包头西机务段和谐型电力机车C4修工艺方案研究
2016-12-06丁莉
丁 莉
(铁道第三勘察设计院集团有限公司机械环工处,天津 300142)
包头西机务段和谐型电力机车C4修工艺方案研究
丁 莉
(铁道第三勘察设计院集团有限公司机械环工处,天津 300142)
包头西机务段作为呼和浩特铁路局电力机车检修基地,随着和谐型电力机车更新换代,能够实现机车换代过渡时期机车的检修作业;根据研究年度任务量测算,针对既有直流机车检修设施、设备存在的问题,结合呼和浩特铁路局配属的和谐型电力机车机型以及检修技术规程,调整既有直流机车检修工艺流程,补充交流机车检修工艺;通过补强部分交流机车检修设备,实现直流机车与交流机车共用检修设施、设备;结合工程实例,利用既有直流机车中修设施及设备改造为和谐型电力机车C4修工艺方案。
机务段;和谐型电力机车;C4修;工艺方案
1 概述
根据中国铁路总公司运输设施设备修程修制改革的总体要求,为减少过剩检修,降低机车检修成本,提高机车运用效率,保证机车检修质量安全可靠,确定C1修至C3修由机务段承担,C4修实施集中检修,由各铁路局选取具备条件的机务段承担,无具备条件的机务段,由原规划检修基地承担,C5修由检修基地和太原铁路局、沈阳铁路局、北京铁路局、兰州铁路局承担,C6修由原路网性规划单位承担[1-2]。
呼和浩特铁路局自2013年10月开始陆续配属和谐型交流机车,截止到2016年2月底已经配属144台,其中包头西机务段84台货运机车,集宁机务段60台客运机车,目前先期配属的和谐机车已达到C4修走行公里。呼和浩特铁路局包头西机务段为路局电力机车的检修基地,既有直流机车中修4台位能力及配套设施,根据研究年度交流机车、直流机车配属测算,台位能力具备承担和谐型机车C4修条件。
根据呼和浩特铁路局2015年计划并报请中国铁路总公司批准,允许呼和浩特铁路局安排1台已达C4修的HXD2型交流机车试修。为保证机车的运用安全,结合已发生的机车故障,需要对包头西机务段既有检修设施及检修工艺进行改造,以满足新型机车检修需要。
2 既有中修设施存在的问题
2.1 既有能力未充分利用
包头西机务段既有电力中修4台位。近几年调入呼和浩特铁路局的直流电力机车互换配件型号杂、数量多,由于段内没有配套配件存放间,现状利用中修转向架间50%能力存放配件,造成目前包头西机务段中修工艺流程不畅,既有4台位能力只能利用一半,严重制约检修能力的发挥。目前包头西机务段C3修改造新建配件库正在施工中,待施工完毕可完全恢复转向架间,释放中修台位能力。
2.2 既有中修工艺流程不顺畅,检修效率、台位利用率较低
机车配件间占用能力,导致既有中修库4台位机车解体、组装与转向架解体、组装能力不匹配,4台位机车解体、组装与转向架解体、组装与轮对、牵引电机总成检修流程不顺畅,作业交叉干扰,检修效率极低,2014年包西机务段年中修直流电力机车80台,2015年中修90台,由于中修工艺流程不顺畅,检修过程占用时间较长,造成检修库停时间较长(8.5 d),台位利用率较低。
2.3 缺少和谐型机车检修的设施、工装、设备和工具
包头西机务段既有中修设施都是针对直流机车而配套,2014年在包头西机务段整备能力加强工程中,改造并配备了和谐型机车C3修以下修程的设施和工装设备,但缺少和谐型机车C4修需要的检测、解体、组装、试验等设施、设备,不能满足和谐型机车C4修检修需要。
3 机型、任务量及检修规程要求
3.1 配属机型
截止到2016年2月底呼和浩特铁路局配属和谐型机车144台,其中:包头西机务段配属69台HXD2货运机车,分别为2013年10月配属23台,2014年1月2日配属46台,2015年10月配属15台。截止到2016年2月底,和谐型机车新造后单台累计走行公里最高为556 941 km,目前已达到55万km。按照目前机车运用情况,HXD2型机车每月每台机车累计走行2万km,到目前部分机车已陆续达到C4修公里数(总公司发布的和谐型交流机车C4修程周期为50×(1±10%)万km,不超过3年)。
集宁机务段(呼和西车间)配属25台HXD3C客运机车,分别为2013年11月配属15台,2013年12月配属10台,配属35台HXD3D客运机车,分别为2014年6月配属5台,2014年10月配属10台,2014年11月配属2台,2015年3月配属10台,2015年9月配属8台。截止到2016年2月底,和谐型机车新造后累计走行公里最高单台为494 370 km,2016年1月预计达到49万km。按照目前机车运营情况,HXD3C型、HXD3D型机车每月每台机车累计走行1.8万km,到目前部分机车已陆续达到C4修公里数。
3.2 研究年度任务量
按照对呼和浩特铁路局运输能力配套研究测算,2020、2025、2035年呼和浩特铁路局需要配属和谐型机车将达到420、544、882台,需要直流电力机车中修1.2/0.6/0台位,和谐型电力机车C4修2.1/2.7/4.0台位[3]。
3.3 检修技术规程要求
根据中国铁路总公司HXD2型、HXD3D型、HXD3C型电力机车检修技术规程(C1修~C4修)中C4修检查要求[4],结合包兰线、大包线机车运行区段、运用条件及机车实际质量变化情况,确定检修范围和工艺必须满足机车主要部件总成解体下车进行检测、检修的技术要求。
(1)走行部检修要求:车轴、牵引杆、牵引支座、托盘、牵引销、法兰及牵引座筒进行探伤,需推出转向架,解体轮对电机、牵引杆、牵引支座及托盘、牵引销、法兰及牵引座筒等部件进行探伤作业。牵引电机、轮对、悬挂装置、牵引装置、基础制动装置及其附属件的检查、测量,需推出转向架到相应解体间及组装间进行分解、检查、组装、试验,并配备相应的分解、检测、组装、试验设备。
(2)牵引电机检修要求:轴承检测不合格或电机静态检测不合格时电机需解体检修,故需进一步配套解体电机的相关解体、检修、组装及试验设备。受现有作业区域不足的限制,需扩建检修区域,配备解体、组装、检测设备,满足和谐机车牵引电机的检修要求。
(3)辅助电机检修要求:辅助风机轴承更新,需辅助电机解体组装、更新轴承。辅助电动机及机组要进行电机空转试验、电机三相平衡试验及通电试验,需辅助机组下车入辅助电机检修区进行检测、试验,配备相应的解体、试验设备。受现有作业区域不足的限制,需扩建检修区域,满足和谐机车辅助机组C4修要求。
(4)车上变流器及变流装置、低压电器、网络及微机控制系统检修要求:主变流器、辅变流器、通用柜、空调装置、系统柜、安全设备柜、机车控制监视系统等部件集成度高,柜内电器元件排列密,受机车空间限制,在车上进行检测时无法对柜体背部元器件进行检测,需整体吊下进入电器配件检修间相应检修区进行检修。低压电器蓄电池须下车进行均衡充电,110 V电源装置、整机需进行试验,故需配备相应电器柜的试验设备。
(5)车顶高压电器检修要求:解体受电弓、主断路器、高压连接器、高压隔离开关等部件下车,进入高压电器检修区进行检修,因部分试验设备可与直流机车共用,故需改造既有SS4机车中修试验设备。
(6)制动系统部件检修要求:受车上空间限制,主压缩机、干燥器、制动柜内各模块及空气管路系统需下车进入相应检修间进行检修。空压机、干燥器需下车进行元器件的更新、油脂的补充及相应的测试。干燥器组装后还需进行空转试验,所以制动系统部件需车下检测与试验,并配备相应的检测、试验设备。
(7)车钩及缓冲器装置检修要求:钩尾框要求探伤,需对车钩进行下车、解体;缓冲器要求下车检修,HXD2、HXD3C、HXD3D要求测量缓冲器自由高度,HXD2要求更换缓冲装置,因此需配备相应的拆装设备。
根据以上和谐机车检修范围和工艺技术要求,确定了包头西机务段C4修原则为:不便于车上检查、检修、试验、保洁的主要部件均解体下车,并配备相应的分解、试验、组装设备,其他部件根据相关技术规程采用车上检测方式。
4 工艺方案研究
根据现状车库组合,调整配件存放位置,释放转向架检修能力,调整构架清洗位置,补充和谐牵引电机检修设施,释放空间为和谐机车辅机、构架检修间,对交流、直流机车部件共用检修的分间,力求近、远期结合,减少重复改造工程。
4.1 和谐型机车整车检修工艺流程
机车入段动态检测—整车走行部动态检测—库前预整备(排砂、排污、除尘、清洗)—入库解体、检测、检修、组装、低压试验(主要部件总成下车检测、检修、试验、保洁)—机车出库整车走行部动态复查、性能试验、交车[5]。
和谐型电力机车C4修检修作业流程见图1。
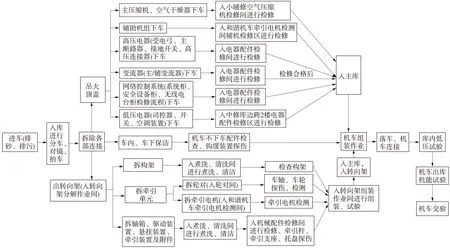
图1 整车检修作业流程
4.2 走行部检修工艺流程
中修库解体组装台位解体(转向架与车体分解)—推入转向架解体间解体构架走行部—各部件检测、检修、试验、保洁—转入转向架组装间组装构架走行部、试验—推入中修库解体组装台位组装(转向架与车体组装)。
4.3 牵引电机、辅助机组检修工艺流程
(1)牵引电机作业流程:转向架解体间解体牵引电机—转入牵引电机间吹扫、分解、检修、组装、检测、试验—转入转向架组装间组装牵引电机—试验电机轮对[7]。
(2)辅助机组作业流程:中修库解体组装台位分解辅助机组—转入辅机检修区检测、检修、试验、保洁—转入中修库解体组装台位组装辅助机组。
4.4 轮对检修工艺流程
转向架解体间解体轮对—转入轮对间保洁、探伤、检测—转入转向架组装间组装电机轮对、试验电机轮对—与构架组装[6]。
4.5 走行部机械配件检修工艺流程
转向架解体间解体走行部配件—转入清洗、煮洗间清洁—转入机械配件检修间检测、探伤—转入转向架组装间组装走行部配件。
4.6 车钩缓冲器检修工艺流程
中修库解体组装台位分解钩缓,就地保洁、检测、探伤、组装。
4.7 机车中部电器柜、上部高压电器检修工艺流程
中修库解体组装台位分解各电器机柜、车顶高压电器—转入电器配件检修间吹扫、保洁、检修、试验—转入中修库解体组装台位组装各电器机柜、车顶高压电器。
4.8 空气及制动系统检修工艺流程
中修库解体组装台位分解空气及制动系统—转入小辅修库空气压缩机检修间解体、检查、组装、试验、交验—转入中修库解体组装台位组装空气及制动系统。
5 设计工程实例
5.1 既有中修车库组合及流程示意
包头西机务段既有4台位中修库(96 m×56 m),既有直流机车电器配件检修间(96 m×21 m×2层),既有直流机车转向架解体组装间(78 m×27 m),既有直流机车备品配件存放间(78 m×24 m),配件库(96 m×15 m)、轮对间(78 m×18 m),既有机械配件检修、辅助电机检修间(78 m×18 m),既有清洗间(36 m×24 m),既有牵引电机清洗、直流机车牵引电机分解间(36 m×24 m),既有直流机车牵引电机组装、试验间(36 m×24 m)含电机浸漆间(18 m×12 m),既有喷漆库(12 m×14.4 m),以及检修办公房屋。
既有中修库平面布置见图2。
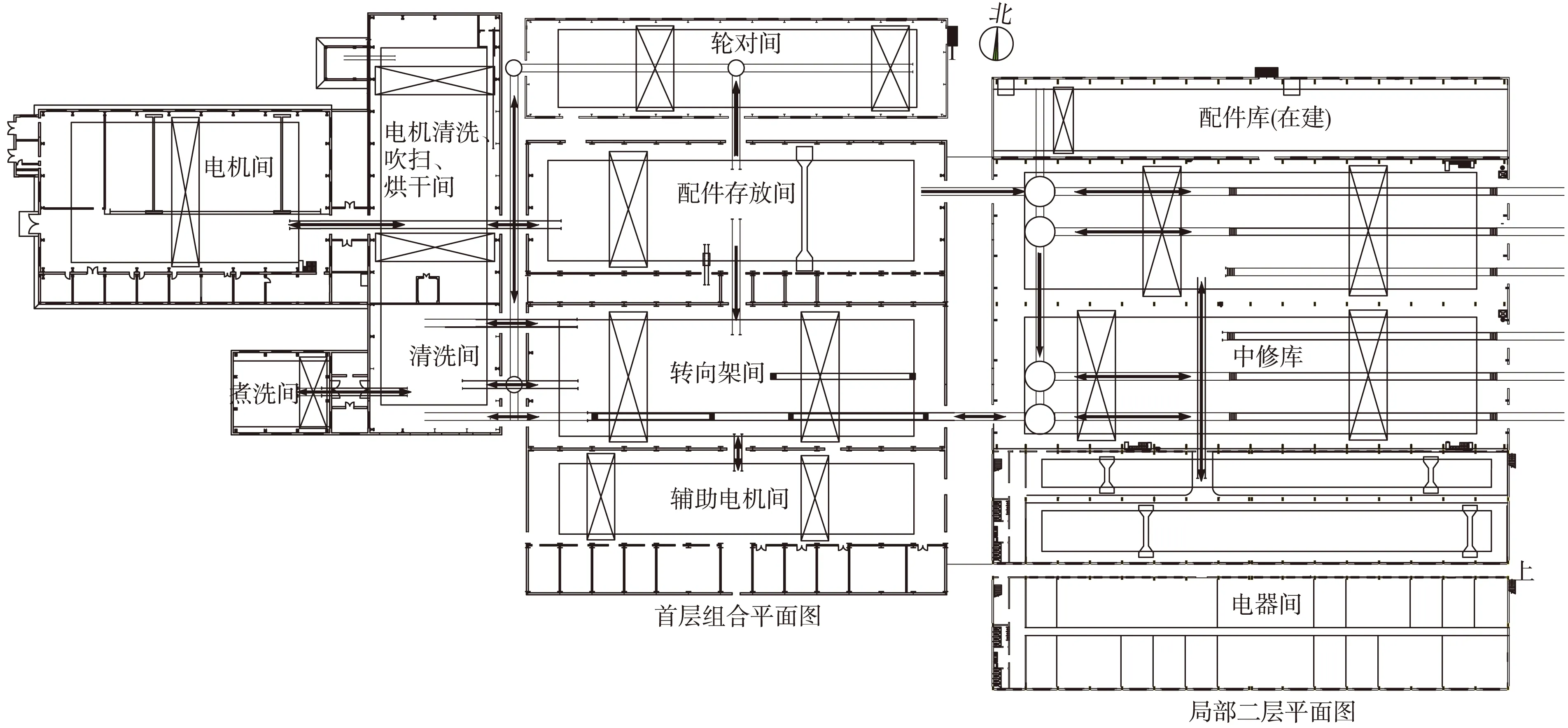
图2 既有中修库平面布置
5.2 改造后车库组合及流程示意
利用既有中修设施进行改造或接建,改造既有4台位中修库、电器配件检修间、转向架解体间、转向架组装间、轮对间、机械配件检修间、牵引电机检修间,接建转向架配件清洗煮洗间、和谐型机车牵引电机检测间,形成“一库、八间”的工艺布局[8]。
改造既有4台位中修库为和谐型机车与SS4型机车共用检修库,改造既有直流机车电器配件检修间为交、直流机车共用电器配件检修间,改造既有直流机车转向架解体组装间为交、直流机车解体间,改造既有直流机车备品配件存放间为交、直流机车组装间,改造既有机械配件检修、辅助电机检修间为交、直流机车机械配件检修间,拆除检修车间办公楼、质检办公楼,接建转向架构件清洗煮洗间,改造既有清洗间为委外转向架构架存放和探伤间,拆除牵引电机间辅助边跨、搬运组、煮洗间、变电所,接建和谐型机车牵引电机检测间(含和谐型及SS4型机车辅机检修、和谐型机车检测、浸漆作业间),在北锅炉房北侧新建检修职工间休待工间,接建喷漆库,改造既有电力小辅修库一层边跨空气压缩机检修作业区为和谐型机车主压缩机、辅压缩机共用检修间,其余配件库、轮对间、直流牵引电机检修间利旧。改建后形成和谐型电力机车C4修2台位、和谐型机车C4修与SS4型机车中修共用2台位的规模[9,10]。
改造后中修库平面布置见图3。
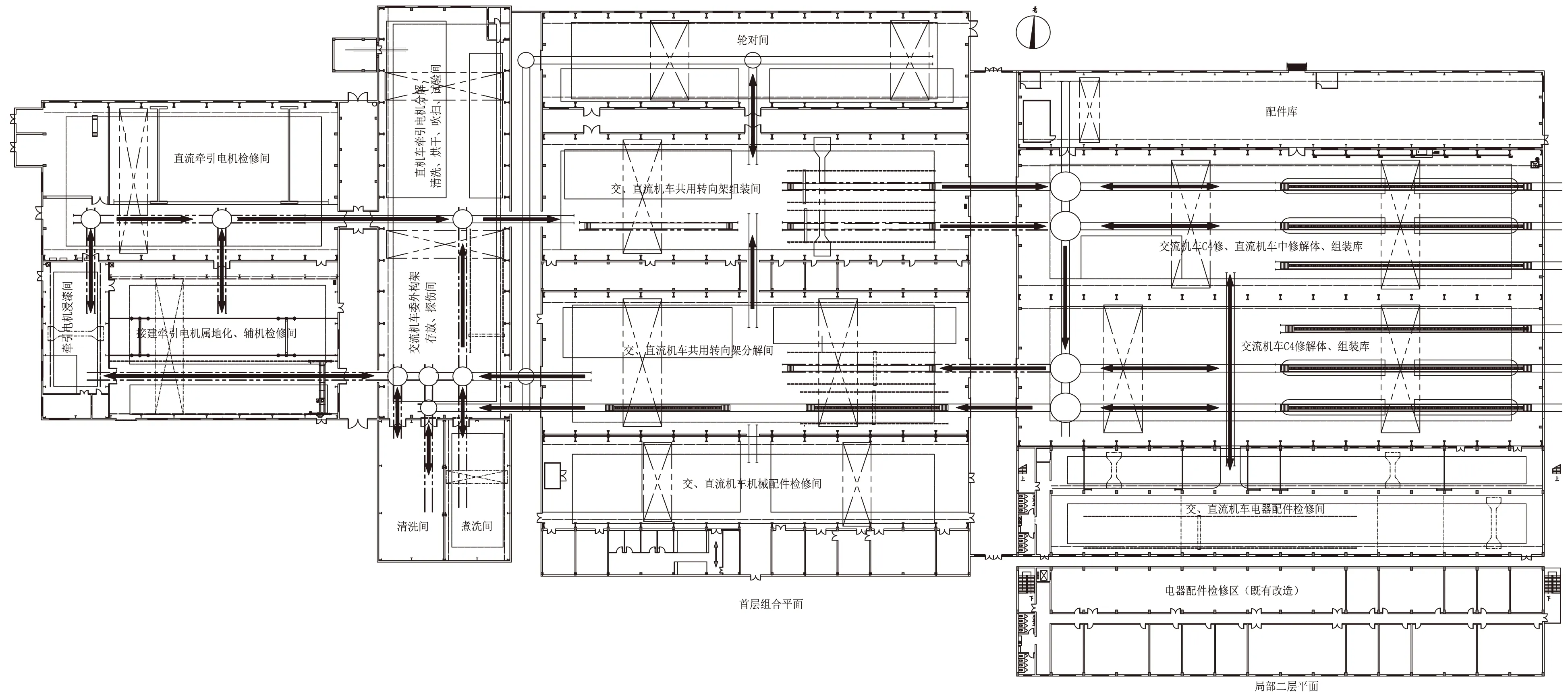
图3 改造后中修库平面布置
6 结语
根据铁总运[2015]30号文要求,对走行里程未达到60万km的机车按照新修程C4修实施集中修。随着呼和浩特铁路局和谐型机车数量的不断增加,考虑到呼和浩特铁路局机车实际运用状况以及运行1年半机车发生的故障统计(低压电器故障10件、控制系统故障2件、高压电器故障1件、走行部故障1件),结合检修技术规程,以及检修范围与工艺技术要求,通过改造调整工艺,达到流程顺畅、减少交叉、提高效率的目的,实现机车换代时期同时满足直流机车与交流机车共用检修设施的需要。随着交流机车的不断增加,直流机车将越来越少,直流牵引电机间和主要共用检修设施,如:牵引电机检修间、机械配件检修间、电器配件检修间、辅机检修间等为直流机车配件检修的区域可全部改造为交流机车部件检修。
目前包头西机务段C4修改造工程正在实施中,改造面积约为3万m2,是路内第一个完整C4修改造的机务段,笔者建议对段级改造C4修的机务段不同于基地检修,需注意的问题如下。
对不同修程(C3修与C4修)但共同检修范围的部件检修,存在共用检测、检修设备的情况,存在倒运距离过远作业不太方便问题。如包头西机务段的空压机及制动系统,在C3修、C4修时共用检测、检修设备,作C4修时解体后需要倒送到小辅修库,检测、检修完回送中修库组装。建议机务段针对这种情况可根据机车实际发生的故障率,配备足够的配件先更换后送集中检修,以保证检修作业质量,提高检修作业效率[11]。
[1] 薄海青.展望未来机车的维修模式[J].铁道标准设计,2010(7):117-121.
[2] 中国铁路总公司.关于公布和谐型交流机车修程修制改革方案的通知[Z].北京:中国铁路总公司,2015.
[3] 中华人民共和国铁道部.铁建设[2008]242号铁路机务设备设计规范[S].北京:中国铁道出版社,2009.
[4] 中国铁路总公司.HXD2、HXD3C、HXD3D型电力机车检修技术规程[S].北京:中国铁路总公司,2015.
[5] 邱建平.和谐型大功率机车检修基地车体直线与U型流水修的工艺比较[J].铁道机车车辆,2012,31(4):95-98.
[6] 胡湛.中修机务段转向架轮对间工艺设计的方案构想[J].科技交流, 2005(2):103-106.
[7] 李强.直线电机大架修车辆段检修主厂房工艺设计研究[J].铁道工程学报,2012(6):96-99.
[8] 李雨鸿,何世伟,李代坤,等.铁路货运机车检修布局优化研究[J]. 武汉理工大学学报,2013(5):78-83.
[9] 胡平.新建兰州北机务段中修厂房组合工艺方案设计[J].铁道标准设计,2013(7):1278-1300.
[10]周海凤.武汉和谐型大功率机车检修基地方案研究[J].铁道标准设计,2009(4):114-116.
[11]王正军.HXD系列大功率八轴交流传动重载电力机车最佳维修模式的探讨[J].电力机车与城轨车辆,2012(1):78-81.
Research on Harmonious Electric Locomotive C4 Maintenance Process Program for Baotou West Locomotive Depot
DING Li
(The Third Railway Survey and Design Institute Group Corporation, Tianjin 300142, China)
Baotou West Locomotive Depot, as the electric locomotive maintenance base of Hohhot Railway Administration, implements the maintenance works during the period of harmonious locomotive upgrading. According to the workload estimation of the study year, the existing DC locomotive maintenance processes are adjusted the processes for AC locomotive maintenance are added in view of the problems of the existing DC locomotive maintenance facilities and the maintenance technical specifications for the harmonious locomotives allocated in Hohhot Railway Administration. AC and DC locomotives sharing the same maintenance facilities are realized by reinforcing part of the AC locomotive maintenance facilities. With reference to engineering practices, the existing DC locomotive medium maintenance facilities and equipment upgrading are employed for C4 maintenance of harmonious electric locomotives.
Locomotive depot; Harmonious electric locomotive; C4 maintenance; Process program
2016-03-09;
2016-03-20
丁 莉(1961—),女,高级工程师,1983年毕业于天津轻工业学院机械专业,工学学士,E-mail:DL610819@sina.com。
1004-2954(2016)11-0153-05
U269
A
10.13238/j.issn.1004-2954.2016.11.034
