水酶法提取丝瓜籽油的工艺研究及其理化性质分析
2016-12-14单承莺韦华马世宏张卫明
单承莺, 聂 韦华, 马世宏, 张卫明
(南京野生植物综合利用研究院,江苏 南京 210042)
水酶法提取丝瓜籽油的工艺研究及其理化性质分析
单承莺, 聂 韦华, 马世宏, 张卫明
(南京野生植物综合利用研究院,江苏 南京 210042)
通过单因素和正交试验,确定水酶法提取丝瓜籽油的最佳工艺,并对得到的油脂的理化性质进行测定。结果表明,最佳工艺为酶解时间6.5h、酶解温度50℃、酶添加量5%、pH6,在此条件下丝瓜籽提油率可达29.6%。水酶法提取的丝瓜籽油各项理化性质均符合国家标准,且比传统工艺提取的丝瓜籽油品质更好。
丝瓜籽油;水酶法;工艺条件;理化性质
丝瓜为葫芦科植物丝瓜的鲜嫩果实,或霜后干枯的老熟果实,一年生攀缘性草本植物[1]。丝瓜中含有人体所需要的多种营养成分,其根、藤、叶、果、籽和络等均可入药,其中丝瓜籽有清凉、利尿、活血、通经、解毒之功效,具有很高的药用价值。丝瓜籽的油脂含量极其丰富,不饱和脂肪酸含量达79.47%,特别是其亚油酸含量极为丰富,具有很高的开发利用价值[2]。目前,有报道的丝瓜籽油制备工艺主要包括溶剂浸提[3]、微波辅助提取[4]、超声波辅助提取[5]等方法,均存在原料利用率低、油品质量差、活性物质损失大的问题,亟需开发一种温和高效的制油工艺。
水酶法作为一种新型的油脂加工技术,具有安全、环保、高效的显著优势,得到的毛油品质高的特点[6],已有油菜籽、油茶籽、大豆、花生等采用水酶法提油的研究报道[7-8]。本试验研究水酶法提取丝瓜籽油的工艺,并比较水酶法和传统溶剂浸提得到的丝瓜籽油的理化性质,以期为丝瓜籽油的开发利用奠定技术基础。
1 材料与方法
1.1 原料与试剂
丝瓜籽(市场上购买的完好保存的丝瓜籽);
正己烷、氯化钠、纤维素酶、乙醚、盐酸、硫酸铜、硫酸、氢氧化钠、石油醚等,以上试剂均为分析纯。
1.2 主要仪器
水浴锅(金坛市新航仪器厂)、鼓风干燥箱(上海善志仪器设备有限公司)、电子天平(南京实验仪器厂)、旋转蒸发仪(上海亚荣生化仪器厂)、真空泵(上海羌强实业发展有限公司)。
1.3 实验方法
1.3.1 正己烷浸提丝瓜籽油
丝瓜籽→去壳→干燥→粉碎→浸提→过滤→浓缩→烘干→丝瓜籽油
丝瓜籽去壳,干燥,粉碎,称取20 g丝瓜籽仁粉,放入平底烧瓶中,倒入200 mL正己烷,震荡, 65 ℃浸提80 min,重复2次,过滤,得澄清的浸提液,减压浓缩,并于105 ℃烘干至恒重,得到丝瓜籽油。
1.3.2 水酶法提取丝瓜籽油
丝瓜籽→去壳→干燥→粉碎→磨浆→加热→酶解→灭酶→萃取→浓缩→烘干→丝瓜籽油
丝瓜籽去壳,干燥,粉碎,称取适量丝瓜籽粉放入研钵,并加入一定体积蒸馏水研磨,将磨好的研浆倒入平底烧瓶,加热至90 ℃,保持10 min。冷却至室温后,加入纤维素酶,震荡,加热,酶解,不时震荡平底烧瓶。而后继续升温到90 ℃,保持10 min,进行灭酶。酶解液体中加入正己烷,萃取3次。合并,减压浓缩,并于105 ℃烘干至恒重,得到丝瓜籽油。
1.3.3 提取丝瓜籽油单因素试验
分别考察不同的酶解时间(3、4、5、6、7 h)、酶解温度(40、45、50、55、60 ℃)、酶添加量(1%、3%、5%、7%、9%)、pH值(4、5、6、7、8)对丝瓜籽油提油率的影响。
1.3.4 提取丝瓜籽油正交试验
在单因素试验基础上,对影响酶解反应的4个因素进行L9(34)正交试验,以提油率为考察指标,得到丝瓜籽油的最佳提取工艺。
1.3.5 丝瓜籽油理化性质的测定
按照国标方法测定丝瓜籽油的碘值(GB/T 5532—2008)、皂化值(GB/T 5534—2008)、酸值(GB/T 5530—2005)、折光指数(GB/T 5527—2010)。
2 结果与讨论
2.1 单因素试验结果
2.1.1 酶解时间对丝瓜籽油提油率的影响
在pH6、酶添加量5%、酶解温度50 ℃条件下酶解,考察酶解时间对提油率的影响,试验结果见图1。由图可知,随着酶解时间的不断增加,丝瓜籽油的提油率也随之不算增加,至酶解6 h后基本趋于稳定。综合考虑时间效率,故酶解时间以6 h为宜。
2.1.2 酶解温度对丝瓜籽油提油率的影响
在pH6、酶添加量5%、酶解时间6 h条件下酶解,考察酶解温度对提油率的影响,试验结果见图2。由图可知,随着酶解温度的增加,丝瓜籽提油率先逐渐上升,至50 ℃时提油率达到最高,而后温度继续升高,提油率开始呈现下降趋势。主要原因可能是各种酶的最适作用温度不同,只有在酶的最适反应温度下,酶活性最强,从而油脂的提油率最高。
2.1.3 酶添加量对丝瓜籽油提油率的影响
在pH6、酶解温度50 ℃、酶解时间6 h条件下酶解,考察酶添加量对提油率的影响,试验结果见图3。由图可知,随着酶添加量的增加,丝瓜籽提油率显著增加,当添加量达到5%时,提油率达到28.4%;继续增加酶的用量,油脂提油率增加不明显,说明酶解有利于油脂的溶出,添加到一定比例即达到平衡。
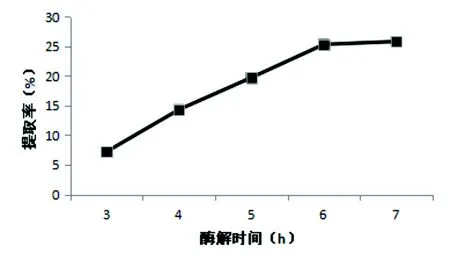
图1 酶解时间对丝瓜籽油提油率的影响
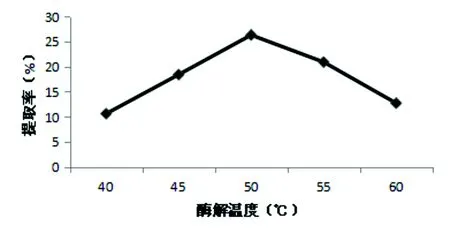
图2 酶解温度对丝瓜籽油提油率的影响
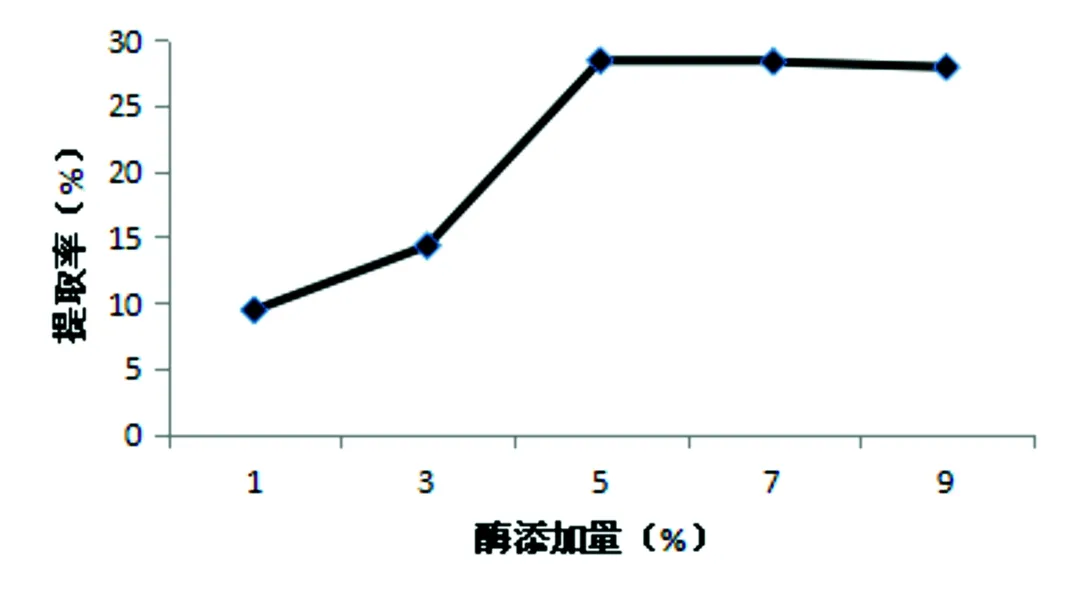
图3 酶添加量对丝瓜籽油提油率的影响
2.1.4 pH值对丝瓜籽油提油率的影响
在酶解温度50 ℃、酶解时间6 h、酶添加量5%
的条件下酶解,考察酶解pH值对提油率的影响,试验结果见图4。由图可知,随着pH值的增大,丝瓜籽的提油率先增加后降低,在pH6时,提油率最高。说明纤维素酶在pH6时活性最佳,酶解效果最好。
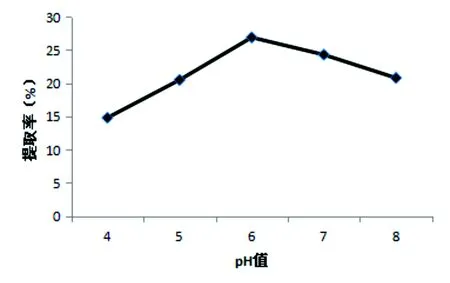
图4 酶解pH值对丝瓜籽油提油率的影响
2.2 正交试验结果
在单因素试验基础上,设计L9(34)正交试验对水酶法提取丝瓜籽油的工艺参数进行优化。结果见表1。
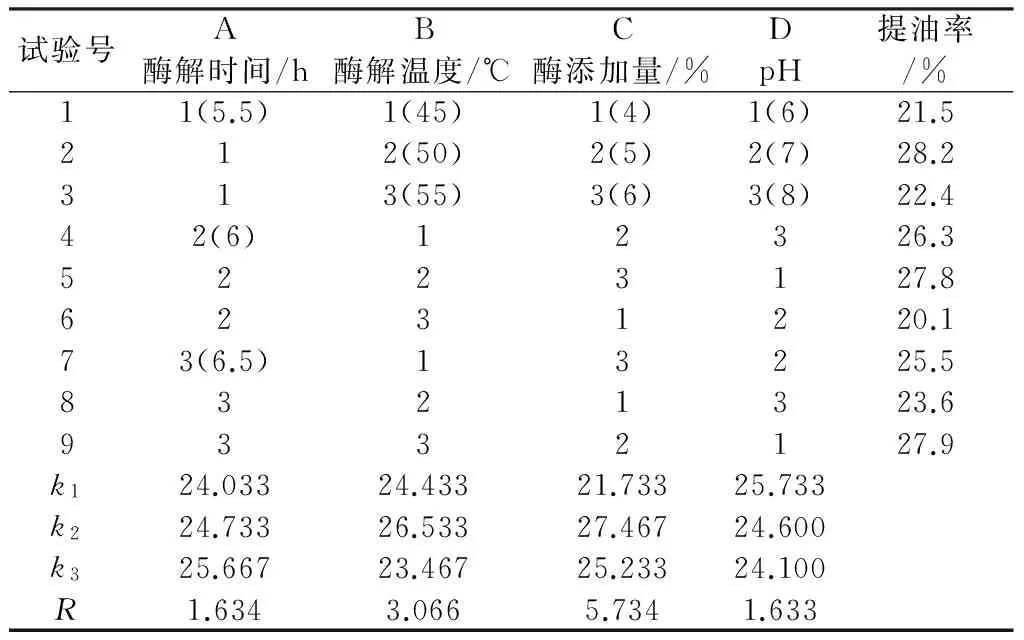
表1 正交试验设计及结果分析
由表1极差分析可知,影响丝瓜籽油的提油率最显著因素是酶添加量,其次是酶解温度、酶解时间、pH。最佳工艺条件组合为C2B2A3D1,即酶添加量5%、酶解温度50 ℃、酶解时间6.5 h、pH6。在最佳工艺条件下进行验证试验,丝瓜籽油的提油率为29.6%。
2.3 丝瓜籽油理化性质测定结果分析
将水酶法提取得到的丝瓜籽油(1号)和正己烷浸提得到的丝瓜籽油(2号)分别测定其碘值、皂化值、酸值和折光指数,结果见表2。
其中,碘值是鉴别植物油脂的一个重要参数,用于判断其所含脂肪酸的不饱和程度,碘价越高,油脂的不饱和程度越大,越容易被氧化而引起酸败变质。皂化值的高低表示油脂中脂肪酸分子量的大小,皂化值越高,说明脂肪酸分子量越小,亲水性较强,易失去油脂的特性,皂化值越低,脂肪酸分子量越大或含有较多的不皂化物,油脂接近固体。酸值是表示油脂中游离脂肪酸含量的一种指标,酸价越小,说明油脂的质量越好,新鲜度和精炼程度越好。两种不同方法提取的丝瓜籽油理化性质指标均符合国家油脂安全要求,丝瓜籽油1号的酸值明显低于丝瓜籽油2号,说明水酶法提取的丝瓜籽油新鲜度和精制程度显著高于正己烷浸提的丝瓜籽油。

表2 丝瓜籽油的主要理化性质指标
3 结 论
利用水酶法提取丝瓜籽油,通过单因素试验和正交试验得到提取丝瓜籽油的最佳工艺条件为:酶解时间6.5 h、酶解温度50 ℃、酶添加量5%、pH6,在此条件下丝瓜籽油提油率可达29.6%。正己烷浸提的丝瓜籽油得油率为35.2%,略高于水酶法。通过外观及理化性质的比较,正己烷浸提的丝瓜籽油有淡淡的油香,但久置后有粘稠状的固体析出;水酶法提取的丝瓜籽油味道相比更加香醇,且各项理化指标优于正己烷浸提法。水酶法作为20世纪末出现的一种新型制油技术,具有加工条件温和、能将油与蛋白质同时分离等特点,是值得深入研究并加以开发应用的一种好的制油工艺。
[1] 卢奎,林强,马丽,等.丝瓜籽油的理化性质及成分分析[J].中国油脂,2008,33(10):77-79.
[2] 李爱江,关随霞,陈杰.丝瓜籽油提取工艺的研究[J].油脂工程,2011,50(3):50-51.
[3] 闵嗣璠,周雯雯,王纯荣.不同方法提取丝瓜籽油的工艺研究[J].中国粮油学报,2010,25(4):34-37.
[4] 吕名秀,王秀娟,卢奎,等.微波辅助提取丝瓜籽油工艺的研究[J].油脂工程,2012,51(8):51-54.
[5] 曹秀军,卢文昱,倪英萍.超声波辅助提取法对丝瓜籽油的理化性质及成分的影响[J].阜阳师范学院学报(自然科学版),2011,28(3):62-65.
[6] 王瑛瑶,贾照宝,张霜玉.水酶法提油技术的应用进展[J].中国油脂,2008,33(7):24-26.
[7] 李桂英,袁永俊.水酶法提取菜籽油的研究[J].中国油脂.2005,30(10):33-35.
[8] 刘倩茹,赵光远,王瑛瑶,等.水酶法提取油茶籽油的工艺研究[J].中国粮油学报,2011,26(8):36-40.
Study on Extraction of Luffa Seed Oil by Aqueous Enzymatic Method and Analysis of the Physicochemical Properties
Shan Chengying, Nie Wei, Ma Shihong, Zhang Weiming
(Nanjing Institute for Comprehensive Utilization of Wild Plants, Nanjing 210042, China)
The optimum extraction conditions of luffa seed oil by aqueous enzymatic method were determined by single factor and orthogonal experiments, and the physicochemical properties were analyzed. The results showed that the best oil extraction process was as follows: the hydrolysis time 6.5 h, and temperature 50 ℃, enzyme dose 5%, hydrolysis pH6. Under these conditions, oil extraction rate was 29.6%. The physicochemical properties of luffa seed oil extracted by aqueous enzymatic method were fully complied with national standards, and were superior to the luffa seed oil extracted by traditional method.
luffa seed oil; aqueous enzymatic method; process conditions; physicochemical properties
10.3969/j.issn.1006-9690.2016.05.020
2016-04-23
江苏省产学研联合创新资金—前瞻性联合研究项目(BY2014018)。
单承莺(1981—),女,副研究员,主要从事植物资源综合开发利用。E-mail:shancy81@163.com
TQ645;TQ646
A
1006-9690(2016)05-0078-03
