基于HyperMILL环境下五轴联动叶轮加工技术的实践教学研究
2016-12-05夏雨
夏 雨
(浙江工商职业技术学院 机电学院, 浙江 宁波 315012)
基于HyperMILL环境下五轴联动叶轮加工技术的实践教学研究
夏 雨
(浙江工商职业技术学院 机电学院, 浙江 宁波 315012)
在HyperMILL软件环境下,以整体叶轮为例,利用TOPNC VMC-C50五轴高速机床,提出一套对整体叶轮五轴数控加工工艺整体方案,并设计了加工路线、刀路轨迹、切削方式的等工艺参数,生成了整体叶轮的后置处理程序。加工结果表明:通过刀轨的检查与实际加工及时发现刀具跟零件之间有无过切,提高了叶轮加工的质量,提高了生产效率,对整体叶轮零件加工工艺方案制定具有实际指导意义。
整体叶轮; 数控加工; 五轴联动; HyperMILL
1 五轴联动数控机床
整体叶轮是高端装备制造中极为核心的部件,涉及军工、船舶、航空等各个行业中应用广泛,是典型的复杂的管道类复杂零件,整体叶轮的制造反映整个国家装备制造的整体水平,因此整体叶轮的制造水平衡量一个国家工业水平的发展。传统的叶轮加工方法是将叶片和轮毂采用不同的毛坯分别制造加工,最后通过焊接在轮毂上,用这种方法加工的轮毂技术落后,尺寸和精度难以保证。以工作界面涉及到空气和液体等介质,因此对工作面的加工精度和表面质量有较高的要求[1-3]。整体叶轮具有加工刀具路径约束较多、叶轮之间空间小等特点,造成刀具和工件容易干涉,是典型的难加工复杂曲面零件。本文以典型的整体叶轮的加工实例介绍基于HyperMILL的五轴数控加工技术,对复杂曲面整体叶轮进行加工仿真研究,并运用五轴机床完成实际整体叶轮加工,为合理规划整体叶轮加工工艺,提高叶轮的加工效率和加工精度提供实际参考[4-6]。图1为五轴联动数控机床照片。
图1 五轴联动数控机床照片
2 整体叶轮加工工艺方案
2.1 实例模型分析
叶轮的主要结构有叶毂、主叶片、分流叶片、叶根圆角等(见图2),整体叶轮的加工主要是针对这些结构的粗加工和精加工。叶轮的加工主要由五轴联动加工中心完成,若直接选用圆柱形毛坯加工,去除余量的时间太久,高档机床加工的用时太久、成本较高,所以先用数控车床去除大部分余量后,再安装到五轴联动加工中心上进行加工[6]。叶轮在五轴联动机床上的装夹可通过叶轮中心的孔和底平面用一个圆柱销和平台进行定位,在上部用螺栓和螺母进行夹紧。采用此方式固定装夹方式安全可靠,可以提高生产效率,且可以保证零件的位置精度,加工时间也大幅减少。
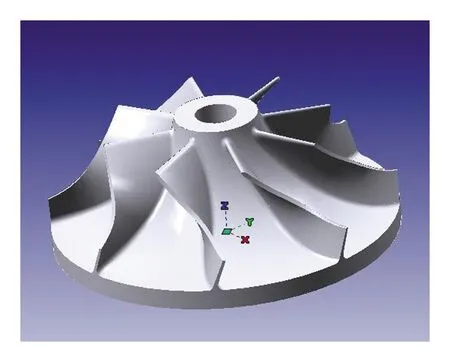
图2 整体叶轮模型
2.2 整体叶轮加工工艺分析
整体叶轮在切削的过程中容易变形,因叶片之间的距离很小,叶片整体太薄,切削用量的大小关系到整体叶轮表面质量,切削速度的快慢容易造成加工区域变形。根据以上原因,结合机床性能、刀具的性能、加工材料以及试切过程得出加工工艺参数[7],再结合HyperMILL中叶轮加工模块的刀路类型制定的加工工艺见表1。

表1 加工工艺表
3 模型加工编程过程安排
3.1 毛坯的建立
(1) 设定毛坯类型为圆柱体,零件材料为LY12铝棒,尺寸为Φ60×40 mm,零件长度和直径尺寸已在数控车床加工完成,在具体的加工过程中应根据零件的实际尺寸和毛坯来确定。整体叶轮的加工过程中,首先是叶轮流道粗加工,除了预留给半精加工的余量外,其他的加工余量全部去除,接着对叶片和轮毂半精加工和精加工,完成叶轮的全部加工。
(2) 五轴联动加工工序。采用HyperMILL软件加工叶轮,加工工艺必须符合加工刀路生成的要求,利用HyperMILL加工模块主要有3个加工策略:第一个加工策略是流道的粗加工,第二个策略是叶片精加工,主要包括主叶片和分流叶片,第三个策略是轮毂的精加工[8]。对叶轮进行整体粗加工,去除叶轮流道叶片之间的多余材料,留出半精加工和精加工的余量,接着对叶片和轮毂进行半精加工和精加工,直至完成整个叶轮的加工[9]。
(3) 整体叶轮加工运用TOPNC VMC-C50五轴高速机床。TOPN CVMC-C50为高速机床,数控系统为广州数控系统,该系统是为了实现数控加工所要求的高速、高精度和高效加工开发的高可靠性数控系统,该系统运算速度快,程序传输准确可靠,采用高速处理器、伺服系统及CNC模块,完全支持五轴机床高速加工,具有很高的机械加工效率。
3.2 整体叶轮加工步骤的划分
按零件图纸尺寸的要求,确定毛坯的尺寸,尽可能节约材料,去除多余材料使加工时间越少;依据保证加工精度和效率的原则,把整体叶轮按照加工的设备划分为数控车加工、钻孔、攻丝和五轴联动加工等几个加工步骤[10]。
(1) 数控车加工、钻孔和攻丝阶段。为了使叶轮能够在五轴联动机床上一次加工成形,减小多次装夹造成的误差,利用数控车床把毛坯加工成形,加工过程的程序为:
数控车程序
O0010;
M03 S1200;
T0101;
G00 X65 Z2;
G73 U20 R5;
G73 P1 Q2 U1.5 W0.02 F0.15;
N1 G01 G41 X20 F0.2;
Z0;
……
N2;
G00 X100 Z150;
M30;
(2) 整体叶轮工序安排。运用HyperMILL在整体叶轮五轴联动加工中心的粗加工方案一般为五轴模块化,加工过程中注意刀具和工装方向,装夹位置要合理,避免刀具与夹具碰撞。同时注意进刀和退刀的方向,退刀要退出工件模型之外,避免撞刀。在对叶轮根部清角加工过程中,要设置合理的进刀和退刀方向以及距离,装夹位置合理,避免刀具与夹具碰撞[11-12]。
HyperMILL在五轴联动加工中有专门的叶轮加工模块,在进行粗加工中叶片之间的流道尺寸尽可能选用尺寸大的刀具,伸出的长度也不宜过长,只要满足加工深度要求就可以。本整体叶轮选用Φ6R1mm的锥型铣刀,使用叶轮加工模块对整体叶轮进行开粗,去除多余材料。
整体叶轮切削加工中精加工针对4个区域:叶毂、主叶片、分流叶片和叶根圆角。叶毂、主叶片、分流叶片部分选用ΦD3R1.5和ΦD2R1.的选择带锥度的球头刀进行加工,锥度有利于提高刀具的刚性,叶根圆角采用ΦD3R1.5、ΦD2R1的球头刀进行加工。
(3) 整体叶轮五轴加工刀路轨迹。整体叶轮由HyperMILL软件完成加工,通过对整体叶轮模型的分析,按照软件叶轮加工模块设定加工策略和加工方法,合理选取刀具和切削用量,优化加工刀路轨迹,对整体叶轮生成轨迹图[13-14],见表2。
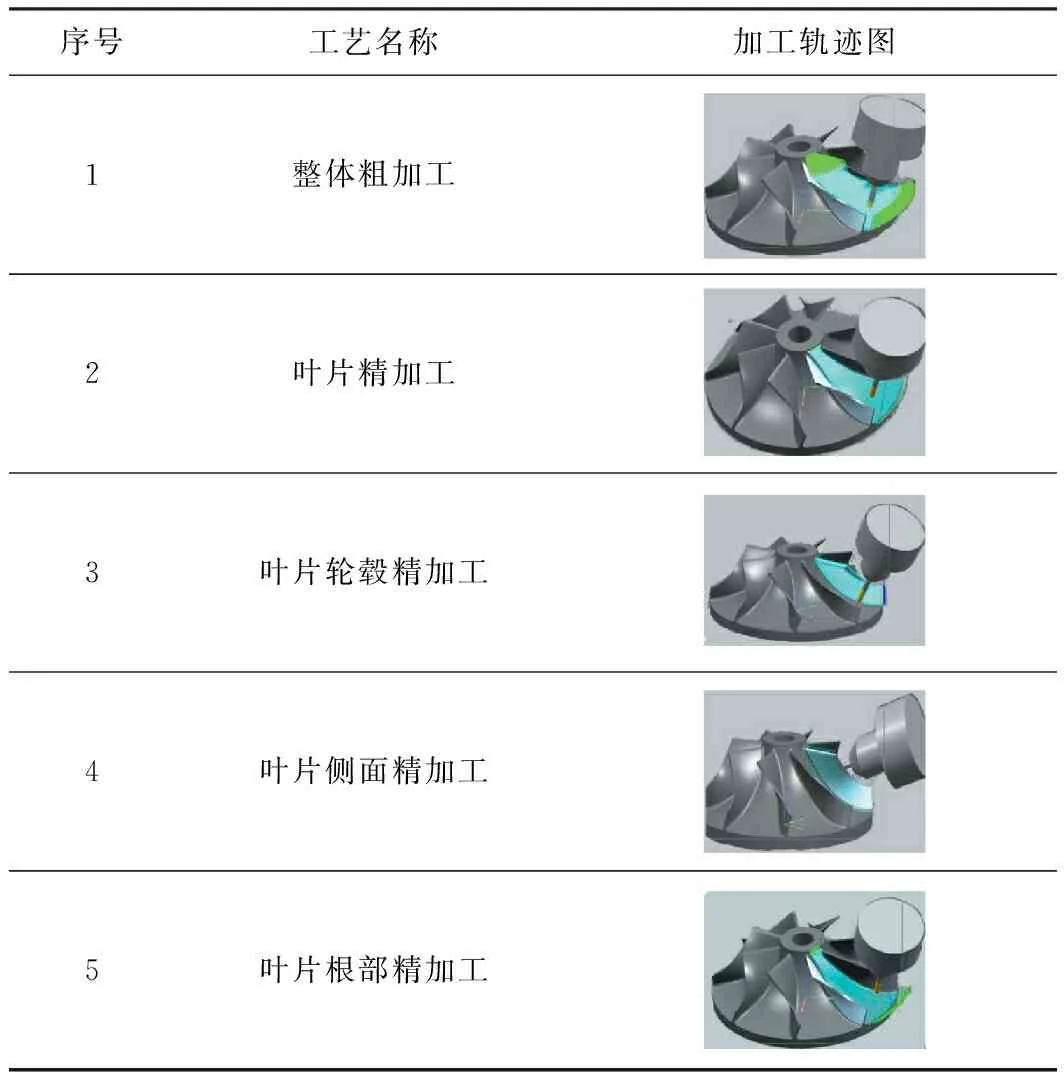
表2 HyperMILL整体叶轮加工轨迹图
(4) 叶轮加工代码生成。HyperMILL提供了一个专门的后处理定制工具软件模块——hyperPOST,它可以方便地帮助用户定制某些特有的NC控制系统的后处理驱动,根据本机床的坐标系和旋转轴的模式,根据广州数控系统的机床模块设置后置处理器,转换成广州数控控制系统格式的后置处理,将刀路文件转化成机床识别的NC代码。
(5) 叶轮仿真加工与实体验证。通过软件仿真可以模拟加工真实环境、刀具加工路径和切除材料完成后的零件,并与实际零件图对比,检验程序是否正确与可靠。在HyperMILL-CAM环境下对刀路轨迹仿真,对刀具选择、走刀路线的正确性做出判断[15]。通过刀具干涉和碰撞检查,可以提高程序和机床的安全性。由于五轴加工中心机床旋转部件多,运动复杂,程序后置完成后对加工的验证十分关键。为了提高五轴加工的应用水平和编程效率,必须提高仿真加工的实际应用水平,对于当前市面上很多的五轴机床,型号不同,机床尺寸也不同,HyperMILL自带仿真模块难以完成实际仿真。集成专业的数控加工仿真软件Vericut集合了市面上主流的机床型号,并且可以根据机床实际尺寸量身创建一台机床模型,实现机床加工过程的运动仿真。整体叶轮的仿真加工可划分为4个工序,数控车床—钻孔—攻丝—叶轮加工,在加工过程中应注意先后顺序,按照工艺表中进行加工。
通过TOPNC VMC-C50机床完成零件的加工,如图3所示。通过精度测量表明:运用HyperMILL-CAM软件编制程序与加工路径,并运用仿真加工,加工结果与实际加工出的零件结果一致,经检测零件精度符合图纸要求,经检验合格。

图3 叶轮加工图
4 结语
整体叶轮零件是特殊的零件,其特点是结构复杂,加工难度大,尺寸、位置、表面粗糙度等加工精度要求较高,整体叶轮工作环境对制造的水平要求较高,加工质量直接影响整体叶轮的工作性能。因此,要制造出性能与质量很高的整体叶轮,不仅取决于毛坯的材料性能,加工工艺和制造方法也同样重要。
References)
[1] 殷业财,吴波,隋金玲,等. UG环境下五轴联动双主轴车铣复合技
术的教学实践[J].实验技术与管理,2015,32(10):56-59.
[2] 秦录芳,孙涛,时四强,等. 基于UG的整体叶轮数控加工仿真研究[J].组合机床与自动化加工技术,2015(11):98-101.
[3] 曲鹏文. hyperMILL自动编程五轴刀路产生方式[J].航空制造技术, 2010(3):98-99.
[4] 陈文涛,夏芳臣,涂海宁. 基于UG&VERICUT整体式叶轮五轴数控加工与仿真[J].组合机床与自动化加工技术,2012(2):102-104.
[5] 张云玲. 基于HYPERMILL叶轮模具母轮加工方法的研究[J].组合机床与自动化加工技术, 2013(5):34-36.
[6] 陈章伟,曲鹏文. 开闭式叶轮加工专业解决方案hyperMILL[J].CAD/CAM与制造业信息化, 2010(4):37-40.
[7] 宋放之,童华强,宋小春. 数控机床多轴加工技术实用教程[M].北京:清华大学出版社,2010.
[8] 陈秀梅,杨庆东,钟建琳,等. 用MasterCAM实现五轴加工仿真[J]. 北京机械工业学院学报,2002(2):1-5.
[9] 于斐,蒋玲玲. 基于VERICUT的整体叶轮五轴联动数控加工仿真[J].机械设计与制造,2010(7):159-160.
[10] 张文祥,韩江. 基于HyperMILL 的整体叶轮五轴数控加工[J].制造技术与机床,2012(6):125-127.
[11] 章泳健,陈朱杰. 汽轮机叶片五轴加工编程与仿真研究[J].常熟理工学院学报, 2012(2):76-80.
[12] 虞俊,宋书善,黄俊刚. UG NX数控多轴铣削加工实例教程[M].北京: 机械工业出版社,2015.
[13] 陆启建,褚辉生. 高速切削与五轴联动加工技术[M]. 北京: 机械工业出版社,2011.
[14] 杨明莉,吕永海,刘三明,等. 离心泵叶轮五轴加工编程及仿真研究[J].组合机床与自动化加工技术, 2015(2):132-134.
[15] 陈雪,张立伟. 基于五轴万能复合加工中心的叶轮加工工艺方案[J].新技术新工艺, 2015(11):17-20.
Practical teaching research on processing technology of five axis linkage impeller based on HyperMILL environment
Xia Yu
(College of Mechanical and Electrical Engineering, Zhejiang Bussiness and Technology Institute, Ningbo 315012, China)
Under the environment of HyperMILL software, taking integral impeller as an example, it forwards a set of general scheme of five axis NC machining technology of integral impeller by using VMC-C50 TOPNC five axis high speed machine tool. It also devises the processing route, tool path, cutting process and other technological parameters to generate the post processing program of integral impeller. The result of the test shows that it can improve the production efficiency by improving the quality of impeller machining through the examination of the tool path and timely discovery of whether there exists over cut between the tool and the part. The test result mentioned above has practical guide for the formulating of the processing technology program for integral impeller.
integral impeller; NC machining; five-axis linkage; HyperMILL
10.16791/j.cnki.sjg.2016.11.018
2016-04-19
浙江省软科学项目(2013C35083);浙江工商职业技术学院科研项目(2015Z02);浙江工商职业技术学院教改项目(Ktjg201522)
夏雨(1979—),男,江苏苏州,学士,讲师,主要研究方向为先进制造业、高等职业教育研究.
E-mail:xyzjnb@163.com
G642.0;TG519.1
B
1002-4956(2016)11-0071-04
