HD1080A-1T低压模块垂直法兰面锥销孔钻铰分析与解决方案
2016-12-13刘墨涵
刘墨涵
(四川工程职业技术学院,四川德阳618000)
HD1080A-1T低压模块垂直法兰面锥销孔钻铰分析与解决方案
刘墨涵
(四川工程职业技术学院,四川德阳618000)
HD1080A-1T低压模块在装配过程中,其上下半垂直法兰面的锥销孔是在缸体接配好之后进行配钻,由于条件的制约,万向摇臂钻无法完全满足要求。通过几种加工方法的分析对比,提出了以液压磁力钻配合相应工装的方法解决了生产中的难题,并在实践中得到了应用。
核电;万向摇臂钻;风钻;液压磁力钻;工装设计
1 问题的提出
HD1080A-1T是引进ALSTOM公司1000 MW等级半转速的核电机组,额定功率为1 086 MW,三缸四排汽(高中压合缸、二个低压缸),末级叶片长度1430 mm.该机组结构与原全转速核电机组差异很大,所以在装配工艺上也有很多的不同之处。
HD1080A-1T的低压模块结构特殊,由低压轴承箱、导流锥与低压内缸接配在一起,低压内缸支撑由低压轴承箱座落在基础上支撑。导流锥与低压内缸垂直法兰面是由一圈螺栓把紧,另有4个定位锥销进行定位,避免安装、运行时内缸与轴承座中心跑偏。这4个定位销在装配时进行钻铰,由于空间狭小,常规钻铰工具无法钻铰,在装配工艺中这是一个难点。通过攻关很好地解决了该难题,下面具体就这个问题进行论述。
总装时先吊入内缸和锥体进行调整,在调整好水平、找准中心后,把紧下半垂直法兰面螺栓,扣合缸体上半,在消除内缸轴向错位、上下半找好中心后,把紧上半垂直法兰面螺栓,因为垂直法兰面的定位销是在总装调整好缸体后进行钻铰,到电厂后就直接用定位销定位,再把紧螺栓,所以定位销孔钻铰的质量影响到电厂的安装[1],影响到机组以后运行的稳定情况。
将上下半整体分别吊下台位,对前后锥体处的垂直法兰面螺栓的定位销孔进行钻铰。
钻铰尺寸为φ50锥销。
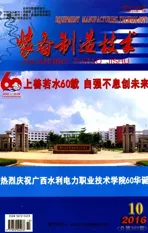
图1所示为下半垂直法兰面处的定位销孔的分布图,T、G侧每面4个,共8个。
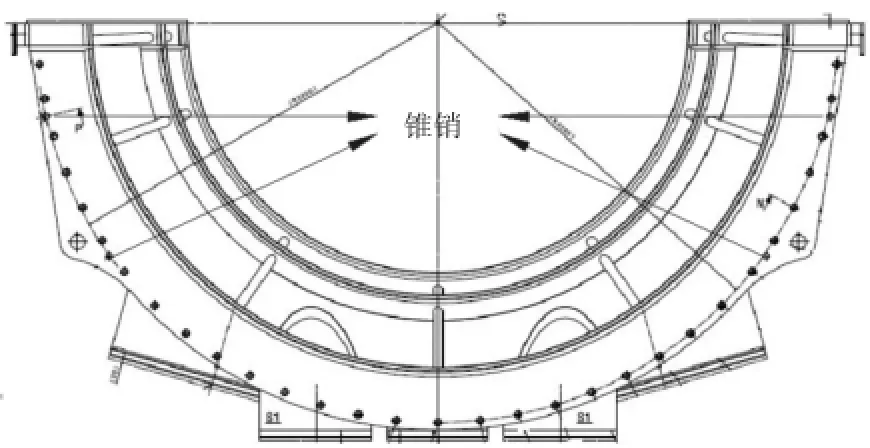
图1下半垂直法兰面锥销位置
图2所示为上半垂直法兰面处的定位销孔的分布图,T、G侧每面4个,共8个。

图2 上半锥体垂直法兰面锥销
对于常规机组,在钻定位销孔等多是用摇臂钻床,对于核电汽轮机也是先用摇臂钻床进行钻铰。但用万向摇臂钻时会遇到以下一些问题:万向摇臂钻床身难于固定,即使床身固定好,主轴箱也会引起很大的震动,常常大到能晃动钻床床身。如图3所示,为了减小晃动,不得不用木头顶住钻床主轴箱,但这种方式木头很容易滑落,震动问题依然存在,从而导致锥销孔钻偏,所以这种方法不可取。由于隔热板的阻挡,万向钻的主轴箱没有安放空间,导致钻头根本无法伸到预钻的部位,万向钻也无法完成。所以万向摇臂钻在此时受到了制约。

图3 主轴箱固定图示
2 解决方案提出
在钻铰核电汽轮机定位销孔的过程中由于受到空间大小的制约,一般情况下用于钻铰这类销孔的钻床主要有两种:一是中捷摇臂钻床厂生产的Z3550,最大加工直径50 mm;另一种是进口捷克weiler的VOM50,最大加工直径也是50 mm.
(1)Z3550相对属于老机床,稳定性差,但跨距较大,在加工小孔或扭矩不大的情况下很适用,同时其使用比较方便。Z3550的主轴箱相对较小,钻头可以伸到VOM50无法到达的位置,加工范围稍大,但也存在钻头无法伸到钻铰部位的情况,同时由于稳定性差,容易震动,容易将销孔钻偏,所以不宜采用。
(2)VOM50是新机床,稳定性好。VOM50主轴箱较大,钻头受到一定范围的限制,稳定性好,可以在钻头可伸到的范围内加工定位销孔。
综合上述分析,核电定位销孔在钻铰时,扭矩很大,机床受到了一些限制,在能用摇臂钻床加工的地方,最好选择VOM50进行钻铰,在钻头无法伸到的部位的锥销孔就只能另寻他法。
3 解决问题的方案及实施
根据前面的分析,摇臂钻床Z3550稳定性较差VOM50的主轴箱过大,钻头无法伸到钻铰部位,这都使HD-1080A低压模块垂直法兰面处的锥销孔出现了不能用摇臂钻床加工的问题,根据这种情况,设计出两种解决方案。
3.1风钻工装的设计
风钻工装的设计思路是利用垂直法兰面的现有螺孔做一个支撑,在风钻定好位后,用螺栓进给。
实际操作时,将支撑用螺栓固定在待加工面上,风钻定好位,将顶板用螺栓固定住,并顶住风钻,钻铰时,扳动后面的进给螺栓。由于扭矩大,风钻的进给量要减小,否则风钻会晃偏。具体操作见图4.

图4 风钻操作
在进行风钻试验时,风钻存在对刀困难,钻铰光洁度差[2]的问题,无法满足钻铰要求。
3.2液压磁力钻的工装设计
在核电汽轮机总装时,外购了一台液压磁力钻,该磁力钻是来自于美国的lamina,最大加工直径也是50 mm,但在核电汽轮机的内缸上没有让磁力钻吸附的位置,对此做了一套工装,给磁力钻创造吸附的位置。
该工装的大致思路是:做好的工装可利用销孔附近的螺栓把紧,然后将磁力钻对好销孔位置后,吸附在工装上,然后钻铰销孔。
3.2.1下半缸体的工装设计
核电汽轮机内缸下半图纸H1-750D50513,销孔、螺栓的相对位置尺寸一致,所以做一个销孔的工装就能通用若干个销孔,根据销子孔及邻近螺栓的坐标尺寸,如图5所示,转化到auto CAD坐标中,如图6所示。

图5 内缸下半销孔及螺栓位置

图6 内缸下半销孔转化图
从图6可以看出,下半的定位销孔及其螺栓的相对位置基本一致,所以可以做一个工装通用。下半缸体销孔工装如图7所示。
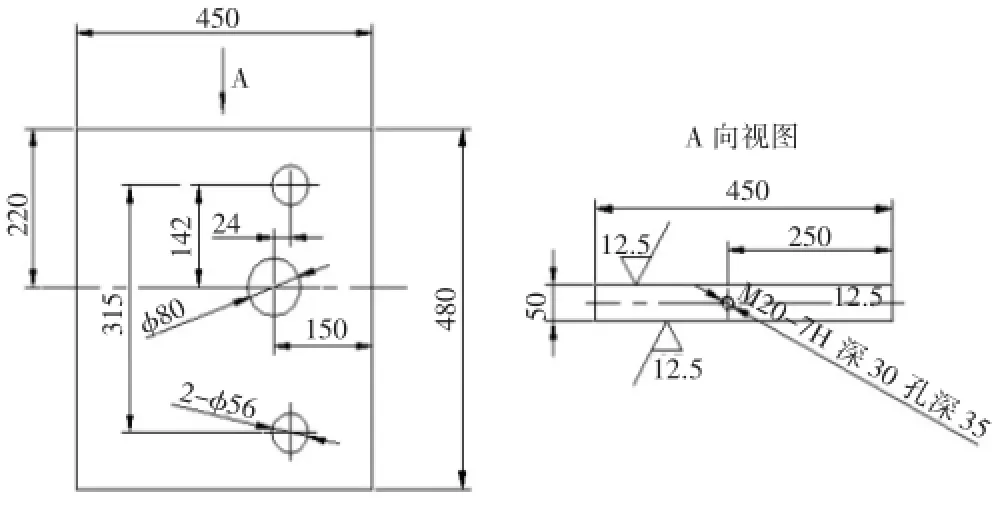
图7 下半缸体销孔工装
下半缸体销孔工装材料为Q235-B/δ55.2-φ56孔用于通过螺栓把紧在内缸上,内缸上的螺栓为M52.φ80孔用于通过磁力钻钻头钻削定位销孔,磁力钻钻头的尺寸大约为φ60.每个孔的相对位置都由图纸换算出来的尺寸确定。
3.2.2上半缸体的工装设计
同理,根据核电汽轮机内缸上半图纸H1-750D50511中的销子孔及邻近螺栓的坐标尺寸,见图8,再转化到auto CAD坐标中,如图9所示。

图8 内缸上半销孔及螺栓位置

图9 内缸上半销孔转化图
从图9可以看出,上半的定位销孔及其螺栓的相对位置相差很多,且与下半的尺寸也相差很多,所以也不能与下半通用,对于靠近中分面的4个定位销孔,设计出上半缸体销孔工装,见图10.

图10 上半缸体销孔工装
对于靠近顶部的4个定位销孔,因为有筋板的阻挡,所以螺栓孔都开在同一侧,设计出顶部4个定位销孔工装,见图11.

图11 顶部4个定位销孔工装
上半缸体销孔工装材料为Q235-B/δ55.2-φ56孔用于通过螺栓把紧在内缸上,内缸上的螺栓为M52.φ80孔用于通过磁力钻钻头钻削定位销孔,磁力钻钻头的尺寸大约为φ60.
顶部4个定位销孔工装材料为Q235-B/δ55.2-φ56孔用于通过螺栓把紧在内缸上,内缸上的螺栓为M52.φ80孔用于通过磁力钻钻头钻削定位销孔,磁力钻钻头的尺寸大约为φ60.
由于液压磁力钻的效果不错,所以HD1080A-1T低压模块在装配过程中,其上下半垂直法兰面的锥销孔采用的是磁力钻。图12是液压磁力钻在工作状态下的图示。
图12 液压磁力钻在工作状态示意
4 结束语
本文通过对摇臂钻床、风钻在与液压磁力钻的对比分析,提出了核电汽轮机低压模块在钻削垂直法兰面定位销孔的方法。
(1)摇臂钻床Z3550稳定性较差,VOM50的主轴箱过大,钻头无法伸到钻铰部位,导致不能完成所有销孔的钻铰;
(2)风钻钻铰出来孔的光洁度很差,对刀也很有难度,不宜采用;
(3)实践证明,在用液压磁力钻的情况下,对刀显得有点难度,但在对好钻头后,钻铰非常平稳,钻铰加工的时间也大大降低。其可以作为摇臂钻床加工的补充,也可以作为单独的方法来加工,同时,这次的经验对以后核电定位销孔的钻铰有指导作用,也可以应用在其他机组上,使大尺寸销孔的加工更趋多元化。
[1]王先逵.钻削、扩削、铰削加工[M].北京:机械工业出版社,2008:3-196.
[2]杨聪斌,邵瑞,王留永,等.铁基粉末冶金同步器锥环销孔铰刀的改进设计[J].机电工程技术,2009,38(10):103-105.
Analysis and Solutions of Nuclear Power Low-Voltage Module Vertical Flange Tapered Hinge Pin Hole Drilling
LIU Mo-han
(Sichuan Engineering Technical College,Deyang Sichuan 618000,China)
In the assembly process of HD1080A-1T nuclear power low-voltage module,the upper and lower half of the vertical flange of the cone in the cylinder pin hole is connected with a good distribution after the drill.As conditions set,universal radial drilling cannot fully meet the requirements.Through analysis and comparison of several processing methods,the production problems have been solved by matching the hydraulic magnetic drill and tooling methods,and these methods have been applied in practice.
nuclear power;universal radial drilling;pneumatic drill;hydraulic magnetic drill;tooling design
TG52
A
1672-545X(2016)10-0095-04
2016-07-04
刘墨函(1984-),女,四川德阳人,讲师,本科,研究方向:机械制造工艺与工艺装备。