压铸生产线双电机同步控制轨道车方式仿真
2016-12-13郝诗祺
郑 鹏,郝诗祺
(沈阳工业大学 机械工程学院,辽宁 沈阳 110870)
压铸生产线双电机同步控制轨道车方式仿真
郑 鹏,郝诗祺
(沈阳工业大学 机械工程学院,辽宁 沈阳 110870)
针对压力铸钢生产线中轨道车同步控制问题,对双电机同步控制系统进行了Simulink仿真。将异步电机作为牵引电机,通过对轨道车控制系统中常用的双电机同步控制方式的分析比较,分别对双电机主从控制、并行控制和交叉耦合控制进行了建模与仿真,仿真结果验证了采用交叉耦合控制的轨道车具有良好的跟随性,能够保证压铸的生产效率。
压力铸钢;双电机;主从控制;并行控制;交叉耦合控制
0 压铸生产线简介
压铸是一种终形与近终形的加工方法,有生产效率高、经济效益好、压铸件尺寸精度优良及互换性好等优点[1]。压铸生产线由轨道车及其控制系统、桁架及液压设备等组成,如图1所示。
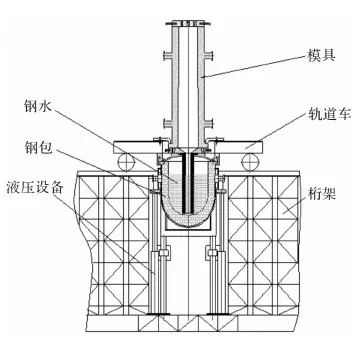
图1 压铸生产线示意图Fig.1 The production line of pressure cast steel
该生产线加工铸钢件时,轨道车搭载钢包端盖和模具行驶至准确位置,钢包由液压装置抬高至预定位置,并且与钢包端盖准确密封。模具导液管插入液态金属中,锁紧结束后,向钢包中通入高压气体,使液态金属在高速高压作用下射入紧锁的模具型腔内,并保压、冷却结晶直至凝固,形成半成品或成品。其中,电机需要驱动100 t的轨道车、模具及钢包端盖,轨道车最高运行速度36 m/min。因此,轨道车系统具有低速、重载的特点。
传统压铸生产线的轨道车控制系统大多采用单电机驱动实现单输出轴控制。当轨道车启动时,传动系统需要很大的驱动扭矩,必须制造功率与其相匹配的驱动电机及驱动器件,这样便增加了控制系统的成本。并且,大功率电机会受到制造技术及电机参数的影响,大功率驱动器件的研发也会受到半导体类功率器件的限制[2]。因此,采用单电机驱动具有很大的局限性。采用双电机对轨道车进行同步驱动能够解决以上问题,但双电机间的同步性会直接影响轨道车运行的精度和稳定性。而且,双电机的分布方式也会影响轨道车控制系统的运行精度。其中,轮边电机分布方式的轨道车控制系统将电机轴和输出轴构成整体的驱动桥,提高了轨道车的运行效率,控制系统紧凑统一[3]。双侧电机构成的驱动桥固定在轨道车的底盘上,功率输出轴通过传动轴驱动轨道车的行走轮[4,5],如图2所示。
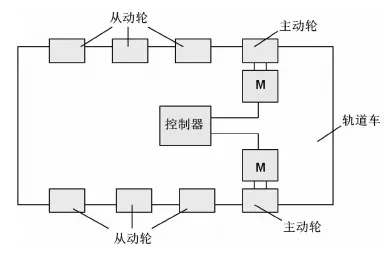
图2 双侧轮边电机分布结构Fig.2 The motor distribution structure of bilateral wheel
在低速、重载的前提下,必须保证轨道车平稳启动、调速运行及准确停车并受包。因此,本文采用双电机同步控制的方式对轨道车进行控制,避免出现钢包端盖和钢包无法密封的现象而影响生产。
1 双电机同步控制轨道车方法仿真分析
本文将异步电机作为牵引电机,结合双电机同步控制技术,拟建立适用于压力铸钢生产线的轨道车控制系统。轨道车运行分为以下三个阶段:
(1)平稳启动。轨道车以较小加速度启动,保证了启动的平稳性,双电机需要提供转矩440 N·m,因此,单电机等效负载转矩为220 N·m,运行到0.45 s时电机加速到额定转速1 480 r/min。
(2)调速运行。匀速运行时,双电机需要提供转矩250 N·m,单电机等效负载转矩为125 N·m。运行到0.9 s时将电机转速设置为1 600 r/min,1.2 s时电机转速降低到1 480 r/min,此阶段系统的加速度较小,认为电机等效负载仍为125 N·m。通过调节电机的转速即可实现轨道车在一定范围内调速行走,将实际的调速阶段缩短,主要表现双电机调速性能。
(3)准确停止。运行到1.6 s时,位置传感器发出信号,电机转速设置为0,此时,双电机需要提供转矩160 N·m,单电机等效负载为80 N·m。运行到1.9 s时电机转速平稳降为0,同时切断电源,实现准确停车,保证了停车的准确性。
仿真分析中采用三相异步电机,电机1和电机2均是37 kW、380 V、50 Hz、2对极,其他参数如表1所示。双电机同步控制方式包括主从控制、并行控制和交叉耦合控制等[6-7]。
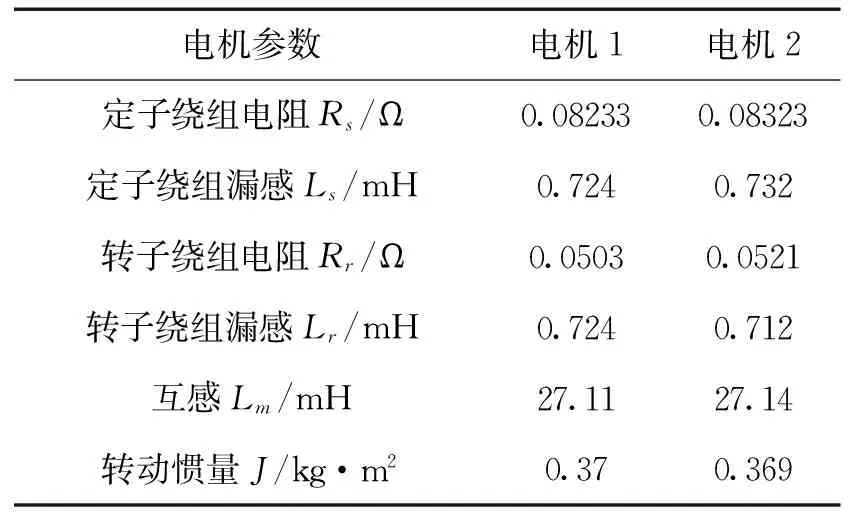
表1 双电机参数对比表
2 主从控制
图3是双电机主从控制的原理图。采用该控制策略时,电机1的输出转速作为电机2转速的参考值。任何加在电机1上的转速指令或负载干扰均会得到电机2的响应并跟随,然而任何电机2上的转速和转矩扰动都不能反馈给电机1。因此,主从控制属于开环控制[8]。采用主从控制策略的控制系统一般是对速度和位置精度要求不高的行业,因一旦系统的控制速度或负载发生改变时,双电机间的同步精度很难得到保证[9]。
在图4中可以看出双电机的转速轨迹在达到额定转速前有很大差别。在图5中可以直观地看出瞬时转速差在-25~+100 r/min之间。并且,双电机转矩响应差异较大,如图6所示,虽能满足电机调速的要求,但达不到启动和停止阶段的扭矩要求。因此,采用主从控制策略的双电机系统不能满足压铸生产线的生产要求。

图3 主从控制原理图Fig.3 Schematic diagram of master-slave control

图4 主从控制双电机转速响应曲线Fig.4 The speed of master-slave control double motors
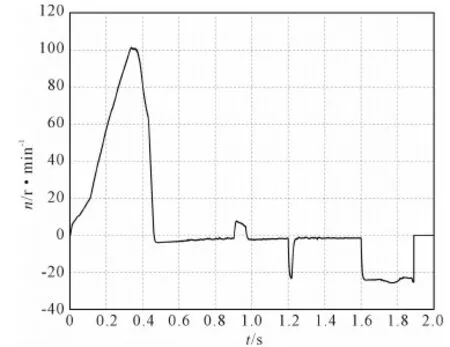
图5 主从控制双电机转速误差Fig.5 The speed error of master-slave control double motors

图6 主从控制双电机扭矩响应Fig.6 The torque of master-slave control double motors
3 并行控制
图7是并行控制的原理图。采用该控制策略的整个控制系统属于开环控制,当系统中任何一台电机受到干扰时,两台电机间就会产生同步误差,同步性较差[9]。
在图8中可以看出双电机的速度轨迹在达到额定转速前差别略大。在图9中可以直观的看出瞬时转速差在-9~+12 r/min之间。并且双电机转矩响应差异较小,如图10所示,能满足启动、调速和停止的扭矩要求。因此,采用并行控制的轨道车控制系统综合性能优于采用主从控制的控制系统。
图7 并行控制原理图Fig.7 Schematic diagram of parallel control
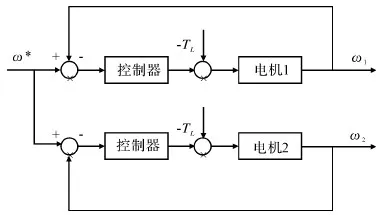
图8 并行控制双电机转速响应曲线Fig.8 The speed of parallel control double motors
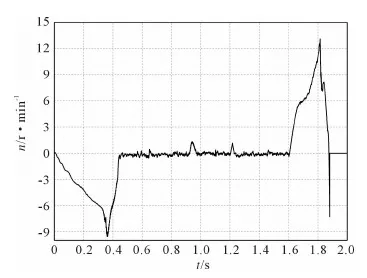
图9 并行控制双电机转速误差Fig.9 The speed error of parallel control double motors
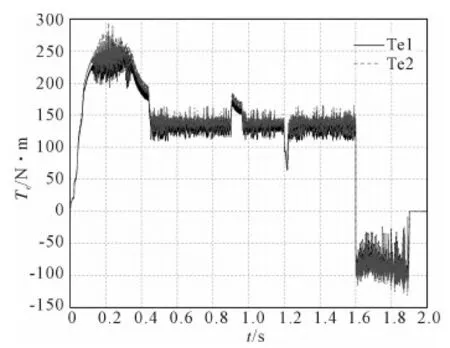
图10 并行控制双电机扭矩响应Fig.10 The torque of parallel control double motors
4 交叉耦合控制
图11是交叉耦合控制的原理图。该控制策略最初由Koren在上世纪80年代提出,交叉耦合控制能够根据需要实现反馈同步控制,在很大程度上完善了双电机控制系统的同步运行精度[10]。交叉耦合控制策略与并行控制策略相比较,前者的主要特点在于将双电机的实时转速或精确位置进行对比,以获得一个附加的差值反馈信号,并将该信号作为同步跟踪信号,系统将显示出任何一个电机的负载扰动,从而取得更好的同步控制精度。而且与主从控制策略和并行控制策略相比,交叉耦合控制属于闭环控制[11]。
在图12中可以看出双电机的速度轨迹差别
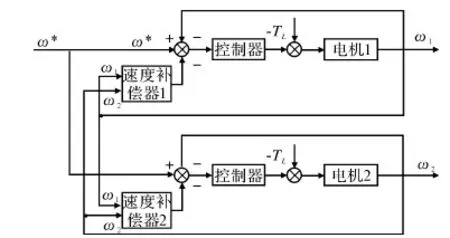
图11 交叉耦合控制原理图Fig.11 Schematic diagram of cross-coupling control
很小,并且在图13中可以直观的看出最大瞬时转速差在-2~+2 r/min之间。交叉耦合控制的双电机转矩响应差异很小,如图14所示,能满足启动、调速和停止的扭矩要求。
综上所述,压铸生产线的轨道车采用交叉耦合控制策略最合适,既能保证轨道车的平稳启动、可调速运行及准确停止,也保证了钢包端盖与钢包的准确锁紧,进而保证了压铸生产线的生产效率。
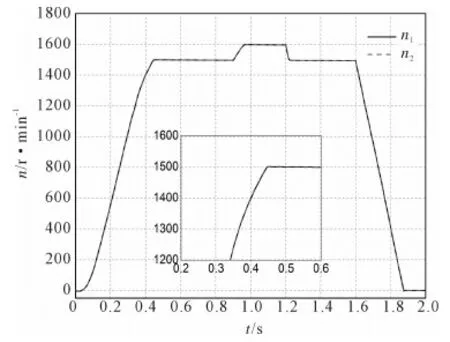
图12 交叉耦合控制双电机转速响应曲线Fig.12 The speed of cross-coupling control double motors

图13 交叉耦合控制双电机转速误差Fig.13 The speed error of cross-coupling control double motors
图14 交叉耦合控制双电机转矩响应Fig.14 The torque of cross-coupling control double motors
5 结论
本文对主从控制、并行控制和交叉耦合控制三种双电机同步控制轨道车策略进行了建模和仿真,通过对仿真结果的比较,验证了采用交差耦合控制的压力铸钢生产线的轨道车控制系统比采用主从控制和并行控制的系统具有更高的同步精度,提高了双电机的跟随性能,增强了系统的鲁棒性,并且兼顾了系统响应的快速性和稳定性,能够满足压铸生产线的生产要求。
[1] 李荣德,于海鹏,袁晓光.压铸技术及压铸合金的发展与应用[J].机械工程学报,2003,39(11):68-73.
[2] 杨晨娜,张怡.双电机同步控制系统的设计与仿真[J].工业控制计算机,2009,22(1):36-37.
[3] 邹渊,孙逢春,张承宁.电传动履带车辆双侧驱动快速控制原型开发[J]. 北京理工大学学报,2007,27(1):29-34.
[4] 马宪民.电动汽车的电气驱动系统[J].西安交通大学学报,2001,21(3):83-86.
[5] 罗雨,焦向东,纪文纲,等.基于CAN总线的管道焊机行走电动机同步控制[J].上海交通大学报,2010,44(10):167-170.
[6] Francisco J.Perez-Pinal.Compasion of Multi-motor Synchronization Techiques The 30th Annual Conference of the IEEE Industrial Electronics Society [C], Busan, Korea.2004,(10):2-6.
[7] Fang He, Weiming Tong, Qiang Wang. Synchronization Control Strategy of Multi-motor System Based on Profibus Networ. International Conference on Automation and Logistics[C], August 18-21, 2007, Jinan, China: 3029-3034.
[8] 洪乃刚.电力电子、电机控制系统的建模和仿真[M].北京:机械工业出版社,2010.
[9] 杨晨娜.多级电机同步控制方法的研究[J].工程技术,2009(5):99-100.
[10]Y.Koren, Cross-coupled Biaxial Computer Control for Manufacturing Systems[J].Journal of Dynamic Systems, Measurement and Control,1980,102(12):1324-1330.
[11]Perez-Pinal F., Caladeron G,Araujo . Relative Coupling Srtategy[J]. IEEE,IEMDC 03, Madison Wisconsin USA.2003,2(6):1162-1166.
Simulation of synchronous control to railway vehicle for double-motor in production line of pressure cast steel
ZHENG Peng,HAO Shi-qi
(Mechanical Engineering College of Shenyang University of Technology, Shenyang 110870, China)
For the problem of synchronous control railway vehicle in the production line of pressure cast steel, double-motor synchronization control system is studied by Simulink. The three common double-motor sychronous control methods (master-slave control,parallel control and cross-coupling control)were selected to be modeled and simulated on the basic of a synchronous motor acted as a traction motor. The results verify that the railway vehicles controlled by the cross-coupling control is the best to follow and can ensure the production efficiency of pressure cast steel.
pressure cast steel;double-motor;master-slave control;parallel control;cross-coupling control
2015-10-31;
2016-01-12
郑鹏(1964-),男,辽宁沈阳人,博士,硕士生导师,沈阳工业大学机械工程学院教授,主要从事复杂曲面加工技术等方面的研究等。
郝诗祺(1992-),男,辽宁锦州人,硕士,沈阳工业大学机械工程学院硕士研究生,研究方向为压力铸钢设备行走驱动控制系统研究。
U239.4
A
1001-196X(2016)05-0091-05
