铝合金用φ405mm规格整体水箱的设计与工艺研究
2016-12-13李海仙滕志贵胥健秋王英军
李海仙,滕志贵,胥健秋,王英军,贾 宁,郭 强
(东北轻合金有限责任公司,哈尔滨 150060)
铝合金用φ405mm规格整体水箱的设计与工艺研究
李海仙,滕志贵,胥健秋,王英军,贾 宁,郭 强
(东北轻合金有限责任公司,哈尔滨 150060)
介绍了铝合金用φ405mm规格整体水箱的设计与加工,并将该成型工具应用于6A02合金φ405mm铸锭的铸造,对铸锭质量进行了分析,结果表明设计的整体水箱可以满足铸锭的使用要求。
φ405mm规格;整体水箱;6A02合金
0 前言
圆铸锭主要采用老式结晶器直接水冷半连续铸造的方式进行生产。老式结晶器在生产中存在如下缺点:(1)传统工具制作、使用复杂、维护繁琐;(2)传统工具二次水由出水孔喷出,在冷却水杂质较多的情况下,易导致出水孔堵塞、造成二次水冷不均、严重时会导致铸锭裂纹、成层、拉裂等缺陷;(3)更换工具繁琐,增加了工人劳动强度,更换工具时间长,降低生产效率。
为了降低劳动强度、提高铸锭质量,设计制造了一体式φ405mm规格圆铸锭整体水箱,并在6A02合金中进行了应用。
1 整体水箱的设计及加工工艺研究
整体水箱工具分为结晶器、整体盖板和过渡水框三个部分,其总装示意图如图1。

图1 总装图示意图
1.1 结晶器
结晶器起成形作用,是连续及半连续铸造用的锭模,俗称冷凝槽,它不仅决定铸锭的形状和尺寸,而且对铸锭的组织、表面质量、裂纹倾向有很大影响,是决定铸锭质量的关键部件。对结晶器的要求是结构简单,便于安装。
1.1.1 结晶器材料的选择
(1)具有良好的导热性。良好的导热性可以提高结晶器与液体的热换交换能力,提高铸锭的一次冷却强度。
(2)具有足够的强度。结晶器应具有高的强
度,以抵抗冷却水压力、熔体静压力及其内外表面温度不一致而造成的热应力。
(3)具有良好的耐磨性和一定的硬度,以防止表面粗糙的铸锭将结晶器表面磨损。
(4)具有足够的刚度,以保证铸锭的正确形状,并避免器壁扭曲变形。
(5)不为熔体所烧损,并与润滑油具有良好的磨合性能。
综合上述要求,本设计采用Al-Si-Cu-Mg系锻件作为结晶器材料。
1.1.2 结晶器关键参数的设计
结晶器的关键参数有结晶器高度、结晶器直径和结晶器下缘倒角。结晶器的示意图如图2。
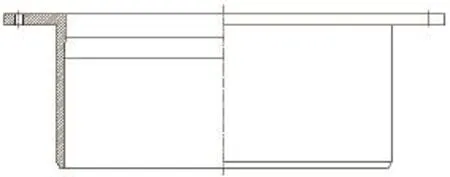
图2 结晶器示意图
(1)结晶器高度。结晶器的高度是连续铸造中的重要工艺参数,结晶器过矮,铸锭直接见水较早,铸锭周边的凝固层厚,容易在铸锭中部出现曲率半径较小的液穴,导致中心裂纹,同时还容易产生冷隔。结晶器过高时,铸锭在结晶器内停留时间较长,铸锭与结晶器壁间隙大,铸锭被二次加热的程度加剧,铸锭表面偏析严重,见水时易产生表面淬火性裂纹,加大了机械加工量造成金属浪费。通过综合考虑,φ405mm规格结晶器设置高度为205mm。
(2)结晶器下缘直径的确定。内套下缘直径是得到指定铸锭直径的决定性参数,其计算公式如下[1]:

式中,D为内套下缘直径,mm;d为铸锭名义直径,mm;δ为铸锭车皮厚度,mm;ε为铸锭线收缩率,%。
车皮厚度取决于铸锭表面质量及用途,合金规格不同,对车皮的要求也不同。铸锭的线收缩率与合金性质、铸造工艺参数和铸锭直径有关,本设计计算时取2.5%。通过以上几个参数的确定,结晶器内表面距离上部20㎜处有一个高为30㎜、锥度为1∶10的锥度区。锥度区的目的:金属液面通常控制在锥度区,其目的是在结晶器壁和铸锭之间优先形成空气隙,降低铸锭外层在液面处的冷却强度,减少或消除铸锭表面冷隔。
(3)结晶器下缘倒角的确定。合理的下缘倒角可以在保证铸锭冷却的同时,避免水花飞溅,降低了水资源的浪费,因此,结晶器下缘倒角确定为与水平成30°角 。
1.2 盖板
1.2.1 盖板设计
将盖板和水箱设计成整体式,如图3。
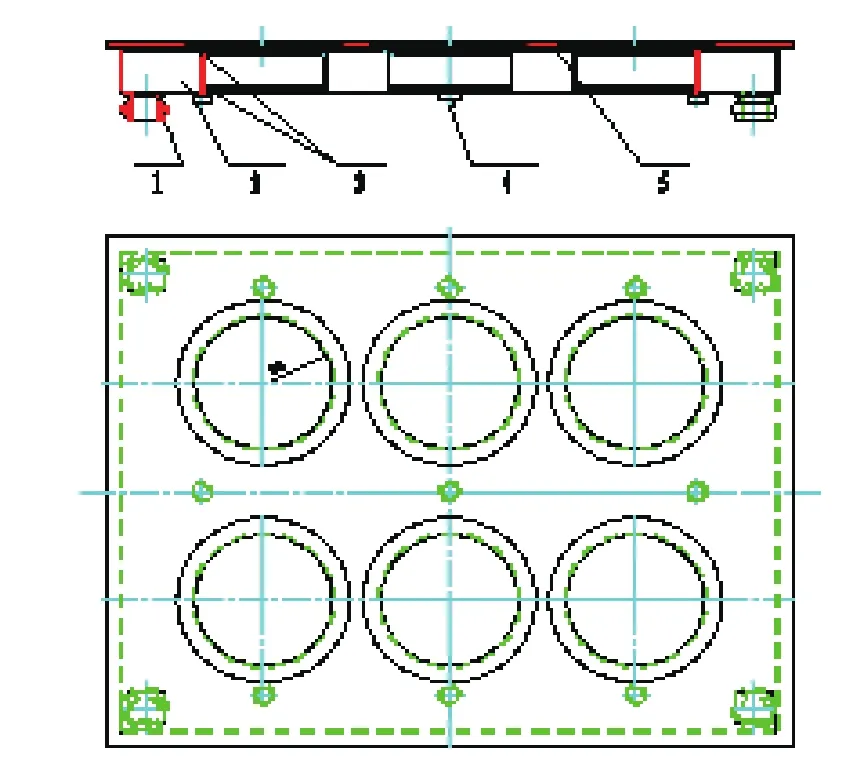
图3 盖板示意图
盖板由盖板进水孔、水箱、出水孔、排污孔和结晶器支撑板等5个主要部分组成。盖板的水冷系统由4个进水孔、水箱和6组出水孔(每组出水孔两排水眼)组成。在设计进水口和出水孔时,一般要求出水口的总截面积小于进水孔的截面
积,该盖板中上排出水口为74mm×φ3.5mm,下排出水孔为89mm×φ4.5mm,出水孔内径规格为4mm×φ202mm。
盖板设置排污孔的目的是水中杂质堵塞出水孔时,使杂质在出水孔处排除。结晶器支撑架对结晶器起到固定作用。
1.2.2 水箱及盖板的材质
盖板使用30mm厚的A3钢板加工而成,焊接在水箱上面,起支承和防止变形作用;水箱是用1Cr18Ni9Ti不锈钢板焊接而成,主要是为了防止钢板生锈掉渣,脏物进入结晶器内,堵塞水孔,使铸锭产生裂纹等缺陷。
1.3 过渡水框
过渡水框是放在翻转平台上固定不动的装置,为水箱提供冷却水,并且能够保证铸造工具定位准确,结构如图4所示。

图4 过渡水框结构图
在过渡水框两侧各有8个进水方头,冷却水通过软管与其连接,为水箱提供充足的冷却水。
2 整体水箱的试验
2.1 试验方案
结合6A02铝合金φ405mm规格铸锭的生产进行试验。选取φ405mm规格整体水箱生产的6A02合金的合格铸锭切20~30mm厚试片,做低倍、高倍、化学成分及力学性能的检查。
2.2 试验结果及分析
2.2.1 铸锭的组织
铸锭现场成型情况良好,表面无拉裂、夹渣及冷隔等铸造缺陷,符合标准要求。
依次在试片心部、1/4处及边部切取3个试样进行高倍组织检测,检测结果如图5。
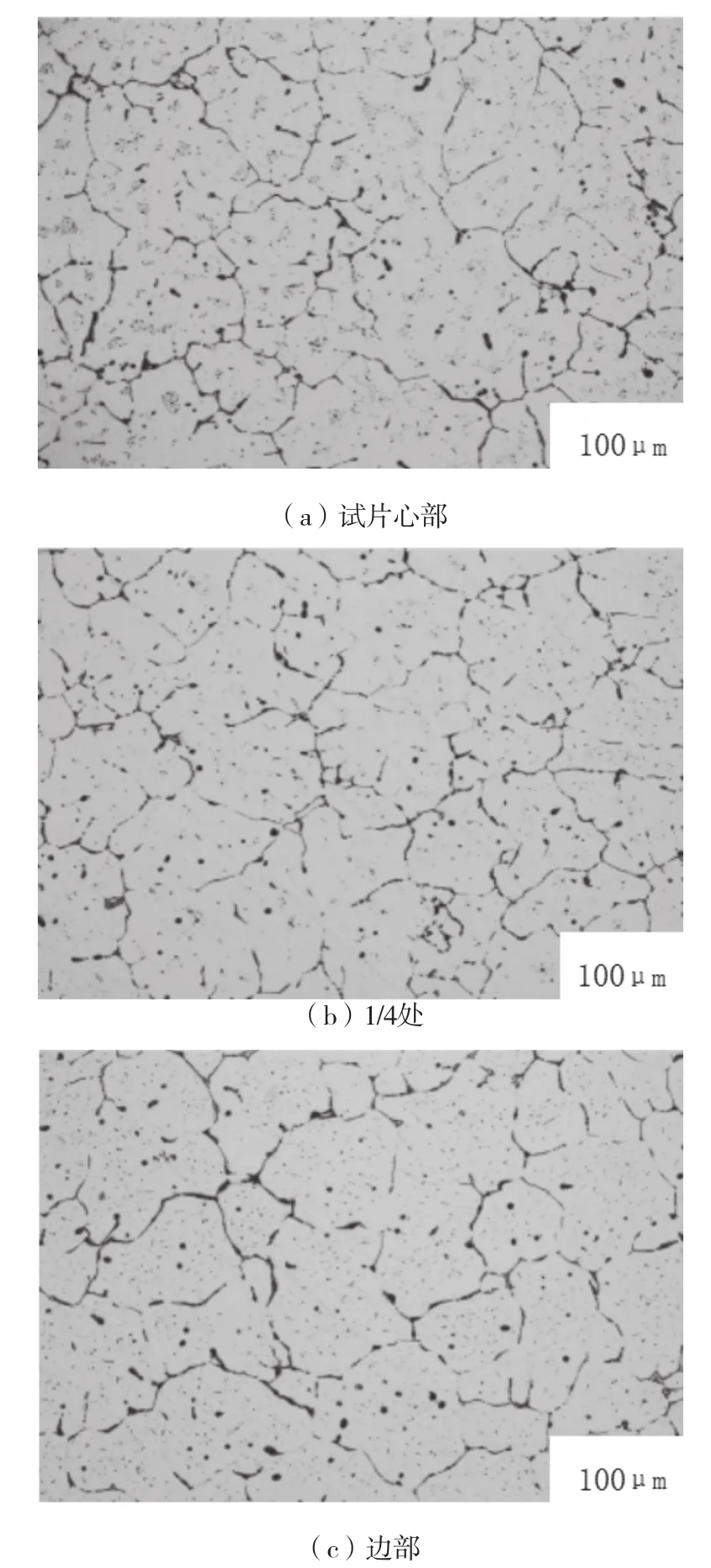
图5 6A02铝合金φ405mm规格整体水箱生产铸锭的高倍组织
从图中可以看出,铸锭组织均匀,未见较大晶内及晶间偏析物存在。晶粒从铸锭边部至心部逐渐增大,符合结晶规律。
2.2.2 化学成分分析
依次在试片心部、1/4处及边部切取3个试样进行化学成分分析,检测结果如表1。
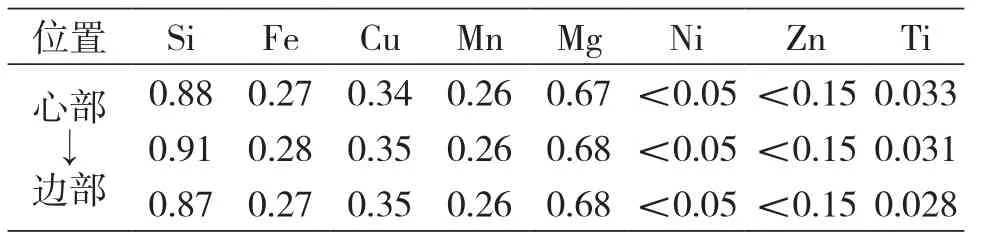
表1 6A02合金化学成分(质量分数/%)
该合金各元素含量较低,因而偏析倾向性小,从表中数据也可以看出,铸锭中各元素分布均匀,未见明显偏差,符合成品要求。
2.2.3 力学性能检测
分别在试片的中心厚度至边部切取20mm×120mm试样,编号1~4号,分别进行规定非比例伸长应力RP0.2(如图6)、抗拉强度Rm(如图7)及相对伸长率A测量(如图8)。同时与普通结晶器所铸铸锭各项进行对比,具体情况如下:

图6 规定非比例伸长应力RP0.2
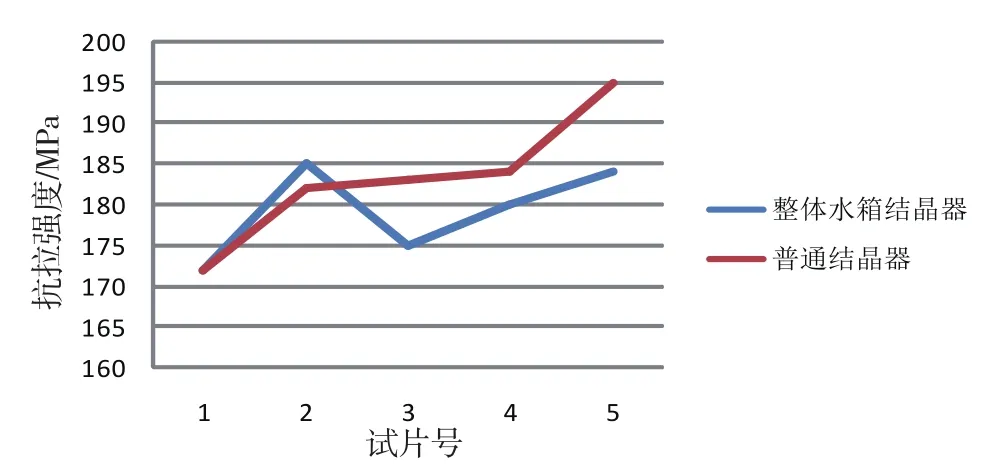
图7 抗拉强度Rm相对伸长率/A

图8 相对伸长率A
从图6中可以看出,总体来看整体水箱结晶器RP0.2值明显高于普通结晶器所生产铸锭,均匀性上也相对较好,在试片1/4处优越较大。
对比两种工具生产铸锭,可以看出,在靠近铸锭中心部位,整体水箱结晶器生产铸锭强度较高,虽然在1/4处及边部强度存在一定的波动,但总体波动相对较小,说明铸锭组织更加均匀致密,强度更加稳定。
由图8可看出,两种不同工具生产铸锭相对伸长率基本相同,塑性基本一致,均符合要求。
3 结论
通过现场跟踪及后期试片分析结果,可得出结论,工装工具改进后,安装简便,在很大程度上降低了工人劳动强度,在一定程度上提高了生产效率。铸锭现场成型良好,未见表面缺陷。从试片分析结果看,成分、组织及性能检测结果均满足工艺要求。
[1] 肖亚庆,谢永生,刘静安,等. 铝加工技术使用手册[M].北京:冶金工业出版社,2005
(编辑:余东梅)
自主研发36MN铝基陶瓷粉末复合材料挤压机投产
36MN铝基陶瓷粉末复合材料挤压机在国机集团所属中国重型院成功投产。该产品打破了铝基陶瓷粉末复合材料的挤压设备和挤压工艺在欧美等核工业大国的垄断,降低了我国同类产品的生产成本。该机组是核工业及军工生产用的具有自主知识产权的国产重大装备,主要用于生产核反应堆用的防护板,目前已为国家核电生产了两批次核反应堆用合格产品。
新型铝材专用车生产基地投产在即 将填补国内的空白
目前辽宁忠旺专用车项目在营口已经开始前期准备,将在2016年规划建设,2017年可以投产。分两期投资,一期投资30亿元,每年生产5万辆车。项目计划投资总额60亿元,主要生产各种专用车辆,如罐车(油罐车、气罐车)、消防车、邮递车、环保清洁车辆等。营口新型铝材专用车生产基地为全国首个,将填补国内的空白。
补特色汽车铝合金与冲挤件短板
从中国铝加工产业当下的装备看,可以生产各种汽车所需的全部挤压材,需要补的短板是:对现有的生产挤压材的企业作适当的调整,组建一些专业化的汽车铝材厂;其次在一些新的汽车铝产业园或基地建少量汽车挤压铝材企业,专业化生产汽车挤压铝材并进行深加工。中国是世界最大的汽车产销国,但是没有专业生产汽车铝合金零件冲挤件的企业,冲挤件具有相当高的性价比,因此有必要补上这块短板。建议在国内建二三个铝合金冲挤件企业,每个项目的规模以40kt/a为宜。
欧洲汽车铝材单车用量或大涨 豪华车领潮
鉴于欧洲排放法规将大幅收紧,当地汽车制造商将提高铝材用量,以通过轻量化实现减排,未来单车铝材用量可高达180kg,较当前大涨两成以上,豪华车将率先领导这一潮流。随着冷轧铝板及挤压组件的长期增长,欧洲车型单车铝材用量或由2012年的140kg逐步增加至180kg,这将成为下游产业增长的动力。
国内最新一代铝合金连铸连轧生产线投入运行
鉴于国内普遍使用的传统的铝及铝合金连铸连轧生产线存在诸多的缺陷,上海电缆研究所中联电缆工程技术总公司经过详细调研后,精心设计及配置了生产线的每个部件及细节,首次采用了高精度的电气自动控制系统,并且首次安装了信息化系统,为制造调端铝合金线杆创造了良好的必备条件。
Research on Design and Process of Integrated Water Tank with φ405mm Specifications for Aluminum Alloy Casting
LI Hai-xian,TENG Zhi-gui,XU Jian-qiu,WANG Ying-jun, JIA Ning, GUO Qiang
(Northeast Light Alloy Co., Ltd., Harbin 150060, China)
The design and process of integrated tank with φ 405 mm specifications for aluminum were introduced in this paper. And the molding tool was applied to 6A02 alloy ingot withφ405mm . The quality of ingot casting was analyzed. The results showed that the design of the integrated water tank can meet the using requirement of ingot casting.
φ 405 mm specifications;integrated water tank ;6A02 alloy
TG29
B
1005-4898(2016)03-0004-05
10.3969/j.issn.1005-4898.2016.03.01
李海仙(1978-),女,山西平遥人,高级工程师。
2015-12-23
