全锻造过程工作区域分解及其多控制器集成策略
2016-12-07吕文兵黄明辉陆新江汪志能邹玮雷杰
吕文兵,黄明辉,陆新江,汪志能,邹玮,雷杰
(中南大学 高性能复杂制造国家重点实验室,湖南 长沙,410083)
全锻造过程工作区域分解及其多控制器集成策略
吕文兵,黄明辉,陆新江,汪志能,邹玮,雷杰
(中南大学 高性能复杂制造国家重点实验室,湖南 长沙,410083)
基于高性能复杂整体模锻件要求大型模锻压机必须具备全行程精确锻造的能力,而模锻过程中存在时变载荷、非线性摩擦力与非线性液压驱动力使得模型存在时变特征,导致现有的基于单一模型的控制方法控制精度不高等问题,提出一种多控制器集成策略。该策略首先将全锻造过程分解成许多个子工作区,并基于以前的仿真数据建立相应的CAR子模型;其次,根据子模型特点,调节各子模型的PID控制器参数。基于任一子模型控制器都不能很好地处理这种子模型之间的耦合关系和突变情况,需要协调各个子控制器以达到全局控制的目的,提出高斯加权器,以实现模锻压机的全程精确平滑控制。研究结果表明:该控制策略控制精度较高,且比传统的PID控制方法好。
大型模锻;多控制器;高斯加权
现代化的航空、航天和国防工业对锻件的要求越来越苛刻,不但需要高精度锻造,而且需要整体成型且结构越来越复杂[1]。这类锻件通常要求大型模锻压机必须具备大行程、变速率、适应多种复杂工况的能力。然而,大型模锻过程是一个复杂的机电液与材料微观成型的耦合过程[2],其模型在不同工作区是时变的。导致模型时变的主要因素有:1) 随着锻压位移的变化,锻件变形抗力呈非线性急剧变化[3];2) 锻压系统工作时要求变速运动,这将直接导致液压驱动与系统摩擦发生剧烈的变化[4];3) 在锻压过程中,一些液压参数如油液黏性阻尼系数、弹性模量、泄露系数将随着工况的变化而改变。由于系统复杂及测量手段缺失,如锻件负载力与液压参数的变化都无法直接测量,导致系统无法精确地解析建模。为了满足模锻压机在全程锻压过程中高精度运行要求,必须开展时变工况下的模锻过程建模与控制策略研究。目前,关于模锻压机控制系统方面的研究大多是首先获得系统的解析模型,然后针对解析模型设计控制器。张广红[5]对压机系统设计了PID控制器。该算法简单,可靠性好,但该PID控制器只对某一特定的数学模型有效,当压机模型变化剧烈时,该控制器无法满足系统的高精度要求。张猛[4]针对某一特定的线性负载考虑了非摩擦对低速系统的影响并设计了摩擦补偿控制器,在锻压局部小范围内能满足系统锻压要求,但对全程锻压过程中复杂多变的负载适应能力较差。熊欢欢等[6−7]设计了模糊PID控制器。该方法可以很好地解决油液死区和非线性时变负载引起的扰动,适应性强,但当实际系统工况发生变化时,锻压速度超调量大,控制精度不高。因此,针对压机全程锻压过程开发自适应能力强、控制精度高的控制策略非常有必要。本文作者在对大型模锻压机进行全面分析的基础上,提出基于锻造过程工作区分解的多控制器集成策略。该策略首先把全锻造过程分解成许多个子工作区,并采集实验数据建立相应的子模型,根据子模型特点设计相应的子控制器。由于子控制器不能处理子模型之间的耦合关系,因此,提出使用高斯加权器协调各个子控制器,以处理模型之间的耦合关系并达到全局控制的目的,从而实现模锻压机的全程精确平滑控制。
1 问题描述
所研究的4 000 t等温模锻压机如图1所示。它包括3个驱动缸和4个回程缸。驱动缸提供锻件锻造时所需的锻造力,回程缸使活动横梁回位,同时也起同步平衡的作用。当零件锻造时,锻件坯料被放在上、下2个模具中间进行挤压,坯料在模具的作用下发生塑性变形,并对压机产生反作用力。为了获得高精度的锻造性能,必须设计良好的控制器以保证系统在全行程过程中能精确、稳定地运行。

图1 4 000 t精密等温模锻压机示意图Fig. 1 Diagram of 4 000 t precision isothermal forging press machine
大型模锻压机工作过程中行程大、工况多,同时还必须具备变速率工作的能力,然而,锻压机本身是一个非常复杂的机电液耦合系统,且影响因素众多。
1) 非线性锻件变形抗力。在锻造过程中,锻件逐渐由弹性变形转变为塑性变形,这导致压机负载力呈强非线性变化。图2所示为某一锻件负载力变化趋势[3]。从图2可知:当模锻压机工作在不同的锻压区间时,锻件变形抗力呈现不同的变化特征。
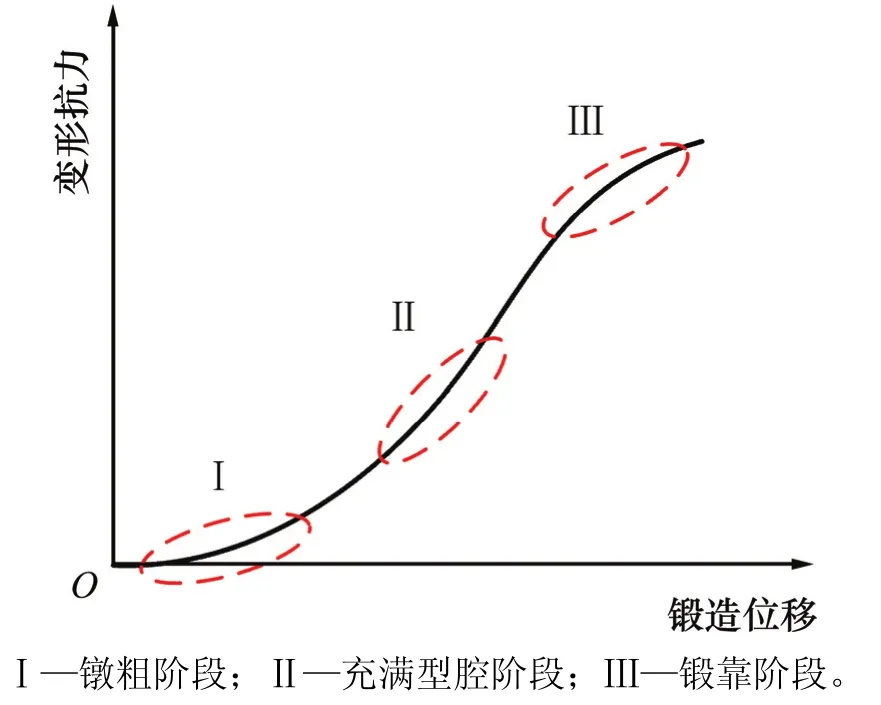
图2 变形抗力−位移变化曲线Fig. 2 Deformation resistance−displacement curve
2) 非线性摩擦力。压机运行时,摩擦力变化复杂,特别在极低速运行时,摩擦将呈现静−动交替的非线性变化,这极易导致压机速度波动甚至爬行现象[8−10]。根据Stribeck摩擦理论[4],摩擦力与系统速度有关,其变化趋势如图3所示。当系统在不同的速度范围内锻造时,所受摩擦力亦呈现不同的变化特征。
3) 液压系统参数。在液压系统工作时,系统的一些基本参数是未知的,如系统油液黏性阻尼系数、弹性模量、泄露系数等。当系统锻造位移与锻造速度发生变化时,这些参数也随之发生变化。

图3 压机摩擦力与速度关系曲线Fig. 3 Relationship between friction and velocity of machine
2 控制方法
大型模锻压机的锻造过程受非线性变形抗力、非线性摩擦力、时变参数等影响,当锻造区域较大时,它将呈现强的非线性动态特征。根据泰勒展开原理[11],任意1个非线性系统在局部邻域内都可用1个线性系统进行逼近。为此,本文作者在对大型模锻压机进行分析的基础上,提出基于锻造过程工作区分解的多控制器集成策略,如图4所示。该策略首先将需要大范围锻造的非线性过程分解成许多个局部锻造区域,在每个子局部锻造区域内建立其相应的线性子模型。基于该子模型,提出相应的子区间控制器,以保证该区域的稳定性与鲁棒性。然而,由于锻压区域之间存在着耦合现象,相应的子模型间也存在着模型突变,传统的硬切换方法[12]未考虑区域间的耦合作用,势必会导致压机在耦合区域时产生很大的超调甚至不稳定现象。为了保证所有子区间运行的稳定性与平滑性,进一步提出使用加权策略协调各个子控制器。该策略使用高斯加权函数对所有子区间控制器进行加权调整,以处理模型之间的耦合关系并达到全局控制的目的,从而实现模锻压机的全锻造过程的最佳控制。
根据上述基于锻造过程工作区分解的多控制器集成策略,由于每一个锻造子区域都是局部区域,故线性子模型能很好地反映该区域的动态性能。此外,对于线性模型,PID控制精度高、效果好,工程上普遍都采用该控制。再者,高斯加权器能有效地实现对耦合区域采取加权组合子控制器而对非耦合区域采取各自的子控制器控制。具体的基于锻造过程工作区分解的多控制器集成策略如图5所示。

图4 基于锻造过程工作区分解的多控制器集成策略Fig. 4 Multi-controller integrated strategy based on forging process’s workspace decomposition

图5 多模型PID控制方法Fig. 5 Multi-model PID control method
2.1线性子模型集的建立与子控制设计
由于局部区域内的模型难以解析获得,为此,采用数据建模的方式构建局部区域子模型。首先确定模型结构,在此基础上采集压机的输入输出数据对局部区域子模型参数进行辨识,从而得出吻合度极高的线性子模型。获得子模型后,单个子控制器采用PID控制,其输出为

式中:ui为控制器i输出值;ei为参考速度与第i个模型速度差值;kPi为控制器i比例系数;kLi为控制器i积分系数;kDi为控制器i微分系数。采用Ziegler−Nichols[12]方法整定相应的PID子控制器的控制参数kPi,kLi和kDi。
2.2高斯加权器设计
高斯加权器原理如图6所示。当系统运行到某个区域P时,系统检测并采集压机的实际锻压速度、锻压位移并实时计算各子部控制器的加权系数,通过加权系数将各子控制器组合成全局控制器,从而实现压机全程锻造的平滑、精确控制。

图6 高斯加权器原理图Fig. 6 Schematic of Gaussian-weighted controller
高斯加权器计算式为

式中:μ(xi, vi)为第i个控制器工作条件的高斯值;x为实际锻压位移;v为实际锻压速度;xi为局部锻造区域i中心点位移;vi为局部锻造区域i中心点速度;σx为位移标准差;σv为速度标准差。仿造模糊推理的归一化处理[13]可得压机系统在第i个子控制器工作条件的加权系数ri为
式中:n为子控制器总个数。所得到的高斯加权器如图7所示。最终系统的加权输出为

式中:u为系统加权输出;ui为第i个模型的控制输出。
3 仿真研究
所研究的等温锻造工艺要求模锻系统必须工作在3个速度段下(如表1所示),这是压机的全局控制目标。

图7 高斯加权图Fig. 7 Gaussian-weighted diagram

表1 行程与速度的关系Table 1 Relationship between stroke and speed
3.1模型集建立
对于图4中局部小的锻造区域,带控制量的自回归模型(CAR)能很好地描述其动态特性,因此,可选用如下CAR模型[14]作为系统子模型:

其中:u为压机输入信号的控制电压;y为压机的输出速度;k为时间步长。采集各个子锻造区域的输入和输出数据,采样时间为1 ms,根据批处理最小二乘估计原理[15]可辨识出各模型参数(a1, a2, b1, b2)。根据4 000 t模锻压机实际工作特点,选择9个锻造区域,其中锻造区域中心点(v,x)分别为(0.5,5),(0.5,15),(0.5,25),(0.3,5),(0.3,15),(0.3,25),(0.1, 5),(0.1,15),(0.1,25),辨识结果如表2所示(其中,v单位为mm/s,x单位为mm)。
3.2模型校核
使用测试数据校核所建立子模型的有效性。将各锻造区域实际采集的输入数据代入到其相应的线性子模型中,得到各线性子模型输出结果。然后,对比测试数据与子模型的输出。图8所示为中心点(0.5,5)所在的局部子模型的输出与实际输出的对比,图9所示为中心点(0.1,5) 所在的局部子模型的输出与实际输出的对比。从图8和图9可见:线性子模型输出数据与实际系统输出数据基本吻合。此说明所建立的线性子模型能有效描述大型模锻压机各个锻造区域的动态特性。

表2 辨识结果Table 2 Identification results
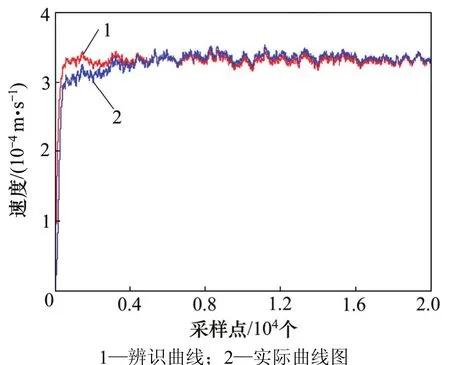
图8 中心点(0.5 mm/s, 5 mm)区域速度曲线Fig. 8 (0.5 mm/s, 5 mm) regional velocity curves

图9 中心点(0.1 mm/s, 5 mm)区域速度曲线Fig. 9 (0.1 mm/s, 5 mm) regional velocity curves
3.3控制效果
根据前面设计的控制策略以及4 000 t模锻压机参数,以3段速度作为控制的跟踪目标,采用所提出的方法对其进行控制,可得出压机的全过程控制结果如图10所示,其中图10(a)所示为锻压速度变化曲线,图10(b)所示为锻压速度误差变化曲线。在该仿真中,将文中所提出的控制策略与PID控制进行对比,可以进一步体现该策略对整个系统的控制效果。从图10可以看出:新方法所获得的速度平稳,能实现速度平滑切换,无抖动现象,无超调,稳定误差小,能满足压机全程锻造过程的变速率要求,且比现有的基于单一模型的PID控制精度高。

图10 锻造速度与误差Fig. 10 Forging speed and its error
4 结论
1) 针对不同锻造工况下的模型时变特点,提出基于锻造过程工作区分解的多控制器集成策略。该策略首先把全锻造过程分解成许多个子工作区,并预先采集实验数据建立相应的子模型,根据子模型与参考输出的误差设计相应的子控制器。
2) 基于子控制器不能处理子模型之间的耦合关系,提出使用高斯加权器协调各个子控制器,以处理模型之间的耦合关系并达到全局控制的目的,从而实现模锻压机的全程精确、平滑控制。
3) 该控制策略能有效地获得所需的控制精度,且其控制效果比传统的PID控制方法好。
[1] 何祝斌, 初冠南, 张吉, 等. 锻造技术的发展[J]. 塑性工程学报, 2008, 15(4): 13−18. HE Zhubin, CHU Guannan, ZHANG Ji, et al. Development of forging technology[J]. Journal of Plasticity Engineering, 2008, 15(4): 13−18.
[2] 黄长征, 谭建平. 300 MN模锻水压机动梁驱动系统锻压速度动态响应特性[J]. 中南大学学报(自然科学版), 2008, 39(5): 1023−1028. HUANG Changzheng, TAN Jianping. Forging speed’s response characteristic of moving beam drive system for 300 MN die forging hydraulic press[J]. Journal of Central South Universtiy (Science and Technology), 2008, 39(5): 1023−1028.
[3] 黄长征. 300 MN模锻水压机动梁驱动系统动态响应特性及速度控制研究[D]. 长沙: 中南大学机电工程学院, 2007: 24−26. HUANG Changzheng. Research on dynamic response characteristic and speed control of moving beam drive system for 300 MN die forging hydraulic press[D]. Changsha:Central South University. School of Mechanical and Electrical Engineering, 2007: 24−26.
[4] 张猛. 极低速下大型模锻压机系统建模与动态特性分析[D].长沙: 中南大学机电工程学院, 2012: 14−16. ZHANG Meng. System modeling and dynamic performance analysis for huge die-forging press under extremely low speed[D]. Changsha: Central South University.School of Mechanical and Electrical Engineering, 2012: 14−16.
[5] 张广红. 80 MN等温锻造液压机控制系统研制[D]. 天津: 天津大学电气与自动化工程学院, 2005: 20−25. ZHANG Guanghong. Research and deve1opment of the contro1 system for an 80 MN isothermal forging hydraulic press[D]. Tianjin: Tianjin University. Electrical Engineering and Automation, 2005: 20−25.
[6] 熊欢欢. 大型模锻液压机动梁驱动及位置控制系统研究[D].长沙: 中南大学机电工程学院, 2010: 27−45. XIONG Huanhuan. Research of the large forging hydraulic moving beam and position control system[D]. Changsha: Central South University. School of Mechanical and Electrical Engineering, 2010: 27−45.
[7] 贾维宏. 模糊PID在锻压机液压系统中的仿真研究[D]. 太原:太原理工大学机械工程学院, 2010: 29−39. JIA Weihong. Simulation study of fuzzy PID in the hydraulic system of the forging press[D]. Taiyuan: Taiyuan University of Technology. School of Mechanical Engineering, 2010: 29−39.
[8] 刘慧慧. 基于速度相关和Lugre摩擦模型的滑动稳定性分析[D]. 西安: 西安理工大学土木建筑工程学院, 2008: 1−12. LIU Huihui. Stability of steady sliding with velocity dependent and LuGre type friction model[D]. Xi’an: Xi’an University of Technology. School of Civil and Architectural Engineering, 2008: 1−12.
[9] Muraki M, Kinbara E, Konishi T. A laboratory simulation for stick-slip phenomena on the hydraulic cylinder of a construction machine[J]. Tribology International, 2003, 36(10): 739−744.
[10] Capone G, D'Agostino V, Valle S D, et al. Influence of the variation between static and kinetic friction on stick-slip instability[J]. Wear, 1993, 161(1/2): 121−126.
[11] 许锋, 罗雄麟. 基于自校正模型的非线性系统多模型预测控制[J]. 中国石油大学学报(自然科学版), 2006, 30(2): 133−137. XU Feng, LUO Xionglin. Multi-model predictive control of nonlinear system based on self-tuning model[J]. Journal of China University of Petroleum (Edition of Natural Science), 2006, 30(2): 133−137.
[12] 李桐林. 基于多模型预测的锅炉主蒸汽温度控制[D]. 大连:大连理工大学机械工程学院, 2011: 20−23. LI Tonglin. A boiler main steam temperature control based on muti-model prediction[D]. Dalian: Dalian University of Technology. School of Mechanical Engineering, 2011: 20−23.
[13] 佟绍成, 王涛, 王艳平, 等. 模糊控制系统的设计及稳定性分析[M]. 北京: 科学出版社, 2004: 17−21. TONG Shaocheng, WANG Tao, WANG Yanping, et al. Design and robust analysis for fuzzy control system[M]. Beijing: Science Press, 2004: 17−21.
[14] 刘少军. 现代控制方法及计算机辅助设计[M]. 长沙: 中南大学出版社, 2003: 97−111. LIU Shaojun. Modern control methods and computer-aided design[M]. Changsha: Central South University Press, 2003: 97−111.
[15] 庞中华, 催红. 系统辨识与自适应控制matlab仿真[M]. 北京:北京航空航天大学出版社, 2009: 27−30. PANG Zhonghua, CUI Hong. System identification, adaptive control and matlab simulation[M]. Beijing: Beihang University Press, 2009: 27−30.
(编辑 陈灿华)
Full forging process’s workspace decomposition and multi-controller integrated strategy
LÜ Wenbing, HUANG Minghui, LU Xinjiang, WANG Zhineng, ZOU Wei, LEI Jie
(State Key Laboratory of High Performance and Complex Manufacturing, Central South University, Changsha 410083, China)
The whole high-performance complex die forging requires that large forging press must have the ability of implementing precise forging in its full stroke. However, because of the time-varying forging load, nonlinear friction and nonlinear hydraulic drive force, system’s model on different forging conditions would be time-varying, and therefore applying the existing control method with single model is difficult to achieve high control precision. In view of this problem, a multi-controller integrated strategy based on forging process’s workspace decomposition was proposed. First, the whole forging process was divided into many sub-forging workspaces. And then, the corresponding CAR sub-models were established using previous experimental data. Based on the characteristics of different sub-models, the corresponding PID sub-controllers’ parameters were also designed. Since sub-controller couldn’t handle the coupling relation and mutations between sub-models, these sub-models should be coordinated to reach global control goal. In order to deal with this problem, Gaussian-weighted controller was proposed to achieve the overall control and to realize smooth precise control in the press’ full stroke. The results show that the control strategy can effectively achieve the desired control accuracy and has better effect than the conventional PID control method.
large forging; multi-controller; Gaussian-weighted
TG315.4
A
1672−7207(2016)03−0749−06
10.11817/j.issn.1672-7207.2016.03.006
2015−01−02;
2015−03−22
国家重点基础研究发展规划(973计划)项目(2011CB706802);国家自然科学基金资助项目(51205420);中南大学创新驱动计划(2015CX002);新世纪人才计划基金资助项目(NCET-13-0593);湖南省自然科学基金资助项目(14JJ3011) (Project(2011CB706802) supported by the National Basic Research Development Program (973 Program) of China; Project(51205420) supported by the National Natural Science Foundation of China; Project(2015CX002) supported by Innovation-driven Plan in Central South University; Project(NCET-13-0593) supported by the New Century Talents Fund; Project(14JJ3011) supported by the Natural Science Foundation of Hunan Province)
黄明辉,博士,教授,从事冶金机械研究;E-mail: MEEH@csu.edu.cn
