稀土轨焊接热标凸字断裂原因分析
2016-12-06芦建峰
芦建峰
(呼和浩特铁路局焊轨段,内蒙古呼和浩特010051)
稀土轨焊接热标凸字断裂原因分析
芦建峰
(呼和浩特铁路局焊轨段,内蒙古呼和浩特010051)
服役半年的稀土钢轨焊缝,在京包线发生两处轨腰断裂,经分析两处断裂原因相同,均以钢厂轧制热标凸字(V)与焊缝交汇处为裂纹源,向内部扩展后造成钢轨断裂。通过模拟试验得知,因钢轨制造部门热标凸字的存在,在钢轨焊接后推凸过程中,焊筋边缘的热态金属与迎向焊瘤的凸字挤压在一起,形成一个夹缝,经放大观察为表面裂纹。在后续生产、运输和线路使用后,裂纹向内部扩展最终发生断裂。夹缝最大深度为热标凸字厚度,机加工可消除此裂纹。
钢轨;凸字;断裂;稀土
0 前言
伴随铁路列车轴重、行车速度和密度大幅度提高,钢轨的磨损日趋加快,使用寿命也极大缩短。包钢针对铁路用轨的需求,研发了第二代稀土钢轨(U76CrRE)。呼和浩特铁路局于2013年在京包线试铺U76CrRE钢轨,服役半年时间后,在京包线发现两处轨腰断裂,两处断裂非常相似,均以钢厂热标凸字(V)与焊缝交汇处为裂纹源,向内部扩展后最终造成钢轨断裂。组织技术人员分析后认为:裂纹源位于凸字与焊缝交汇处,在钢轨焊接后推凸过程中,或许因钢轨热标凸字的影响,导致焊瘤热态金属在前进时因凸字卡阻造成夹缝,产生表面裂纹源,在后续运输和线路使用后裂纹加速扩展以致发生断裂。
为搞清楚裂纹形成原因,避免此类钢轨焊缝断裂再次发生,从而确保铁路运输行车安全。针对热标凸字“V”做焊接对比试验,探寻钢轨焊接“V”字断裂原因真相。
1 试验
1.1试验材料和过程
试验材料选取轨腰有热标凸字(V)标识的钢轨,综合考虑钢轨焊接工艺参数、焊接烧损量及GAAS80型焊机顶锻缩短量静架侧大于动架侧等因素,锯切位置确定距V字右侧顶端22 mm处,确保焊接完毕后凸字(V)与焊缝融合线交汇。锯切试件为2个,其中1号试件轨腰V字在焊接前被打磨至与母材平齐,2号试件轨腰V字在焊接前不做打磨处理。两组试件经同一台GAAS80型焊机焊接。后期作业工序与正常生产相同,经过粗磨、焊后热处理、时效、四向矫直、精磨等工序后锯切。焊缝轨腰区域锯切成200 mm×100 mm试块,两组试块V字背面经机加工找平后,在磨床上对V字面一侧进行磨削加工。1号试块在磨削加工中始终未发现裂纹。2号试块在磨削量达0.4 mm时,沿V字斜面与推凸边缘发现裂纹(见图1)。为精确获得裂纹深度,每次磨削进给量控制在0.2 mm。在初次进给量0.2 mm磨削后,裂纹清晰可见。再次磨削进给量0.2 mm后,裂纹消失(见图2)。为避免肉眼观察造成误判,使用渗透剂和显影剂按规定操作,先后涂抹焊缝区域进行裂纹探测,结果未发现裂纹。试验结果是2号试块发现裂纹,且裂纹深度不超过0.4 mm,裂纹在后续磨削过程中消失。

图1 磨削0.4 mm发现裂纹
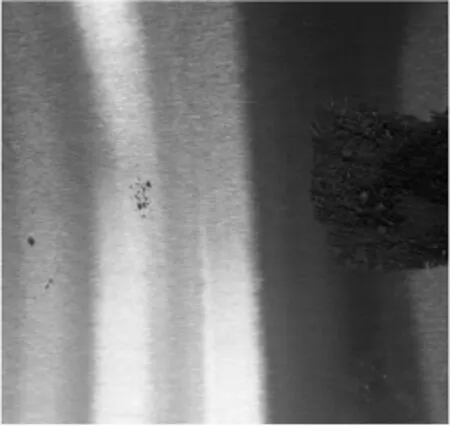
图2 磨削0.8 mm裂纹消失
1.2试验分析
由上述试验及图1、图2可知:焊接后,裂纹在热标凸字“V”与推凸边缘交汇处产生,在后续机加工过程中,随着磨削量增加,裂纹最终消失。焊接前测量V字凸起厚度为:下端0.6 mm,上端1.5 mm,满足热标凸起0.5~1.5 mm的订货技术要求。分析裂纹形成原因为:焊后推凸时,由于轨腰不规则厚度热标凸字存在,影响焊后推凸的质量。当凸字厚度小于推凸留量时,焊瘤热态金属在移动过程中与凸字边缘形成夹角,导致产生夹缝,该夹缝即是表面裂纹。由于是受到凸字卡阻造成的,故裂纹的深度较浅,最大深度即为凸字的厚度。
如果钢轨焊接生产后续工位不及时处理,裂纹在正火后的热应力和残余应力作用下,以及随后外形精矫直、长钢轨运输和线路铺设等弯曲应力作用下,进一步脆性扩展。在随后的使用过程中开始疲劳扩展并导致接头横向断裂。尤其是一些北方运营线路,当季节交替温差变化较大时,会加速裂纹扩展,最终导致在线路服役过程中断裂。
2 讨论
2.1热标凸字对钢轨焊接的影响
在TB/T2344-2012《43~75 kg/m热轧钢轨订货技术条件》中,规定在轨腰上至少每4 m间隔应轧制出凸起标志,涵盖生产厂家、轨型、钢牌号及制造年月等信息[1]。要求字符高20~28 mm,凸起0.5~1.5 mm。从钢轨焊接历史来看,并未发生钢轨凸字引起钢轨断裂的案例,只有京包线最近发生这两例,未得到钢轨研究部门、钢轨制造部门和钢轨焊接基地等相关部门对钢轨凸字的重视。
2.2稀土对钢轨性能的影响
众所周知,稀土在钢中的作用主要包括净化钢液、变质夹杂物和微合金化[2]。相关研究认为,当稀土含量在0.008 1%附近时,稀土钢的冲击韧性和断裂韧性为最佳。随着稀土含量的增加,高碳钢珠光体片层间距呈现先逐渐减小而后开始变大的变化规律。稀土的含量直接决定稀土钢轨的性能,而在稀土二代(U76CrRE)钢轨化学成分中,RE的含量为0.02%,相对于稀土加入量对性能的影响来说,0.02%的稀土含量相对宽泛,建议应严格限制稀土加入量,避免高碳钢冲击韧性和断裂韧性的急剧下降。这或许是稀土轨相对于其他轨种容易导致热标凸字断裂的一个原因。
2.3现场使用条件加速热标凸字裂纹的扩展
在钢轨的使用过程中,轨腰是钢轨横向截面受力最小的部位。如果在钢轨纵向施加拉力、弯曲力,则轨腰相对轨头、轨底较为薄弱。一种情况:当热标凸字接头位于曲线上股外侧时(呼和局2处断轨均位于曲线上股),在列车通过时,钢轨受侧向力作用,热标凸字接头部位受较大的拉应力,如图3所示。
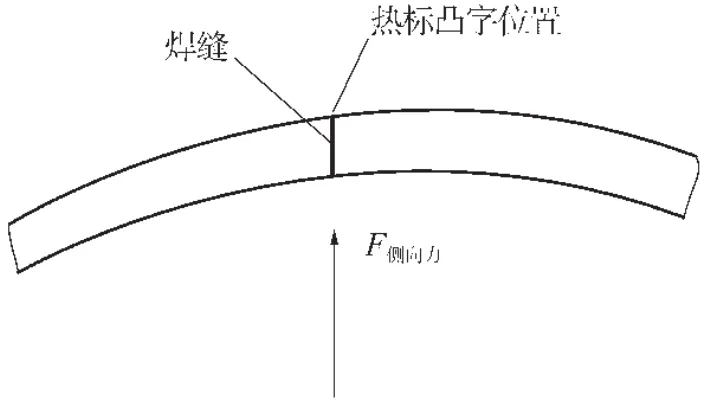
图3 曲线上股对凸字焊缝的影响
另一种情况:北方长钢轨铺设往往在春秋季节,为防止夏季高温胀轨,锁定温度有时选择偏高,冬季气温低时,焊缝受到的拉应力加大;有时线路保养状况较差,道床捣固不符合技术要求,在冬季温度较低时,钢轨接头处如有空吊现象,重载列车通过时,会加重接头处疲劳作用,如图4所示。在上述两种使用条件下,热轧凸字部位受拉应力的作用,原始裂纹会迅速扩展,造成断轨。
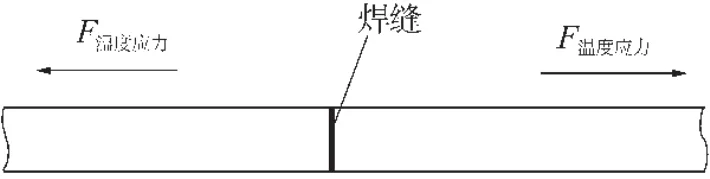
图4 温度应力对凸字焊缝影响
3 建议与预防
3.1修订钢轨订货技术条件及焊接标准
在现行TB/T2344-2012《43~75 kg/m热轧钢轨订货技术条件》中,并没有明确焊接钢轨的热标凸字距端部距离,为避免热标凸字对焊缝性能影响,建议修订钢轨订货技术条件,焊接钢轨凸字距端部至少200 mm,彻底避免轨腰凸字对焊后推凸的影响。同样在钢轨焊接时,如存在轨腰凸字与焊缝区域干涉的情况,建议提前对凸字进行打磨或锯切处理。这些都需要在钢轨焊接标准中加以规范。
3.2长钢轨焊接厂家
长钢轨焊接厂家在焊接生产过程中,对于现存及由于锯配轨产生的轨端凸字标识钢轨,建议提前对热标凸字进行打磨或锯切处理。同时,应对粗打磨岗位补充新的作业要求,检查接头轨腰凸字情况,如存在凸字焊缝时及时平顺打磨过渡。
3.3长钢轨使用单位
建议长钢轨使用单位,对已铺设在线路的热标凸字焊接接头进行必要的打磨处理,以避免裂纹引起断裂。严格执行铺轨锁定温度的规定,加强线路的养护,杜绝因温度变化产生超高拉应力。对已铺设存在热标凸字焊接接头,加强探伤检查,发现问题及时处理。
3.4推进焊后全断面打磨工艺
在现行钢轨焊接模式中,通常只对焊缝轨头和轨底区域进行磨削,焊缝轨腰区域的磨削没有引起足够重视。随着铁路钢轨焊接事业的发展,研发或引进现代化钢轨焊缝全断面打磨设备已经成为未来钢轨焊接的发展方向。武汉局、南昌局等焊轨基地已率先实现采用铣削或磨削对钢轨焊缝进行全断面打磨。
4 结论
(1)热标凸字裂纹,是焊后推凸过程中焊瘤热态金属受到凸字卡阻后产生的。裂纹深度不深,最大深度即为凸字厚度,机加工可消除。
(2)建议修订钢轨供货技术条件和焊接标准,从源头杜绝热标凸字对钢轨焊接的影响。
(3)限制稀土元素的加入量,避免钢轨的韧性急剧下降,保证钢轨焊接的使用性能。
[1]TB/T 2344-2012.43~75 kg/m热轧钢轨订货技术条件[M].北京:中国铁道出版社,2012:18-19.
[2]于宁,孙振岩,戢景文,等.稀土提高热轧珠光体钢轨使用性能的机理[J].稀土,2011,32(6):41-43.
Study on the thermal convex word fracture reason of the Rare earth rail welding
LU Jianfeng
(Weld Rail Depot of Hohhot Railway Administration,Hohhot 010051,China)
Service for half a year of rare earth welding occur two rail waist fractures in Jingbao railway,after the analysis,two faults are very similar,the source of crack by convex word(V)to welding to expand the rail fracture.Through the simulation test,because of the convex word of steel manufacturer exsit,in the process of rail welding after pushing convex,weld reinforcement on the edge of the hot metal is embraced by the flash of extrusion convex word together,forming a gap,the magnification for surface crack.After the subsequent transport and line using,crack propagates inwards and breaks in the end.The maximum depth of gap is the thickness of convex word,and machining can eliminate the crack.
rail;convex word;fracture;rare earth
TG457.1
A
1001-2303(2016)02-0094-03
10.7512/j.issn.1001-2303.2016.02.21
2015-09-16;
2015-10-12
芦建峰(1981—),男,内蒙古呼和浩特人,学士,工程师,主要从事钢轨焊接工艺研究及质量管理工作。
