SA-266M Gr.4材料的研究
2016-12-07宋宏威
宋宏威 王 帅
(1.中国第一重型机械股份公司热处理分厂,黑龙江161042;2.中核四○四有限公司,甘肃732850)
SA-266M Gr.4材料的研究
宋宏威1王 帅2
(1.中国第一重型机械股份公司热处理分厂,黑龙江161042;2.中核四○四有限公司,甘肃732850)
对SA-266M Gr.4材料的化学成分进行优化控制,针对性地制定了热处理工艺参数,并应用于实际生产。检验结果表明,该种材料各项性能指标均一次性合格。
SA-266M Gr.4;化学成分;优化控制;性能热处理
以往我公司生产过小批量SA-266M Gr.4锻件,其性能试验结果不理想,强度指标不满足技术要求,产品返修率较高,生产成本增加,不利于市场竞争。最近我公司承制了10台反应器合同,材质均为SA-266M Gr.4,为顺利完成此次生产,我们收集了以往相关资料,进行数据分析,并且制定了切实可行的方案。
1 技术要求与分析
用户要求SA-266M Gr.4锻件的化学成分与ASME标准化学成分对比见表1。用户性能指标要求见表2。
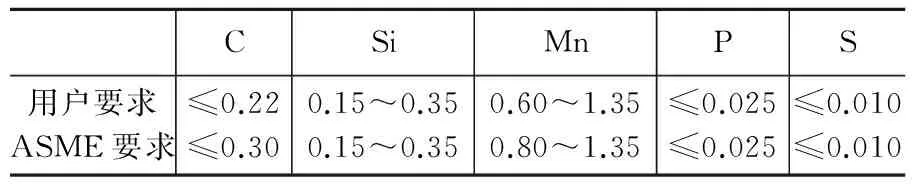
表1 SA-266M Gr.4化学成分(质量分数,%)

表2 SA-266M Gr.4性能要求
根据用户要求及我公司实际生产状况,对此项目特征进行了分析,特点如下:
(1)有利条件
冲击试验温度为10℃。虽然用户要求值较高,但是参考现有的SA-105M及16Mn(R-HIC)数据,表明冲击功没有问题。SA-266M Gr.4材质锻件积累了一定的基础数据。
(2)不利条件
锻件试样位于T×T/2处取样,强度不易合格。此种材料的淬透性低,以往生产的SA-266M Gr.4锻件表面硬度达到要求值上限时,位于T/4处的拉伸强度指标却满足不了用户要求(Rm:485 MPa~655 MPa)。模拟时间长。较以往生产的锻件,本项目锻件模拟时间增加了3 h,强度势必会进一步降低。
2 优化方案
2.1 数据统计
化学成分优化在优化方案中起决定性的作用。因要求的抗拉强度值较高,须将能够提高强度的元素尽量按上限控制,如C、Si、Mn。C含量的提高有助于锻件强度值的增高,但是用户要求较ASME标准中C含量要求低(见表1),因此C含量上调空间有限。 Si元素使锻件的屈服点和抗拉强度显著提高,但塑性和韧性明显降低。Mn元素能提高锻件的硬度和强度,并能提高钢的淬透性。
进一步统计以往类似材质产品强度与合金元素数据并初步分析二者之间的关系。针对SA-266M Gr4和SA-105M材质可以发现,如果强度大于490 MPa,则需:C含量≥0.19%,Si含量0.3%~0.35%,Mn含量1.24%~1.28%,Cr含量0.05%~0.06%,Ni含量0.05%~0.06%,Mo含量0.05%,V含量0.02%~0.03%,Ceq为0.420%~0.429%,详见图1~图3。而对于16Mn(R-HIC)材质,如果强度大于490 MPa,则需:C含量≥0.16%,Si含量0.27%~0.33%,Mn含量1.24%~1.30%,Cr含量0.08%~0.20%,Ni含量≥0.11%,Mo含量≥0.05%,V含量≥0.01%,Ceq为0.404%~0.418%,详见图4~图6。
2.2 化学元素分析及确定元素组成方案
综合以上强度与各元素的关系得知,对强度影响较大的Si、Mn元素含量最好控制在如下范围:Si:0.3%~0.35%,Mn:1.20%~1.30%。C元素的控制应多方面考虑,但是可以肯定的是Ceq、C、Cr、Ni、Mo、V越大越好,并且在满足Ceq的条件下,应尽量避免将有益的合金元素过于按下限控制,从而减小微合金化作用。进一步采用专业软件模拟,得出SA-266M材质中各元素关系:当Ceq≥0.38%时,才能保证强度≥485 MPa,其中Si为0.30%~0.35%,Mn为1.22%~1.35%,Cr为0.15%~0.20%,而C含量是通过Ceq和Cr、Mn含量进行反推计算的,可以得出控制范围为0.15%~0.18%,其余Ni、Mo、Cu、V按残余元素控制即可。必要时可以加入适量的Nb细化晶粒,可起到一定的强化作用,加入一定量的Cr还可以起到提高抗回火能力的作用。综合实际生产数据及软件模拟结果,最终确定锻件化学成分按表3进行控制。

图1 强度与C含量关系

图2 强度与Si含量关系

图3 强度与Mn含量关系

图4 强度与C含量关系

图5 强度与Si含量关系

图6 强度与Mn含量关系
2.3 工艺参数的选取
结合已经确定的化学成分及生产现状,调质热处理采用了图7所示工艺参数。
图7中,中间保持600~700℃的目的是:(1)减小锻件内外温差,为相变做准备,使相变在锻件的整个截面上进行,可以避免产生较大的组织应力。(2)减少高温均温时间,保证高温阶段较大的加热速度,从而减少锻件在高温的停留时间,进而减少较大的氧化。
3 性能结果
本项目10台反应器共40件性能件,此40件锻件均为1次调质合格。其中我们选取了具有代表性的14个锻件进行了性能数据统计,其结果见表4。

表3 SA-266M Gr.4化学成分(质量分数,%)

图7 热处理工艺参数

序号有效壁厚/mmRm/MPaReL/MPaA(%)10℃冲击功/J晶粒度等级123456789101112131417017017017017017017017017017019523523523552853053553051751953053252853054350551753734532832332131731532532131431537030530734338.535.533.53240373437343537403533.5188/214/213188/214/213140/132/107145/128/117113/120/160171/174/142132/145/152172/153/169142/126/138111/148/143179/165/170237/315/262117/155/162174/160/1677.57.57.57.07.57.07.57.07.57.57.07.57.07.0
4 结论
此项目40件锻件性能检验全部合格,说明此次对SA-266M Gr4材质化学成分的控制及制定的工艺方案是可行的,其中控制化学成分的效果显著,但同时也发现一些不足之处,例如抗拉强度值多数位于要求范围的中下限,个别锻件位于要求值的下限。此次对化学成分的调整不仅为今后SA-266M Gr.4材料的化学成分再次优化积累了参考数据,更为以后类似材质的化学成分调整提供了参照依据。
[1] 康大韬, 叶国斌, 等. 大型锻件材料及热处理[M]. 上海: 龙门书局. 1998.
[2] 樊东黎, 徐跃明, 等. 热处理工程师手册[M]. 北京: 机械工业出版社. 2011.
[3] 褚锦辉,刘时雨. 42CrMo高硬度支重轮调质热处理工艺参数的优化[J]. 大型铸锻件, 2007(4).
编辑 陈秀娟
Research on SA-266M Gr.4 Material
Song Hongwei, Wang Shuai
The chemical composition of SA-266M Gr.4 has been controlled and optimized. The heat treatment process parameters have been prepared with target and applied in actual production. The results show that various mechanical properties of this kind of material meet the requirements.
SA-266M Gr.4; chemical composition; optimization and controlling; property heat treatment
2016—02—16
宋宏威(1982—),工程师,主要从事金属材料工程研究。
TG316.1+7
B
