物流经过板Ⅰ,与燃烧尾气换热并反应,燃烧物流经过板Ⅲ,与重整尾气换热,在板Ⅱ燃烧侧反应,释放的热量供给处于其两侧腔内的重整反应,放热和吸热对称耦合。将三块板用FeCrAl平板彼此隔开,密封并组装成反应器。
1.2 实验流程
实验流程如图3所示。实验开始时,先通过平流泵向燃烧腔通入一定量的甲醇(或氢气),由流量计通入过量30%左右的空气,并向重整腔通入少量氮气。当重整腔达到一定温度时(约为240 ℃~280 ℃),通过平流泵(北京卫星制造厂,LB-05C)向重整腔通入预先配好的一定比例的甲醇水溶液,则重整反应逐步开始。当反应稳定时,就可以把用于燃烧的甲醇(或氢气)停止,而改用重整腔产生的重整气(reforming gas)进入燃烧腔供热,达到自热运行(当重整反应器和燃料电池联试时,返回燃烧腔的气体也可以来自燃料电池没有完全利用的富氢尾气)。产生的重整气通过冷凝器分离出未反应的甲醇和水;同时,重整干气总流量用皂泡计量,然后用气相色谱仪(GC-TCD,TECHCOM,T7890)进行在线分析,该色谱以Ar气为载气,采用碳分子筛色谱柱,柱温120 ℃,检测器为热导池,温度100 ℃。
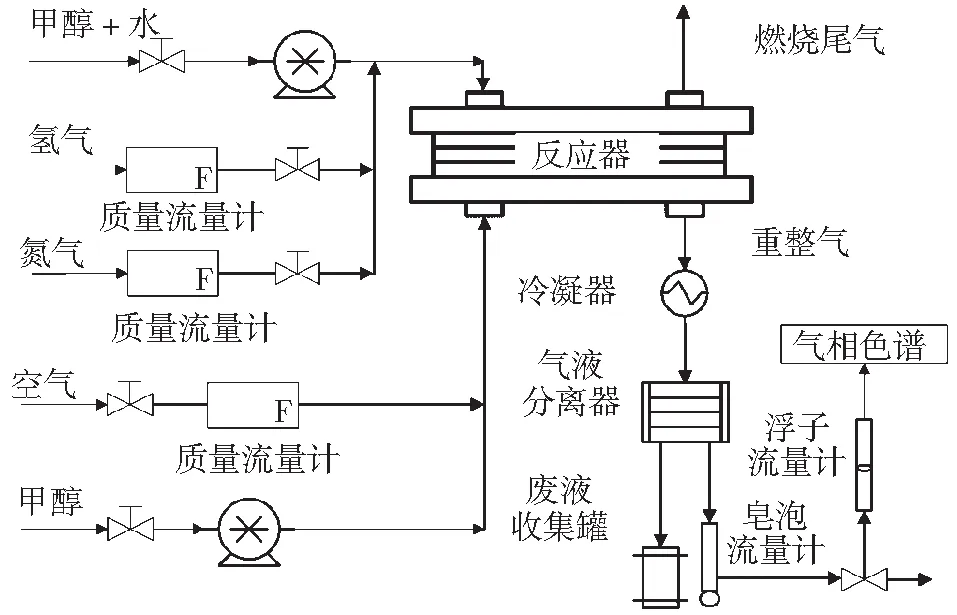
图3 实验流程
2 结果与分析
2.1 反应器的稳态性能
反应器稳定运行时,燃烧腔通入液体甲醇0.158 mL·min-1和相应量的空气,重整腔通入水醇摩尔比为1.2的甲醇水溶液,重整腔控制点温度为320 ℃,常压。产生的重整气通过冷凝器分离出未反应的甲醇和水;同时,重整干气总流量用皂泡计量,然后用气相色谱仪(GC-TCD,TECHCOM,T7890)进行在线分析,该色谱以Ar气为载气,采用碳分子筛色谱柱,柱温120 ℃,检测器为热导池,温度100 ℃。
在常压、重整甲醇的水醇摩尔比为1.2的条件下,反应器稳定运行时,燃烧腔甲醇量恒定为0.158 mL·min-1,当重整甲醇空速为1600 h-1时,甲醇完全转化,随着空速的增大,转化率略有下降,但只要空速小于2100 h-1,都保持在97%以上,空速增大为2400 h-1时,甲醇转化率仍维持90%以上;氢产率随着空速的增加从7.8 L·h-1增大到10.7 L·h-1(见图4),按照氢气利用率80%,电池效率60%计算,不同空速下,理论上可输出的功率在10~15 We之间。重整气中各组分含量受空速影响非常小,如图5所示,在常压、反应温度320℃的条件下,重整甲醇不同空速下,H2约74.5%,CO2约24.15%,CO约1.35%,基本保持稳定。
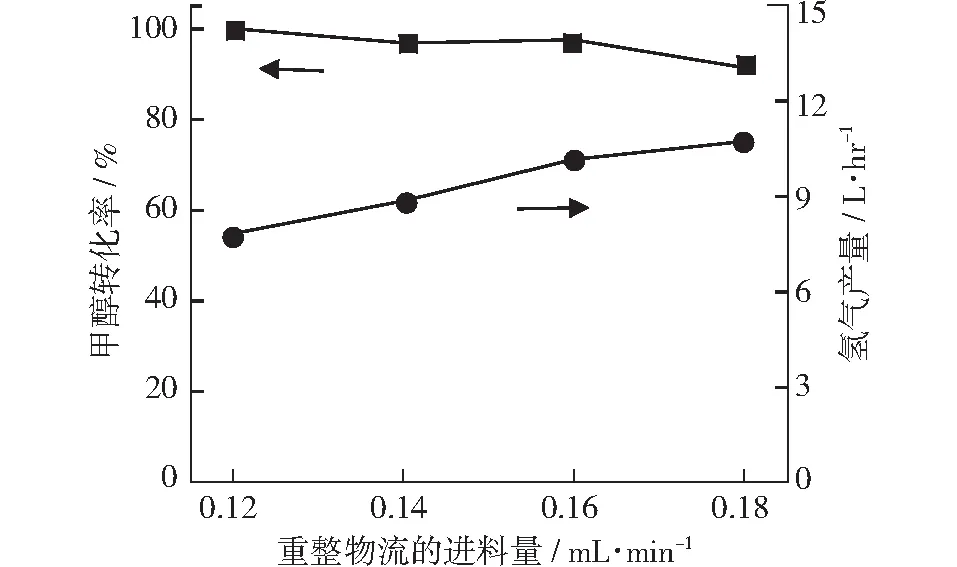
图4 不同进料量下甲醇转化率和氢产率
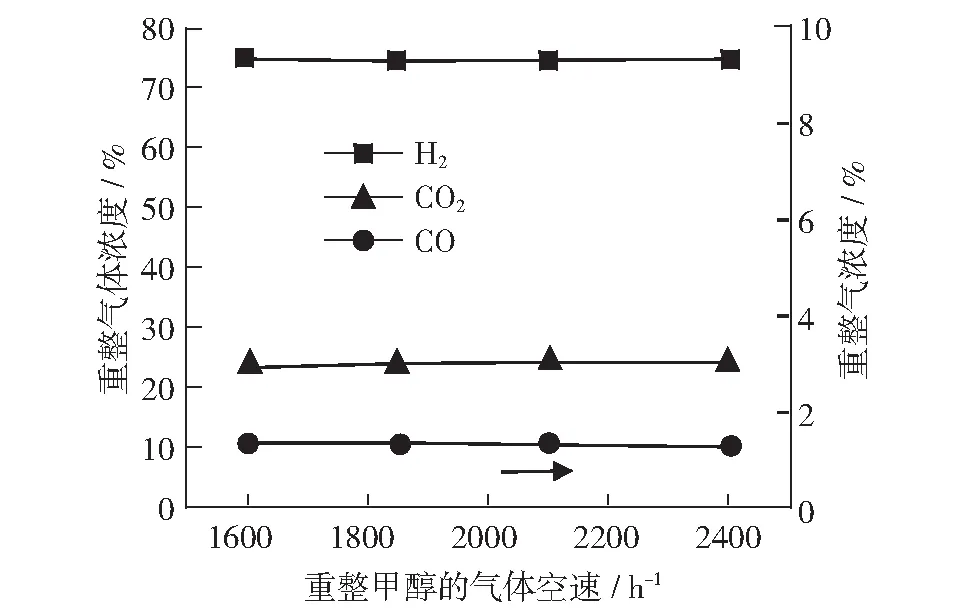
图5 不同空速下重整气组成
多层板式反应器可有效地利用了燃烧和重整尾气的余热,使原料预热更充分,热量利用更合理,反应器能量效率大幅度提高。制氢反应器能量效率由以下公式计算:
从图6中可以看出,在常压、反应温度320℃条件下,重整甲醇的水醇摩尔比为1.2时,随着空速的增加,反应器中燃烧腔和重整腔甲醇进料量的比值逐渐减小。这是因为,空速加大时,进入重整腔的水和甲醇的绝对量有所增加,维持重整反应需要吸收的热量相应增多,热量的有效利用率增大,反应器的能量效率也随着空速的增大而增大,最高达到45%。可见,空速增加也有助于提高能量效率,但甲醇转化率会受到影响,因此实际应用中要选择合适的空速。
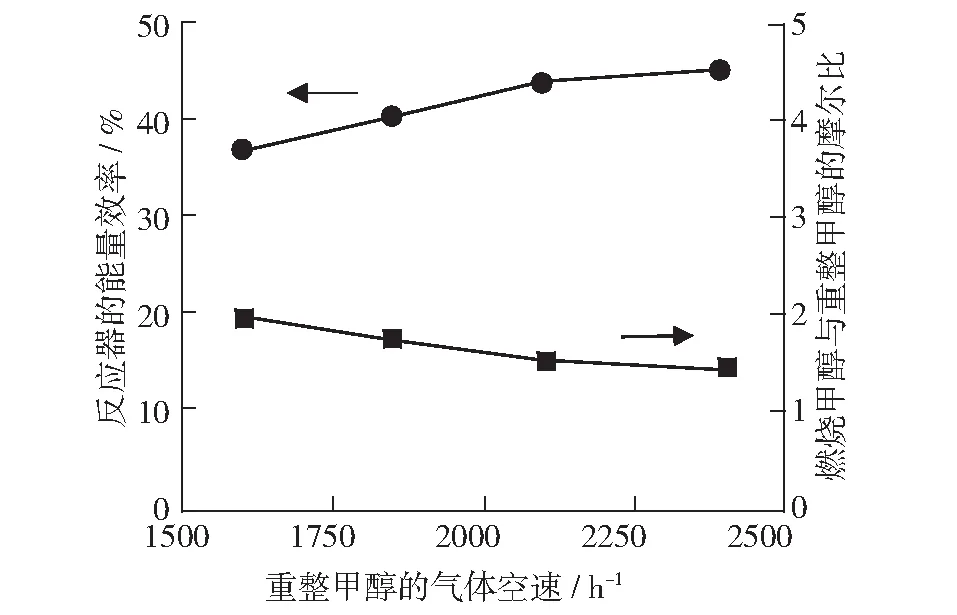
图6 多层反应器和双层反应器能量效率的对比
2.2 反应器的非稳态性能
本节着重考察了反应器非稳态性能。燃烧腔通入液体甲醇0.158 mL·min-1和相应量的空气,依赖催化燃烧放热,反应器开始升温,达到指定温度时,重整反应启动。图7显示了重整甲醇气体空速为1600 h-1时,反应从启动到稳定的过程。随着时间的推移,控制点温度逐渐增加,甲醇转化率也随之上升,直到100%,稳定后,温度和转化率都不再改变,反应器稳定运行。
制氢反应器通过变化燃料流量而改变氢气产量,以适应电池对氢气需求量的要求。因此,重整器要对燃料流量的动态变化有良好的响应。图8是140 min内,常压、反应温度320℃~325℃的条件下,重整甲醇的水醇摩尔比为1.2时,保持燃烧甲醇量不变,将甲醇水溶液从0.12 mL·min-1依次增大到0.18 mL·min-1时,甲醇转化率和CO含量从非稳态到稳态的过程。重整物料流量每增加0.02 mL·min-1,催化剂表面温度会瞬间下降,导致甲醇转化率有所下降,之后转化率逐渐升高至稳定。CO含量保持在1.3%左右,基本不受流量变化的影响。反应器对负荷变化响应时间较短,经过30 min即可稳定。
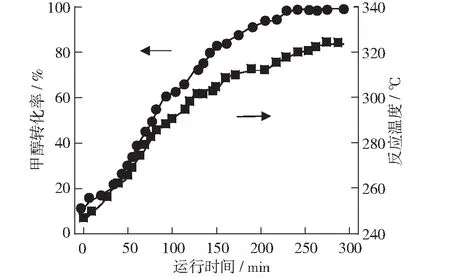
图7 甲醇转化率和温度随时间的变化
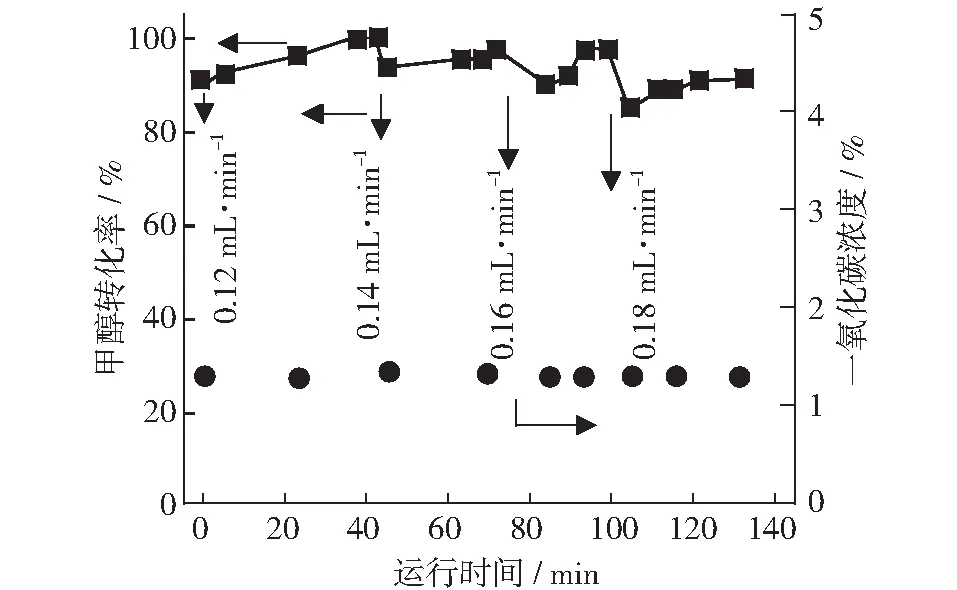
图8 反应器对负荷变化的响应
2.3 反应器寿命
图9是反应器的寿命实验,可以看出,在常压、反应温度320℃~330℃的条件下,重整甲醇的水醇摩尔比为1.2时,在60 h内反应器性能良好,甲醇转化率一直很高。初始时,重整空速为1600 h-1,甲醇转化率为100%,25 h后,转化率略有降低,故将空速调小至1350 h-1后,转化率又回升到98%左右,运行到60 h后,转化率下降,反应器性能衰减明显。衰减是因为用于重整反应的PdZn/Al2O3/FeCrAl催化剂活性下降所致,反应器性能的提高有赖于催化剂性能的稳定。
3 结论
(1)自行设计并研制了多层板式微型制氢反应器,包括重整腔、燃烧腔和预热腔;将甲醇水蒸汽重整反应和催化燃烧反应耦合其中,制氢过程实现自供热运行。
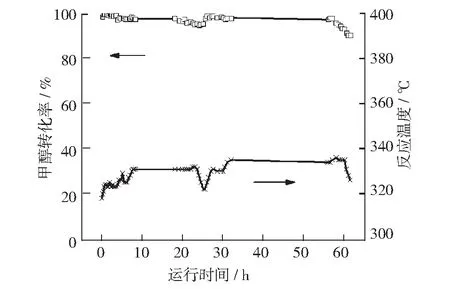
图9 寿命实验中甲醇转化率
(2)稳态运行时,甲醇转化率随空速的减小而增大,当温度为320 ℃,空速为1600 h-1,水醇摩尔比为1.2时,甲醇转化率达到100%,重整气中H274.46%,CO224.17%,CO1.37%;反应器能量效率最高为45%,最大产氢量接近10.74 L·h-1。
(3)水醇摩尔比为1.2,重整腔甲醇空速为1350~1600 h-1,燃烧腔进料量为0.158 mL·min-1时,反应器可连续运行60 h,甲醇转化率在98%以上。
[1] Holladay J D, Hu J, King D L, Wang Y. An overview of hydrogen production technologies [J]. Catal Today,2009, 139:244-260.
[2] Kan T, Xiong J X, Li X L. High efficient production of hydrogen from crude bio-oil via an integrative process between gasification and current-enhanced catalytic steam reforming [J]. Int J Hydrogen Energy, 2010, 35(2): 518-532.
[3] WU C, LIU R H. Sustainable hydrogen production from steam reforming of bio-oil model compound based on carbon deposition/elimination [J]. Int J Hydrogen Energy, 2011, 36(4): 2860-2868.
[4] Cao L, Pan L, Ni Ch J, Yuan Zh Sh, Wang Sh D. Autothermal reforming of methane over Rh/Ce0.5Zr0.5O2catalyst: Effects of the crystal structure of the supports[J]. Fuel Processing Technology, 2010;91: 306-312.
[5] Angeli S D, Pilitsis F G, Lemonidou A A. Methane steam reforming at low temperature: Effect of light alkanes’ presence on coke formation[J]. Catalysis Today, 2015; 242: 119-128.
[6] Momirlan M, Veziroglu T N. The properties of hydrogen as fuel tomorrow in sustainable energy system for a cleaner planet [J]. Int J Hydrogen Energy, 2005, 30: 795-802.
[7] Feng W, Wang S, Ni W, et al. The future of hydrogen infrastructure for fuel cell vehicles in China and a case of application in Beijing [J]. Int J Hydrogen Energy, 2004, 29: 355-367.
[8] Park G G, Yim S D, Yoon Y G, et al. Hydrogen production with integrated microchannel fuel processor for portable fuel cell systems [J]. J Power Sources, 2005, 145 (2): 702-706.
[9] Park G G, Seo D J, Park S H, et al. Development of microchannel methanol steam reformer [J]. Chem Eng J, 2004, 101 (1-3): 87-92.
[10] Palo D R, Holladay J D, Rozmiarek R T, et al. Development of a soldier-portable fuel cell power system Part I: A bread-board methanol fuel processor [J]. J Power Sources, 2002, 108: 28-34.
[11] Patil A S, Dubois T G, Sifer N, et al. Portable fuel cell systems for America’s army: technology transition to the field [J]. J Power Sources, 2004, 136: 220-225.
[12] Holladay J D, Jones E O, Phelps M, et al. Microfuel processor for use in a miniature power supply [J]. J Power Sources, 2002, 108: 21-27.
[13] Pan L, Wang S. Methanol steam reforming in a compact plate-fin reformer for fuel-cell systems [J]. Int J Hydrogen Energy, 2005, 30 (9): 973-979.
[14] Mu X, Pan L, Liu N, Zhang C, Li S, Sun G, Wang S. Autothermal reforming of methanol in a mini-reactor for a miniature fuel cell [J]. Int J Hydrogen Energy, 2007, 32 (15): 3327-3334.
Study on Catalytic Conversion of Bio-methanol Producing Hydrogen in a Miniature Reactor /
MA Ke-dong1, MU Xin2, ZHOU Yi1, BI Yi1, ZHANG Lei3, PAN Li-wei1,2/
(1.College of Environmental and Chemical Engineering, Dalian University, Dalian 116622, China; 2.Dalian Institute of Chemical Physics, Chinese Academy of Sciences, Dalian 116023, China; 3.College of Chemistry, Chemical Engineering and Environmental Engineering, Liaoning Shihua University, Fushun 113001, China.)
A novel multi-plate miniature reactor was designed, which combined hydrogen production with the catalytic combustion of methanol, steam reforming and preheating. The structure and geometry dimension of each plate were designed by computing the flow velocity. Based on the catalytic combustion of bio-methanol, the hydrogen production through steam reforming was realized in self-heating-sustain, i.e. without any external heating during the operating process. The starting up of the system, the process of loading variation, stead-state performance, and the working life of reactor, were investigated. The result showed that the methanol conversion could reach as high as 100% under condition of above 320 ℃, methanol gas velocity of 1600 h-1, and water/methanol molar ratio of 1.2. The reformed gas steam contained 74.46% of H2, 24.17% of CO2, and 1.37% of CO. The system reactor could continuous operate for 60 h under condition of 1350~1600 h-1of methanol gas velocity in gas reforming space and the loading velocity of 0.158 mL·min-1in combustion space, and obtained 98% of methanol conversion rate, and hydrogen production was about 10.74 L·h-1.
miniature reactor; hydrogen production; catalytic conversion; methanol steam reforming; hydrogen sources
2016-01-10
2016-01-14
项目来源: 国家自然科学基金面上项目(21376237,21076206); 辽宁省教育厅科学研究一般项目(L2014157)
马克东(1975-),男,博士,研究方向为生物质的催化转化,E-mail:makedongdl@yahoo.co.jp
潘立卫,E-mail:panliwei@dlu.edu.cn
S216.4;TK6
A
1000-1166(2016)02-0009-04
