某金矿浮选工艺改造实践
2016-12-02任向军
任向军
(山东黄金矿业(莱州)有限公司焦家金矿)
某金矿浮选工艺改造实践
任向军
(山东黄金矿业(莱州)有限公司焦家金矿)
为提高某金矿浮选回收率、稳定并改善金精矿品位,实现选厂效益最大化,针对原矿石性质变化、快速浮选段不能发挥快速浮选作用、扫选1泡沫返回粗选作业后部分有用矿物不能得到有效回收等问题,对浮选工艺进行技术改造。通过应用基于泡沫图像处理技术和液位协同控制技术控制快速浮选等措施,金精矿质量得到较好的控制。生产实践结果表明,技术改造后,金精矿品位提高4.25 g/t,富集比提高2.32,金回收率提高0.33个百分点,合计创造经济效益936.5万元,可为类似金矿选矿工艺改造提供参考。
金回收率 泡沫图像处理 液位协同技术 快速浮选
某金矿新建选厂经过几次扩产改造后,处理能力可达到10 000 t/d,2013年全年金选矿回收率93.46%,生产指标与以前相比得到较大改善。但因控制问题,快速浮选段不能很好发挥作用, 金精矿品位长期低于60 g/t,返金比低,制约综合回收率的进一步提高;扫选1泡沫返回粗选作业后,部分有用矿物不能得到有效回收;同时黄金价格低迷,选矿成本压力较大。为继续突破生产瓶颈、贯彻落实降本增效,通过提高选矿回收率和金精矿品位,实现选厂效益最大化。
1 工艺现状及存在问题
1.1 工艺现状
某金矿选厂采用快速浮选—1粗1精2扫工艺流程,快速浮选、粗选和扫选采用KYF-100型大型圆形浮选机,数量分别为1台、3台、5台,精选采用KYF-8型浮选机。选矿工艺流程见图1。
1.2 存在问题
(1)随着井下持续开采,各矿区情况复杂,出矿点多,金品位波动大,矿石性质发生变化,原矿中硫化矿、氧化矿共存,对选矿指标造成一定影响,选矿指标不甚理想。
(2)原矿工艺矿物学分析表明,原矿中S含量约1.0%,矿石中最主要的硫化物为黄铁矿。矿石中金与硫化物的嵌布关系十分密切,粗粒黄铁矿是金的最主要的载体矿物。同时矿物中不含其他有害元素,矿物单体解离后容易富集,适合采用快速浮选进行回收。但目前快速浮选主要依靠人工设定泡沫层厚度、充气量,通过人工实时观察泡沫状态进行生产调节。受操作人员工作经验、判断标准、操作活动范围等因素制约,快速浮选泡沫无法保证在一个最佳状态下溢出,泡沫产率和品位波动较大,不能很好控制最终金精矿品位,导致返金比较低,不能收到最大效益。
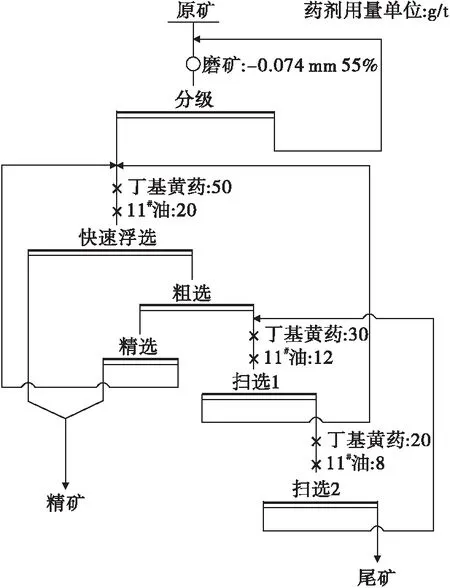
图1 原浮选工艺流程
(3)1#快速浮选浮选机和1台粗选浮选机(2#)在一个平台上,共用同一个液位计控制液位,生产过程中为保证精矿质量,需要严格控制快速浮选精矿,生产过程中一旦出现液位波动,容易造成快速浮选槽泡沫量不稳定,直接影响产出精矿质量,不能发挥快速浮选“能收早收”的作用。
(4)综合考虑回收率、外加工费用及返金比,精矿品位在63 g/t左右时经济效益最高,而2013年金精矿品位平均为58 g/t。
(5)流程考察发现扫选1精矿金品位2.25 g/t,硫含量1.62%,其中+0.15 mm粒级含量6.14%,金品位10.81 g/t,占总金的29.56%。这部分矿物返回粗选后部分矿物因颗粒较大可能再次损失于尾矿中。
因此有必要对浮选药剂制度及工艺进行改造,进一步理顺流程,提高浮选回收率,使精矿品位达到最佳,提高返金比。
2 技术改造
2.1 优化药剂适应矿石性质
通过浮选药剂制度探索试验和工业试验优化药剂制度,采用捕金灵+Y98组合药剂代替原丁基黄药,在原粗选1#槽后增加药剂添加点。混合用药对该金矿出矿点多、性质复杂、矿物嵌布粒度不均匀、氧化率高的混合型矿石具有较强的适应性,捕收能力强,在保证精矿品位的情况下,提高了浮选回收率[1]。优化后,选矿工艺流程见图2。
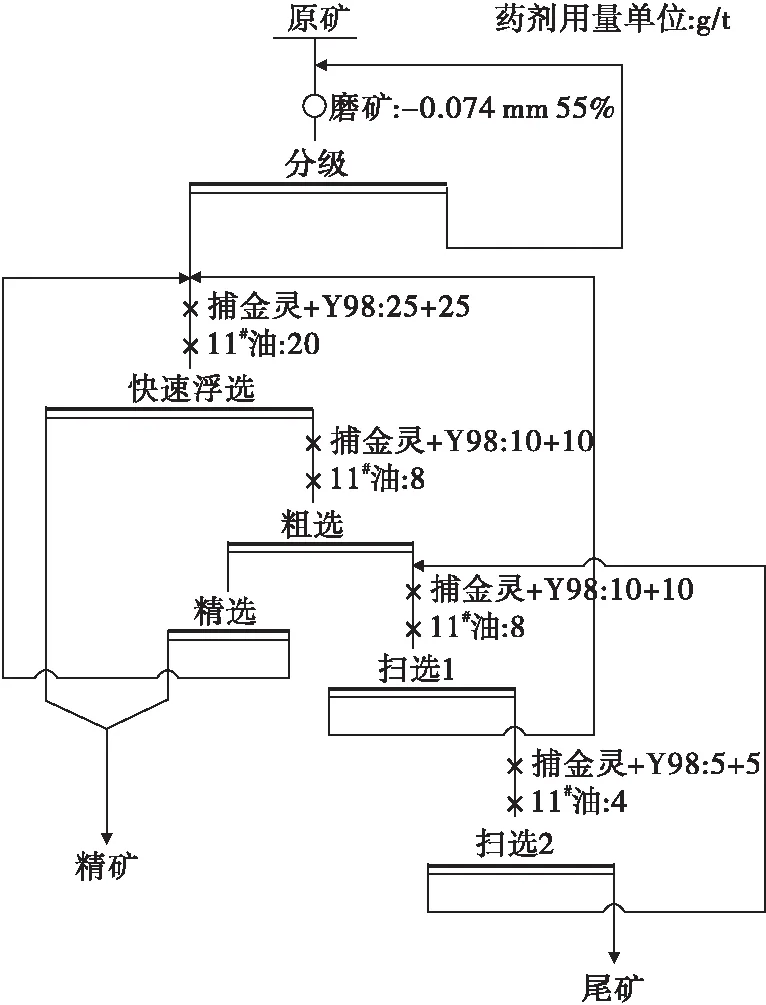
图2 药剂制度优化后选矿工艺流程
通过浮选药剂制度探索试验和工业试验确定了最佳药剂制度:捕金灵与Y98组合,用量比1∶1,总用量100 g/t,在原粗选1#槽后增加药剂添加点,添加比例5∶2∶2∶1。混合用药对该金矿出矿点多、性质复杂、矿物嵌布粒度不均匀、氧化率高的混合型矿石具有较强的适应性,捕收能力强,在保证精矿品位的情况下,提高了浮选回收率[1]。
2.2 控制快速浮选泡沫
应用基于泡沫图像处理技术[2]和液位协同控制技术[3]的浮选优化控制系统对快速浮选泡沫进行控制。
浮选泡沫图像处理系统可以实时获取浮选泡沫图像、连续对浮选泡沫图像进行处理分析,得到反映浮选泡沫状况的特征参数,并采用图像处理技术计算浮选泡沫物理参数(包括测量泡沫的移动速度、泡沫稳定性、泡沫大小分布),同时基于泡沫图像分析仪对泡沫移动速度的精准检测,可以实时检测泡沫移动速度。通过确定合适的泡沫移动速度,作为控制算法的调节设定值,以泡沫移动速度作为反馈。通过调节双锥阀开度的方式,使得泡沫移动速度得到稳定控制,再通过协同控制可以有效地抑制浮选液位波动的放大趋势,帮助浮选流程在遇到外部干扰影响时快速恢复,保证系统稳定运行[4]。
泡沫图像处理技术现场应用效果见图3,液位协同控制技术现场应用见图4。

图3 泡沫图像处理现场应用情况
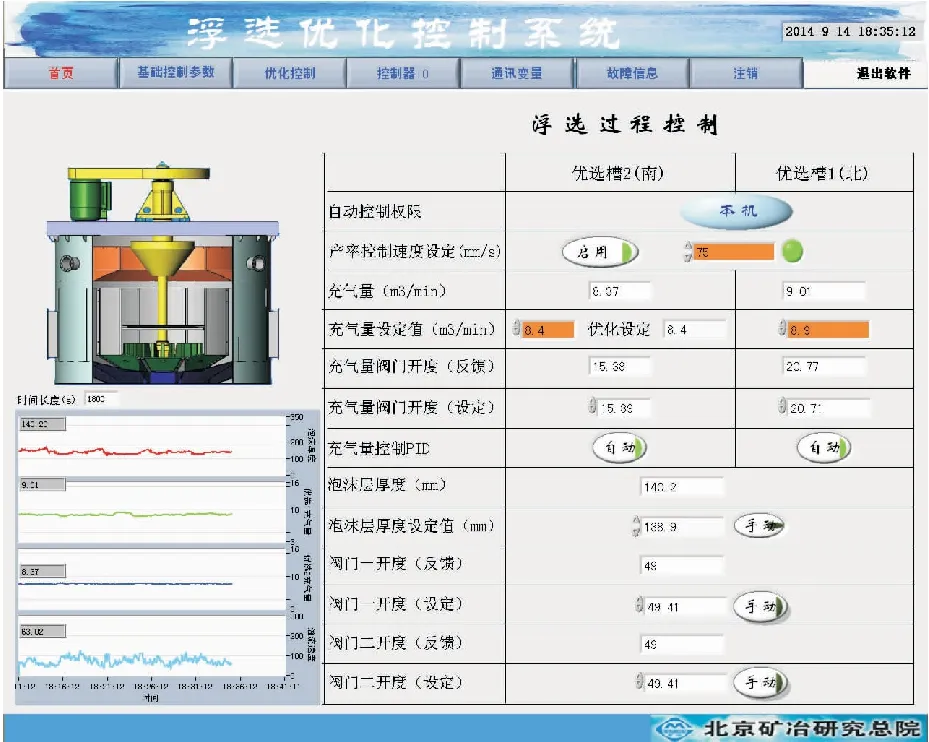
图4 液位协同控制技术现场应用情况
2.3 1#和2#浮选机改为快速浮选
根据该金矿石低硫易选的特点,通过管路改造,将1#粗选改为快速浮选,降低因控制因素造成的精矿质量下降幅度,进一步强化快速浮选作用。考虑到1#和2#浮选机共用一台液位控制器,因此将2#浮选机也改造为快速浮选,产出泡沫直接作为精矿产出。改造完成后,2#浮选机产出泡沫直接作为精矿进入精矿泵池。
2.4 改造溢流堰
快速浮选段增加一台浮选机,且扫选1泡沫返回到快速浮选,每台KYF-100星圆形浮选机泡沫溢流堰长度16.3 m。如果溢流堰全部溢流泡沫,会使快速浮选作业精矿产率过大,精矿品位难以控制;如果采用优化控制,精矿产率太小,快速浮选槽溢流堰会慢慢淤积矿物,渐变地抬高溢流堰高度。因此对两台浮选机溢流堰采用每段1.5 m废旧皮带进行部分加高处理,加高后每个溢流口宽控制在40 cm,达到控制精矿品位目的。
2.5 扫选1精矿返回快速浮选
扫选1精矿返回粗选时,其中部分含金矿物因颗粒较大可能再次损失于尾矿中。扫选1泡沫中金品位和硫品位均高于原矿,本着“能收早收”原则,通过管路改造将该泡沫返回到快速浮选作业,减少部分有用矿物损失[5]。
改造于2014年12月完成,经过1 a的运行,现场工艺稳定,富集比、浮选回收率、精矿品位等各项指标均得到改善。
3 改造效果
改造完成后,快速浮选段两台浮选机在风量基本稳定的情况下,通过基于泡沫图像处理技术和液位协同控制技术的浮选优化控制系统调节液面,较好地控制了精矿产量和精矿质量,没有出现因为液面波动造成精矿质量下降的现象。快速浮选段精矿金品位基本稳定在80 g/t,总精矿金品位基本稳定在63 g/t左右。改造完成后,快速浮选作业金回收率由原67%提高到82%;精选作业浮选时间进一步增加,精矿金品位进一步提高;扫选精矿改造完成后,泡沫中部分连生体在快速浮选段提前选出,降低了损失的可能。改造前后工艺指标见表1。

表1 改造前后指标对比
表1表明,改造完成后,在原矿金品位略有提高的情况下,尾矿金含量保持不变,精矿金品位62.5 g/t,富集比由原28.47提高到30.79,提高2.32;浮选回收率提高到93.79%,提高0.33个百分点。
4 经济效益
改造后,金回收率得到提升,金品位得到较好的控制,不但减少了精矿的外加工费用,而且增加了金的回收量,提高了经济效益[6]。精矿品位55.01~60 g/t时返金比为97.5%,60.01~70 g/t时为97.7%,加工费为380元/t。该金矿选厂2015年原矿处理量360万t,原矿金品位2.03 g/t,金精矿产率3.05%、品位62.5 g/t,尾矿含金0.13 g/t,金回收率提高 0.33个百分点,黄金价格按240元/g计算,由回收率提高产生经济效益565.5万元,因金精矿品位提高而减少外加工费用330.6万元,返金比提高创造经济效益40.4万元,合计936.5万元。
5 结 论
某金矿选矿厂采用捕金灵与Y98组合药剂代替原丁基黄药为捕收剂、增加加药点等措施优化浮选药剂制度,提高了金的回收率;利用浮选优化控制系统对快速浮选泡沫进行控制,有效抑制了浮选液位的波动,保证了浮选的稳定进行;将1#和2#浮选机改为快速浮选,尽早地回收了易选金;扫选1精矿返回快速浮选,减少了有用矿物的损失;技术改造完成后,富集比提高了2.32,金回收率提高了0.33个百分点,选矿指标得到改善,合计提高经济效益936.5万元,效果显著。
[1] 唐存柏,何小春.混合用药浮选在云浮硫铁矿的试验研究[J].有色金属:选矿部分, 2001(10):32-33.
[2] 梁栋华,于 飞,赵建军,等.BFIPS-Ⅰ型浮选泡沫图像处理系统的应用与研究[J].有色金属:选矿部分,2011(1):43-45.
[3] 孙 静,吴同春.基于泡沫、品位分析的浮选优化控制[J].现代矿业, 2015(9):73-77.
[4] 曾 荣,沃国经.图像处理技术在浮选过程中的应用[J].有色金属,2001(4):70-72.
[5] 朱穗玲,吴熙群,李成必.快速浮选新工艺研究与应用[J].有色金属:选矿部分,2003(6):1-5.
[6] 胡为柏.浮选[M].北京:冶金工业出版社,1981.
2016-06-25)
任向军(1986—),男,工程师,261441 山东省烟台市莱州市金城镇。
