数控批量加工进度多信息集成的自动采集方法探讨
2016-12-03邱志雄
邱志雄
(广东机电职业技术学院,广东 广州 510000)
数控批量加工进度多信息集成的自动采集方法探讨
Automatic collection method of information integration in the process of numerical control batches processing
邱志雄
(广东机电职业技术学院,广东 广州 510000)
随着科技的不断发展,需对产品设计和加工上加大力度,但目前大批量数控加工件数的信息采集很难得到保证,尤其精准度更加难掌控,伴随而来的是报废数、返工数大大增加,由于产品数控加工信息内容过于简单,导致很多问题的发生。随着数控加工慢慢的发展,对加工信息进度提出了很多方案,通过各种方案后进行筛选分析后,选择信息集成的批量工件数控加工进度自动采集,该自动采集方法是通过加工启动讯号、加工过程、加工结束、相关信息参数等进行产品质量检测,同时伴随着逻辑判断和准确分析得到准确数据。通过此次方法可以快速采集加工数、返工数、未完成数、良品数、报废数等企业运营的一些数据,通过本文的详细阐述,该项技术可以准确采集到产品批量加工的详细数据,对未来数控加工有很大帮助。
加工进度;自动采集;多源信息
在车间进行管理和优化时,批量产品数控加工进度信息自动监控是一项重要内容,其中加工进度信息自动监控中加工数、返工数、未完成数、良品数、报废数都可查询是否达到技术标准,管理和操作相关人员可实时的监控工件加工信息,此类数据快速获得后,可保证整体工作按时进度,并缩短加工时间,整个生产流程的优化,为设备提供最佳效率,通常情况下,批量加工产品采用加工完产品后进行数据统计,该项数据作为加工进度信息,这种方法运用较多。一般自动化程度相对较高的企业采用的是条码信息技术,通过无线射线识别技术准确获得加工状态,实时采集各种数据,实现了加工制造与企业资源数据的集合,该项技术运用帮助制造业实现数字化管理。本文介绍的一款PLC机械加工数据系统,可快速将零件加工数、上下线进行记录,并让管理层能快速掌握实时数据。
为了达到较为混乱的加工件详细信息进度,一些数控机床通过对每个加工件的功率进行数据记录,并统计加工信息。机床加工功率信息采集通过机床运行过程的功率信息,将每个工件的功率信息和周期特征进行记录,将得到数据进行分析,获取相应的加工状态,加工进度信息自动获取系统如图1所示。
目前针对批量产品数控加工进度信息自动监控获得了很大成效,但是在一些其他方面还是不足:①获得单方面信息进行数据分析和收集,导致数据很难准确。②批量产品数控加工进度信息自动监控中,现在的一些方法无法将成品加工与返修加工进行区分,在加工数字上很难将这部分数据去除掉,结果会造成数据过大,影响成体数据。本文批量产品数控加工进度信息自动监控进行优化,可以更好解决该问题。
1 面向批量工件数控加工进度信息的多源信息分析
大批量的工件进行数控加工,加工信息进度可以直接反应出影响因素,因为批量产品数控加工进度信息自动监控是车间内信息的重要内容,它直接影响车间内的安全进行,整个数控加工状态可直接反应出目前加工状态,并通过数控机床的起始状态、加工循环
状态,可以快速反应出加工件的完成状态,根据数控加工信息和信号、数据准确获得加工准确率和效率,虽加工和返工存在着很大缺陷,但经过加工信号可有效进行记录。
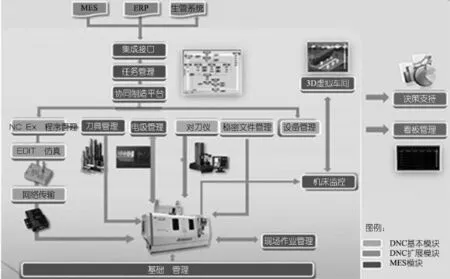
图1 加工进度信息自动获取系统
对于相同的数控加工系统,在加工参数的相同情况下,相同加工件进行加工时,加工功率大体上几乎相同,在机械加工过程中,机械加工的传输功率直接反应出机械工件的整体状态,返加工和正常加工相比,通过在数控加工中功率和切削上存在很大差异,实际功率也会通过加工件的特征表现出来。
通过此次数控加工启动/停止信号来进行功率信息汇总,并根据批量加工件表现出种种信息,可以有效将返工数进行区分,从而达到数控加工的准确信息,但是往往集成数控加工很难判定工件是否可以到达目标要求,根据客户和企业最新消息,整体工件的质量是工艺的最佳表现,所以要求集中质量信息可以将产品进行分类,将产品自动分为报废品、待维修品、合格品。
此次研究的批量加工数,可以直接反应出产品完成率。通过产品不同种状态信息可以实时监控产品加工效率和进度,这些加工数据可随时调整加工状态,并合理分配任务,提高机台使用效率。
2 基于多源信息集成的批量工件数控加工进度信息自动采集方法
源于多种信息而集成的自动监控技术,可以促进批量加工件顺利完成,并可得到相应数据信息进行分析。解析一些传输功率为加工提供强有力保障,并需要质量数据作为前提,将产品公差做到最佳标准,根据加工信息和系统自动获取记录,通过系统逻辑进行分析后得出结论。
3 批量工件数控加工进度信息自动获取系统
结合上述方法进行开发批量工件加工信息自动获取,其内部整体结构如图2所示,该硬件设施包括功率传感器、电子转换器、多种信息相互交流,产品质检设备等。
我们常见的数控机床都会有通信接口,每个通讯接口都可与多功能信息硬件进行连接,方便自动数控机台的操作,通过机台中传感器的快速传递,将系统内的功率信息进行相互转化,并时刻可查到批量加工件的情况,质检仪器对批量产品进行检测后得到详细数据,这些数据通过系统进行分类处理,并将该数据进行存储和分析。通过加工件进行加工后得到的数据,进行整体数据集中,获取整体加工进度,如图3为批量工件数控加工进度自动获取框架。
(1)通过该硬件为整个系统提供了方便快捷的服务,功率传感器为批量加工得到了准确的数据,无线测量仪器也为工件质量提供了保证,多功能信息监视
系统为整个数据提供良好的平台。

图2 加工进度信息自动获取系统硬件结构
(2)该数据通过多功能信息相互转换来进行控制数控机床、互感器、无线测量仪器等高精密仪器,这些设备集成了所有设备优点进行管控并加工该工件,为了确保产品工件的质量和数据的准确度,本次数控机床采用PROFIBUS为传输介质,将传输的数据进行转换,当数控加工工件加工时,工件加工进度会自动向数控机床传输指令,这时该系统就能以固定模式分析机床内的数据状态,并进行相应的数据分析。
(3)数据在进行存储过程中,需要有大量数据作为依据参考,由于目前一些设备实时功率较大,导致数据库很难承载,这些会直接影响该系统的正常运作,所以在数据存储过程中,会采用TXT格式进行数据存储,该格式优点是可存储大量数据,并准确进行记录。
(4)当该项数据经过分析后传输到操作人员或相应的管理层,这些数据可进行查阅和存档,方便后人作为经验参考,并根据这些做出相应的优化。
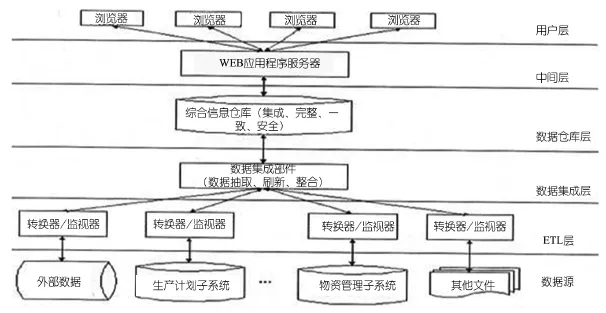
图3 批量工件加工进度信息自动获取系统整体框架
4 结束语
本文简要论述了大批量数控加工件数的信息自动采集运用,大批量数控加工件数的信息自动采集仍需不断地改善。创新需高技术人才,采用合理方式和管理手段,才能促进大批量数控加工件数的信息自动采集的发展。加强人员素质,提高信息使用才能促进大批量数控加工件数的信息自动采集。我们要不断总结经验,改善方法,才能使我国信息技术健康稳定的发展。大批量数控加工件数的信息自动采集在以后每个信息企业中应用越来越广泛,对我国经济建设起到重要作用。为了增强大自动采集运用,必须在一定程度上加大批量数控加工件数的信息自动采集力度,为社会赢得一个良好的环境。
[1] 刘卫宁,黄文雷, 孙棣华,等. 基于射频识别的离散制造业制造执行系统设计与实现[J]. 计算机集成制造系统,2007, 13(10)∶286~287.
[2] 鄢 萍, 李 超,刘 飞. 一种基于宏指令的数控加工进度采集方法[J]. 重庆理工大学学报:自然科学版,2010, 24(6)∶ 18~19.
[3] 贾 顺, 唐任仲, 吕景祥. 基于动素的切削功率建模方法及其在车外圆中的应用[J]. 计算机集成制造系统,2013, 19(5)∶1 015~1 016.制造执行系统设计与实现[J]. 计算机集成制造系统,2007, 13(10)∶286~287.
[2] 鄢 萍, 李 超,刘 飞. 一种基于宏指令的数控加工进度采集方法[J].重庆理工大学学报:自然科学版,2010, 24(6)∶ 18~19.
[3] 贾 顺, 唐任仲, 吕景祥. 基于动素的切削功率建模方法及其在车外圆中的应用[J]. 计算机集成制造系统,2013, 19(5)∶1 015~1 016.
(R-03)
无人机轻量化趋势助推工程塑料行业发展
近年来,无人机产业得到了快速发展,并逐步确定了其市场格局。与此同时,工程塑料作为一种性能优异的高分子材料,逐步取代了原有的金属材料,并应用于无人机的材料构成中。
无人驾驶飞机简称“无人机”,英文缩写为“UAV”,是利用无线电遥控设备和自备的程序控制装置操纵的不载人飞机,正在实现帮助人类完成大量的空中作业,包括喷洒农药、送快递、航拍、电路巡检、远程勘探、娱乐体验等应用方向。
随着时代的进步,无人机不再是专业用户的特属,也逐步走近了普通用户的生活。而工程塑料也逐步取代了原有的金属材料应用于无人机的材料构成。
工程塑料是一类可以作为结构材料在较宽的温度范围内承受机械压力,在较为苛刻的化学和物理环境下使用的高性能高分子材料。它是一类强度、韧性、耐热性、硬度、以及抗老化性能均衡的高性能材料,被广泛应用于工业零件和外壳材料。
无人机的机身、机翼、护翼、起落架等部件都可以使用工程塑料,除了可以节约成本之外,还具有金属不具备的优势,如:减轻机身重量,提升续航能力;降震减噪,提升整机抗冲性能;减少金属材料对远程信号干扰;简化成型工艺,提升产品结构设计灵活性。
摘编自“中国塑料技术网”
(R-03)
TQ330.41
1009-797X(2016)22-0038-03
B DOI∶10.13520/j.cnki.rpte.2016.22.014
邱志雄(1976-),男,本科,主要从事数据加工等方面的研究工作。
2016-09-18
