基于西门子PLC的滑模变结构控制在汽车内饰热压包边设备上的应用
2016-12-12沈彬路林吉
沈彬,路林吉
基于西门子PLC的滑模变结构控制在汽车内饰热压包边设备上的应用
沈彬,路林吉
对热压包边成型两工位的机械结构、设计原理及生产工艺进行了简单的介绍,以Siemens PLC和HMI作为人机界面,采用Siemens S120变频器做驱动控制。利用红外辐射加热灯管对产品进行加热。由于在生产工艺过程中,往往压力超调导致工件报废,所以,也提出滑模控制原理对同步电机进行控制,并且与传统的PID控制理论进行比对后,发现滑模变结构控制在鲁棒性方面的优势明显。
Siemens PLC;热压包边设备;滑模控制
0 引言
汽车工业起步在国内较晚,但是我国汽车工业的发展速度非常惊人,而且上升趋势明显。这一方面得益于国家大力扶持,另一方面也和我国汽车消费市场巨大有着直接的连续。汽车工业无疑是中国制造行业当中非常重要的一个支柱型行业,将高薪技术应用到汽车工业不仅是对整个产业的提高有着巨大的推动作用,更可以提升我国制造行业在国际领域的地位,提升自主创新的能力。
随着工业自动化控制技术的发展,对内饰系统的生产装备线和自动化设备的要求也在不断的提高。目前国内汽车内饰件生产线装备技术相对于国外先进水平还处于落后阶段。为了能够改变当前的格局,我们首先要了解内饰件生产工艺过程的难点,从而对控制系统提出更高的要求,将更多先进的自动化控制技术应用到生产设备当中,从而整体提升产品质量。
1 系统结构
1.1 设备机械结构
自动热压包边机的系统结构主要分设备机构和模具机构两大部分。设备机构由一个同步伺服电机驱动主齿轮,齿轮从而带动设备上方的四根齿条进行传动,由此上框架进行提升运动。此外,设备整个机构包括有上模锁模气缸、下模顶升气缸、安全插销伸出气缸、气动刹车气缸、冷却风机、齿轮润滑泵等,如图1所示:

图1 设备机械结构图
1.2 设备电气控制结构
如图2所示:
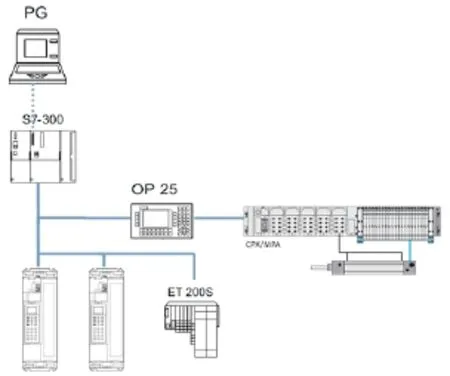
图2 电气系统结构图
电气控制系统硬件上用Profibus总线搭建,以PLC作为主控制单元,S120变频器作为驱动控制单元,此外还用Siemens ET200和 Festo模块作为分布控制从站,采用Siemens OP25作为人机界面,而上位机主要负责监控和历史数据追溯。
2 滑模变结构控制算法
2.1 电机数学模型
一般而言,为了简化分析,会在理想环境内构造同步电机的数学模型。这里的理想环境主要是忽略了定子铁心的饱和,铁心涡流和磁滞损耗,同时假设电感参数不会变化,转子上无阻尼绕组等。
同步伺服电机上的定子电压、电流、电势和磁势等变量都是交流量,电机内部空间矢量在空间上是以同步转速旋转的。矢量控制原理中所使用的坐标系是分为静止坐标系和旋转坐标系两类。静止坐标系中是由三相定子a-b-c坐标系和固定在a轴上a轴及与之垂直的B轴所组成的两相定子a-B坐标系;旋转坐标系当中包含了d轴固定在转子轴线上的d-q垂直坐标系和M轴固定在定向磁链上的M-T定向坐标系,如上图3所示:

图3 -轴坐标系
2.2 同步电机的矢量控制方法
目前控制同步电机的方式有很多种,常用的是矢量控制控制方式,其控制的基本核心思想是利用电流磁场等效原理,将三相交流电动机等效为直流同步电动机,在定向坐标系内,建立一个磁场坐标系,将电机定子电流矢量分解成两个正交电流,一个是产生磁通的励磁电流im,另一个是产生转矩的转矩电流。这两个分量分别正交,因此可以对其每个分量分别加以控制。这就可以对三相交流电动机实现转矩控制。基于在同步电机中电机转子磁链是固定不变的,也可以通过转子的磁链定向方式来控制同步电机,从数学的角度分析,就是将定向坐标系的M轴和转子磁链重合,并且假设与其同步旋转,而T轴同样是逆时针方向超前可M轴90°,可以假设使轴系和轴系完全重合,这样就可以控制其分量。
根据永磁同步电机的不同应用场合,其电流矢量控制也可选择不同的控制方法, 主要的电流控制方法有:
(2)最大转矩电流控制,实现了单位电流输出转矩最大化,降低了电机运行过程中的铜损;
通常同步伺服电机矢量控制系统都有三个闭环控制,位于外层的位置控制环、位于内层是电流控制环、位于中间的速度控制环。据系统的要求,同步电机控制方会体使用具体的控制闭环来对其进行控制,本文设计的控制是速度和位置控制,所以对于内层的电流控制环不必进行启用,只需要设定速度环和位置环。
2.3 伺服控制的算法
目前已经有很多先进的控制理论被提出,用来提升同步电机的电流控制性能。其中代表的有差值电流前馈控制、解耦电流前馈控制、内模前馈控制等。电流前馈方法需要设计补偿器解耦d在轴和q轴上的电流分量,如果忽略了电机反电动势的因素,就能对同步电机动态解耦,解耦后的数学模型为式(1):

而本文主要对电流前馈控制鲁棒性问题,提出了基于自适应快速终端滑模控制方法以提升电流控制性能,满足永磁同步电机高性能控制要求。
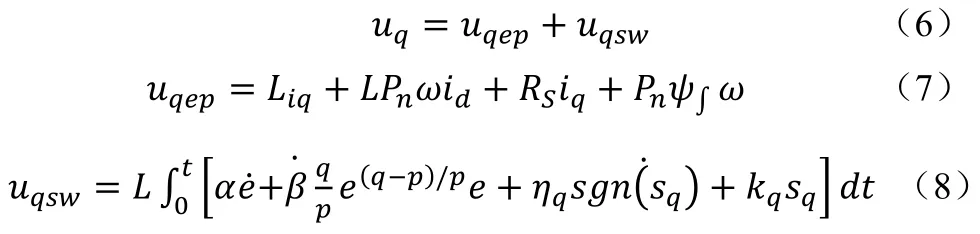
定义电流误差状态方程为式(2):

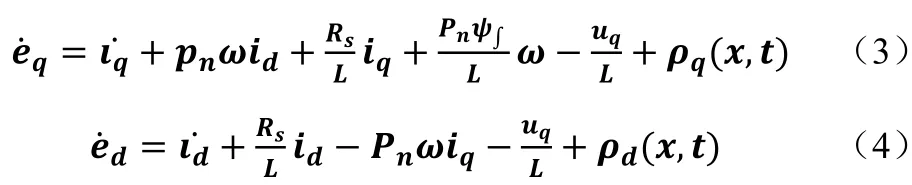
为了便于设计,对d-q轴控制器分别设计,首先对q轴电流控制进行设计。电流控制器设计的主要目标是实现在
有限时间收敛为零,为了提高系统控制性能,采用快速终端滑模控制策略,其滑模面设计如式(5):

定理:对于如式(2-3)所示永磁同步电机q轴电流误差系统,滑模面设计为如式(2-5)所示的快速终端滑模面,且系统滑模控制律设计为如式(2-6)、(2-7)和(2-8)形式,同时电机轴电流在有限时间内收敛如式(6)、(7)、(8):
根据李雅普诺夫稳定定理,系统将在有限时间达到终端滑模状态,即当其达到终端滑模时,e和合也将会在有限时间内收敛到零,从e≠0到e=0所要收敛时间式(9):

因此,q轴误差状态方程在有限时间内收敛于零。
3 实际仿真效果
自适应快速终端滑模控制和传统PI控制下的和响应试验结果,如图4和图5所示:

图4 电流响应对比

图5 电流误差对比
电流响应的对比曲线。根据实际检测电机电流响应的结果能够知道,相比较传统PI控制器而言,自适应快速终端滑模控制器的动态影响要更灵敏,而且控制精度也比之前的控制器要高很多。图4当中蓝色部分线段表示的是PI控制器的电流的响应曲线,红色部分线段是自适应快速终端模控制器电流的响应曲线,即是两者系统输入电流之间的比较,同样的图5是控制电流的响应曲线对比。
为了验证快速终端滑模算法的实际应用价值,我们利用Siemens电机调试工具对其进行了现场检测和分析。在S120Movi tools的环境下,正确的配置电机接口的参数,建立正确的通信接口。然后在同等条件下,将所提出的控制算法,与传统的PI控制算法在性能上进行比对。同步电机的内部参数如表1所示:
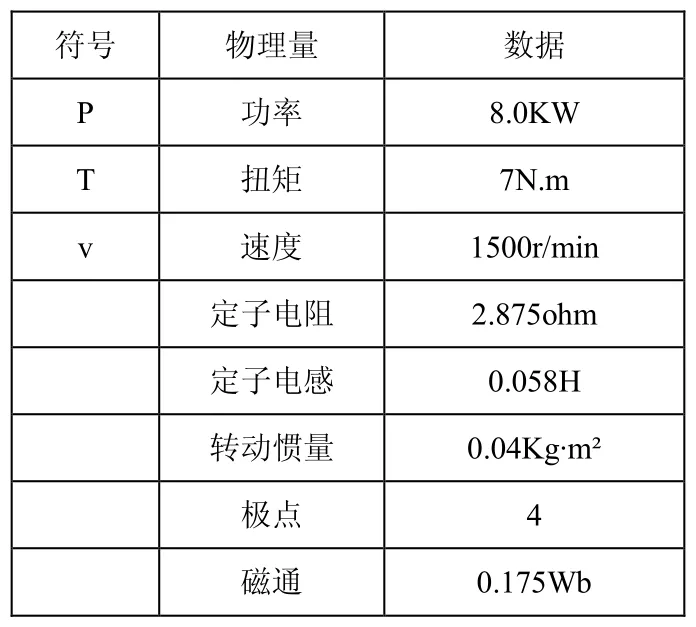
表1 同步电机参数
图6 电流误差对比

图7 电流误差对比
通过给定系统相同输入,从电机响应的电流和电压输出的比较可以得出,本章所提出的自适应快速滑模控制器比传统的PI控制器有着更好的响应,电流控制性能要更加的优越。
4 总结
本章主要针对永磁同步电机电流控制中存在电流耦合和反电动势因素影响等问题,提出了一种快速终端滑模控制概念。在理想条件下建立数模,得出滑膜控制率,利用李雅诺夫稳定理论,从理论上证明所提出算法是稳定的,然后通过仿真验证了这种快速终端滑模控制方法相对于传统PI控制器具有很好的鲁棒性和快速响应性能。由于所提出快速终端滑模控制是一种二阶滑模控制,积分作用可以很好的抑制了滑模控制抖动问题,同时解决了永磁同步电机电流耦合问题。
[1] 田永, 韦俊, 等.汽车内饰零部件材料的选择与应用[J].汽车与配件,2014,23:117-123.
[2] 张希,陈宗祥,潘俊民,等.永磁直线同步电机的固定边界层滑模控制[J].中国电机工程学报,2006,26(22):115-121.
[3] 张昌凡,王耀南,何静.永磁同步伺服电机的变结构智能控制[J].中国电机工程学报,2002,22(7):13-17.
[4] 童克文,张兴.基于新型趋近律的永磁同步电动机滑模变结构控制[J].中国电机工程学报,2008,28(21).102-106.
[5] 贾洪平,贺益康.永磁同步电机滑模变结构直接转矩控制[J].电工技术学报,2006,21(1):1-6.
[6] 汪海波,周波,方斯琛.永磁同步电机调速系统的滑模控制[J].电工技术学报,2009,27(9):71-77.
[7] 杨文强,蔡旭,姜建国.矢量控制系统的积分型滑模变结构速度控制[J].上海交通大学学报.2005,39(3);426-428.
[8] 寇宝泉,程树康.交流伺服电机及其控制[J].北京:机械工业出版社,2008:45-78.
[9] 朱磊,温旭辉,赵峰,等.永磁同步电机弱磁失控机制及其应对策略研究[J].中国电机工程学报,2011,31(18):67-72.
[10] 罗慧,王军林,尹泉.PMSM 自适应观测器算法低速稳定性研究[J].电气传动,2013,43(8):3-7.
[11] 童克文,张兴,张昱,等.基于新型趋近律的永磁同步电动机滑模变结构控制[J].中国电机工程学报,2008,28(21):102-106.
[12] 达宇辉,汽车内饰制造企业库存分类方法研究[D] 上海:上海交通大学,2011:45-78.
[13] 鲁文其,胡育文,杜栩杨,等.永磁同步电机新型滑模观测器无传感器矢量控制调速系统[J].中国电机工程学报,2010,30(33):78-83.
[14] 刘颖,周波,方斯琛.基于新型扰动观测器的永磁同步电机滑模控制[J].中国电机工程学报,2010,30(9):80-85.
Application of Siemens PLC Sliding Mode Variable Structure Control in Automotive Interior Equipment Based on the Thermal Pressing Edge
Shen Bin, Lu Linji
(Automation Institute, Shanghai Jiao Tong University , Shanghai 201240, China)
This paper introduced the mechanical structure and designing principal, the production process of the compression forming machine. It was with Siemens PLC and HMI as the man-machine interface, SEW inverter as the main control unit of constant torque. It realized closed-loop control of temperature of module constant temperature treatment. In the production process, because work pieces were scrapped occasionally caused by pressure overshoot, this paper also presented mcthod to accurately control the pressure, to reduce the pressure overshoot measures, and to overcome the bottleneck encountered in the actual production process.
Constant torque and PLC programmable controller; Frequency converter
TP393.07
A
1007-757X(2016)11-0063-03
2016.05.26)
沈 彬(1986-),男,上海交通大学自动化系工程硕士研究生,研究方向:嵌入式控制系统研究,上海交大 200030
路林吉(1963-),男,上海交大自动化系副教授,研究方向:工业自动化系统设计、数字图像处理技术及应用,上海交大 200030
