基于Labview的单螺杆挤出机温度测控系统设计
2016-12-08刘奎鲁崔敏杨铁牛全鑫
刘奎鲁,崔敏,杨铁牛,全鑫
基于Labview的单螺杆挤出机温度测控系统设计
刘奎鲁,崔敏,杨铁牛,全鑫
(五邑大学 机电工程学院,广东 江门 529020)
针对单螺杆挤出机挤出PP材料稳定性差及挤出质量欠佳的问题,一是对螺杆的结构进行了改进设计,由此能够沿螺杆轴向长度方向布设6个温度传感器并能够可靠地进行测温工作,加上原本料筒处测量温度的9个点,从而可以有效监控挤出机不同位段机筒内壁与螺槽壁的温度分布状况;二是设计了一套基于Labview的温度测控程序,分析了挤出温度和压力对挤出材料的影响,通过Z-TIO温控模块内的PID控制料筒的加热或冷却使温度趋于设定值. 研究结果表明,本文方案能够精确测定、描述和调控挤出熔体各区段的温度,拓展了单螺杆挤出机的温控范围,提高了熔体温度测控的精确性且操作方便.
单螺杆挤出机;Labview程序;温度测控;SRZ温控模块;PP材料
据统计,全世界80%以上的塑料是用挤出法生产的,其中单螺杆挤出机的使用占相当大的比例(在我国为80%~85%)[1]. 物料从单螺杆挤出机中挤出要经过进料段、压缩段、均化段等结构段,历经固态、固态熔融共存态和完全熔融态,其制品的好坏与温度控制的精确性有很大关系. 由于物料在每段所需要的温度均不相同且需准确控制,加之挤出过程剪切热、摩擦热导致的升温,使得PP等材料的挤出存在稳定性差、挤出质量欠佳的问题;随着塑料工业的发展,一些新材料对成型工艺和混炼效果也提出了更高的要求. 因此,设计控制精确、性能稳定、易于操作的单螺杆挤出机温控系统势在必行[2-4]. 目前,国内挤出机产品大多采用在料筒上打孔放置温度传感器,通过温控表进行温度的测量和控制,但这只是对料筒内壁的熔体进行温度测量及控制,不能精确地反映螺槽与料筒内壁之间的温度变化趋势,且温控表的控温精度仅为,不能满足生产要求. 本文通过改变螺杆的结构,在螺杆上打孔放置温度传感器,借助Labview程序和Z-TIO温控模块自带的PID算法进行温度的测量和精准控制.
1 螺杆结构的改进
单螺杆挤出机按功能大体分为3段,其中,送料段又为迟滞区,是螺杆的初始段,物料由常温被加热到熔融状态附近,除了靠近机筒内壁的物料,其他地方的物料仍以固态存在;在压缩段,物料进一步塑化,最终完全变为熔融状态;计量段又为均化段,是螺杆的最后一段,温度和压力趋于平稳状态,物料以熔融状态进入模头挤出.
本文借助AutoCAD和Pro-E绘图软件在原有螺杆结构的二维图上绘制出了改进螺杆结构的三维剖面图,如图1所示. 沿螺杆轴向钻了的通孔,然后沿纵向在螺槽上钻6个阶梯螺纹孔来放置温度传感器,这样在挤出物料的过程中,利用Labview测试软件可以得出沿机筒内壁和螺槽壁上各测点的温度曲线,由此分析沿轴向的温度变化趋势,再借助数值模拟技术可以得出三维温度场分布. 有限元ANSYS Workbench软件的结构强度仿真分析表明,改进后的螺杆结构的强度是满足使用要求的.

1. Φ20 mm的通孔;2~7. K型热电偶温度传感器安装简化孔
图1 改进的螺杆结构剖面图(mm)
2 单螺杆挤出机温控系统的构建
2.1 系统结构
用Labview设计温控程序的系统框图如图2所示,它是一个闭环系统. 在Labview的前面板写入每个区的经验温度数值,将K型热电偶温度传感器测得的温度数据传输到Z-Tio温度模块中,借助Modbus的通讯协议[5]实现Z-Tio温度模块与上位机Labview程序的串行通讯,使得各点的温度数据在Labview前面板以曲线和实时数值表现出来,并与输入的温度经验数值进行比较得到差值,用温度模块自带的PID算法调控该差值并得出控制量,通过温度模块的输出端子来控制固态继电器,进而控制挤出机料筒上铸铁加热器或风机电源的通断来进行加热或冷却,从而达到控制温度的目的.

图2 温控系统结构框图
2.2 系统硬件设计
挤出机挤出温控硬件设备如图3所示,包括Z-TIO温控模块、外加的电源、K型热电偶温度传感器、R485转R232转换器以及R232转USB接口的通讯线. 硬件部分的上位机选用的是可携带的笔记本电脑,其接口是USB接口,而Modbus 通讯协议传输的接口是九针的R485接口,因此选用了R485转R232接口连接笔记本电脑来进行通讯. 由于Z-TIO温度模块需要外加电源,本文选用外加电源为温度模块供电. 每个Z-TIO温度模块可接收4点的温度信号,并可以通过温度模块自带的PID自动算法输出4点温度的控制量. 由于料筒和螺杆上均打孔放置了温度传感器,因此本文设置了15点的温度采集程序. “数据显示”用于显示各点实时的温度值,“实时曲线”用于显示各点的实时温度数据曲线. 设定的每点温度数值是其经验值,经过温控模块的PID算法以及加热或冷却的方法将实时温度调控至趋于设定的温度.

1.R485转R232转换器 2.24 V外加电源 3.Z-TIO温控模块
图3 硬件设备
3 基于Labview的温控程序设计
由图3可知,本文的温控系统利用Modbus通讯协议通过R485通讯线和R485转R232转换器将温控模块和上位机连接,并将温度传感器测得的温度在Labview程序中显示、存储. 基于Labview的温控程序如图4所示.

图4 温度采集系统结构框图
3.1 串行通信模块
由于温控模块通过Modbus通讯协议和上位机的Labview软件进行通信,因此可将Modbus的初始协议做成一个子程序引入到温控程序中,以此节省后面板的页面空间. Modbus串口初始化的子程序如图5所示,包括选择的串行口、串行通信的波特率、数据位长度、停止位长度以及校验方式.

a.前面板 b.程序框图
图5 Modbus串行初始化的程序设计
Modbus采用两种传输方式:ASCII和RTU[6]. 由于同样波特率的情况下,RTU能比ASCII传输更多的数据,故本文采用RTU传输方式. RTU传输面板及程序如图6所示,包括传输方式的选择、读取寄存器的初始地址、读取寄存器地址的数量. 每块温控模块只能寄存4个模拟通道的数据,因此需要4个温控模块. 本文将RTU传输方式的程序设置成子程序以方便总程序的其他子程序调用.

a.前面板 b.程序框图
图6 RTU传输方式的前面板及程序框图
3.2 实时数据显示及处理功能模块
数据显示模块是将温度传感器测得的温度通过温控模块和上位机的通信将数据以曲线的方式在Labview中显示,并显示实时数据以及超温后的报警功能. 相关程序如图7所示.
3.3 历史数据保存程序
已采集到的实时温度曲线及数据需要相应的保存程序将数据保存下来,相应的程序如图8所示. 程序采用存一次、每建立一个文档的方式进行存储.

图7 温度显示及报警功能程序 图8 数据的保存程序
3.4 写入温度数据模块
借鉴PP塑料的熔融温度经验值,在程序中输入合适的温度数据并传输到温控模块,与温度传感器测得的实时数据比较,经过温控模块自带的PID调控功能自动计算出控制量,进而促使温控模块驱动固态继电器来控制铸铁线圈进行加热或控制风机进行冷却,最终使实时数据趋于设定的温度数值,相应的写入程序如图9所示.

图9 温度的写入程序
4 基础实验结果
上位机Labview运行的主界面包括三个部分:各点温度传感器测得的实时温度曲线与数据的数值显示、超温时报警输入的每点温度数据. 将Z-TIO温度模块和挤出机料筒上的K型热电偶温度传感器与上位机Labview程序连接以后,基础实验测量和控制的结果如图10所示.
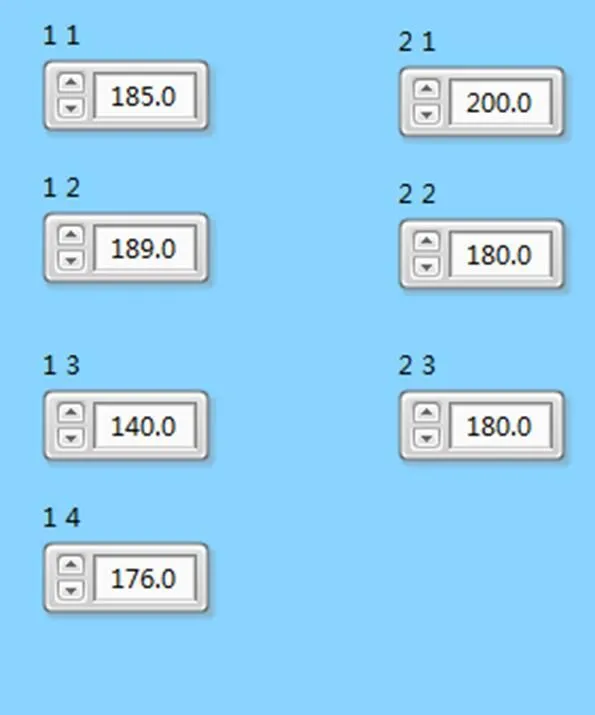
a.输入的温度数据值 b.基础实验的测量结果
图10 基础的温度实验结果
实验结果表明:1)在螺杆上打孔放置温度传感器,通过对中间熔体的温度检测和挤出腔室温度场的模拟仿真,与只是在料筒壁上打孔放置温度传感器测得数据的方法进行比较,得到了更贴合实际的熔体温度变化趋势,最终通过改变输入的温度数值达到提高挤出物料的产量和质量的目的;2)用本文设计的基于Labview的温控程序检测挤出机挤出过程的温度变化是可行的,并且程序易于操作,利用此程序还可进行熔体温度的实时测量;3)通过与工厂广泛采用的温控表测控的数据结果对比,采用本文测控方法控温精度在以内,比温控表控温更加精准.
5 结束语
针对塑料行业广泛使用的单螺杆挤出机的温控问题,本文在原有料筒安装传感器的基础上,提出了在螺杆上打孔放置温度传感器的方法,并基于上位机的Labview虚拟仪器平台和温控模块的通讯协议,设计了相应的温度测控系统,测得了料筒内壁和螺槽的实时温度变化曲线;通过上位机Labview软件和Z-TIO温控模块进行Modbus串行通讯的方法,实现了熔体温度的精确测控,并为下阶段通过设置合理的温度来提高挤出产量的研究与分析做好了数据上的准备. 由于本设计只需要工人点击运行按钮及输入温度预期数值即可,因此操作方便、易于推广.
参考文献:
[1] 朱海洋,张莉. 基于RBF的单神经元自适应PID控制在单螺杆挤出机中的应用[J]. 黄石理工学院学报,2010, 26(1): 5-8.
[2] 纪峻松,刘莉,徐延国. 单螺杆挤出机的温度控制[J]. 塑料科技,2002, 152(6): 37-39.
[3] 梁毅,费敏锐. 单参数模糊PID在塑料挤出机温度控制系统中的应用[J]. 华东理工大学学报(自然科学版),2006, 32(7): 840-843.
[4] 王海璇. 基于模糊控制的单螺杆挤出机温度控制系统的设计与实现[D]. 长春:吉林大学,2016.
[5] 祝木田,师勇. ModBus通讯协议的应用[J]. 微计算机信息,2004, 20(6): 9-11.
[6] 叶露林,洪雪峰. 基于ModBus通讯协议智能模块实现及应用[J]. 电子科技,2009, 22(2): 11-13.
[责任编辑:熊玉涛]
Design of a Temperature Measurement and Control System for the Screw Extruder Based on Labview
LIUKui-lu, CUIMin, YANGTie-niu, QUANXin
(School of Mechanical and Electrical Engineering, Wuyi University, Jiangmen 529020, China)
First, in light of the problems of poor stability and quality of the PP materials from the screw extruder, the structure of the screw was improved by placing six temperature sensors along the axial direction of the screw, which can measure temperatures in a reliable way. Together with the nine points originally installed on the charging barrel, they can effectively control the temperature distribution on the inner surface and the spiral groove wall of the different segments of the extruder. Secondly, a temperature control program was designed based on Labview to analyze the effects of extrusion temperature and pressure on the extrusion materials. Through the heating or cooling of the PID control cylinder in the Z-TIO temperature control module, the temperature approximates a set value. The research results show that this scheme can accurately measure, describe and control the temperature of each section of the melt extrusion, expand the temperature range of the single screw extruder, improve the accuracy of the melt temperature control and is easy to operate.
single screw extruder; Labview program; temperature measurement and control; SRZ temperature control module; PP material
1006-7302(2016)04-0046-06
TP273
A
2016-09-08
2015年中山市产学研结合项目(螺杆参数化建模及后续优化设计).
刘奎鲁(1990—),男,山东聊城人,在读硕士生,主要从事智能化检测及自动控制方面的研究;崔敏,副教授,硕士生导师,通信作者,主要从事制造过程质量检测与控制、材料成形与装备设计方面的研究.
