以MES食品安全管理系统提升乳制品质量安全——光明乳业华东中心工厂案例
2016-12-01王剑铭
◆王剑铭 万 玮 / 文
以MES食品安全管理系统提升乳制品质量安全——光明乳业华东中心工厂案例
◆王剑铭 万 玮 / 文
随着工业4.0的高速发展及大数据时代的来临,传统的乳制品加工制造业正逐步转向智能化生产的方式。我们正快速迈入一个“万物皆数化”的时代,光明乳业公司本着技术创新、以消费者为关注焦点,食品安全第一的原则,勇于探索,适应时代的发展,以“数据价值化”为核心导向,建立MES食品安全管理系统,提升乳制品的食品安全质量,让消费者喝到放心奶。
引言
光明乳业股份有限公司业务渊源始于1911年。经过100多年的不断发展, 逐步确立以各类乳制品的开发、生产和销售为主营业务,是中国高端乳品引领者,中国乳业三强之一。其中下属华东中心工厂,作为世界最大的单体乳品工厂,设计能力年产能60万吨,引入国际最先进生产设备、工艺、管理体系及检测手段,是世界一流的大型综合性乳品生产基地。
近年来,随着乳业的竞争与发展,消费群体对乳品质量的要求日益提升。光明乳业产品的质量控制追溯系统注重升级与完善,以求能够做到实时掌握每一个工艺链的生产数据信息,让广大消费者在食用光明乳业产品时更加放心。同时公司敏锐地捕捉到了大数据时代带给行业的契机,充分利用信息通讯技术和网络空间虚拟系统相结合的手段,逐步将传统制造业向智能化转型。
1 MES食品安全管理系统概况
华东中心工厂积极主动对接“中国制造2025”和“互联网+”战略。紧跟工业4.0的潮流,依托工厂先进的自动化设备,根据实际的生产工艺流程控制规范,自筹资金,自2012年6月至2016年1月定制化开发华东中心工厂特有的智能化制造MES食品安全管理系统,即面向制造企业车间执行层的生产信息化管理系统。该系统采用了自动化领域最为先进的工业数据采集手段对生产过程中各项数据进行实时地、自动地、精细化地采集,同时广泛应用工业网络及移动网络手段进行信息的有效传递、汇总和分析,并以此为基础不断地对生产各个环节的运行和维护进行持续的微调和优化,以期实现效率的最优化。该系统目前处以国内食品业领先,为国际先进水平。
为保证食品的质量安全,需要全过程地跟踪食品生产加工中的信息数据。但以往在收集数据中遇到了很多大的障碍。初期,企业都是使用纸质记录以及半自动的电子记录来收集数据。但在实际生产过程中,在一人一机的情况,操作人员既要专注于生产,又要记录生产过程中发生的种种事件,实属不易,而MES系统解决了设备自动化的收集数据,让这些数据更加精确,更加及时,节约操作人员的时间,减少统计人员的工作量。现在随着“中国制造2025”理念的深入,MES系统也随之升级,从单个灌装车间逐渐覆盖到整个工厂,囊括了整个生产工艺链。从初级阶段的数据统计收集,逐渐发展到大数据时代的“万物皆数化”的阶段。通过数据挖掘,来实现食品生产的全面质量管理,真正实现PDCA循环。
2 MES食品安全管理系统设计开发
设计总体思路
2.1 传统系统方案:设备层与控制层部分相连,大量使用人工记录及统计,缺少与管理层的互联。其不足还包括:
——数据的记录和输入分离;
——存在二次录入,影响实时性和准确性;
——缺乏协同性,人力投入巨大;
——纠错、调整的隐形成本很高;
——书面数据记录在格式上缺乏扩展性;

图1 信息采集链
——非面向生产实况,而是面向表格,无法复用实时生产管理系统的数据。
2.2光明智能化解决方案
2.2.1核心思想
通过预处理管道之间(路径)连接和流量计实现业务关键点追溯的基本树型结点模型,再通过挂载手段实现检验报告和抄表记录的连结,实现完整的业务关键点追溯模型。同时以关键工艺链为核心,辅以辅助信息链,以网络为纽带,实现人、机、物的互联互通(参见图1)。
2.2.2 方案难点
其一,在光明乳业之前没有做过如此大规模的MES信息化系统,无先例可循。国际上智能化制造及工业4.0也是起步阶段,一些新的技术及理念需要逐步消化接受。
其二,工厂的设备多种多样,自动化程度存在较大差异,通讯协议不一,需要改造的设备数量比较多。
其三,现场一线员工接受程度比较低,对于新生事物有抵触情绪,认为是智能化设备抢人的饭碗,电脑来管理人脑。通过长时间的磨合,以及系统运行后,初见成效,在生产一线得到了良好的应用,对操作员工带来前所未有的便利性。同时因自动化改造而调整的人员,也得到了比较稳妥的安置。员工才逐步转变观念,开始接受并运用这个系统。
3 MES食品安全管理系统关键技术应用
3.1工控及数据模块
工控及数据:OPC Server、采集冗余模块、工控对象库、数据库、数据备份、数据接口。
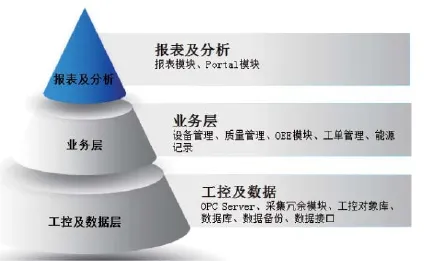
图2 MES食品安全管理系统层级图
业务层:设备管理、质量管理、OEE模块、工单管理、能源记录报表。
数据模块为:报表模块、Portal模块(参见图2)。
3.2关键技术
工控技术:
——OPC Server Platform。
——采用了AB(罗克韦尔)的FactoryTalk数据采集套件,实现了与多种OPC Server的同步数据采集(西门子、罗克韦尔、欧姆龙、三菱等)。
——采用了AB(罗克韦尔)的PLC控制系统,使用了Logix、RSLinx、RSView等控制语言及组件。
——采用了ControlNet、工业以太网、工业Wifi等多种组网方式,确保数据采集的稳定、高效。
信息技术:
——OLAP数据,内存数据库,UI MVC,文档数据库,嵌入式开发OLTP数据等主流技术融合。
——存储容量:所有数据可以在线存储2年,每分钟峰值负载为扫描存储20000个信号点/次 。
——最小采样周期为工业级别5秒。
4 MES食品安全管理系统的建设成果
MES食品安全管理系统已建立了16个管理模块,贯穿生产链,整合数据于云端,从收奶—预处理—灌装—后包—仓储,贯穿产品生产的全过程,形成完整及准确便捷的质量追溯系统,从而达到全过程质量控制的目标。
MES食品安全管理系统的优势:(1)信息数据的传递有了质的飞越。以往通过纸质记录保存数据,汇总在电脑上,并分发传送给需求部门。而现在所有的数据都存在云端服务器中,可以即时查看当前的生产状态与电子报表。(2)即使管理人员不在现场,亦能了解生产环节的每个状态,进行一个远程的实时监控管理。(3)电子报表取代了纸质记录,环保且节省空间。(4)部门之间不再各自为营,相互合作变得更加紧密。(5)节省人力,降低了生产成本,节约时间和物料损耗的成本。(6)衍生性强,不论内部还是外部,最终可将消费者的需求及时反馈给加工厂甚至于奶源牧场。
使用MES质量安全管理系统后,在华东中心工厂已经可以做到产品在线追溯。该系统也获得了国家级质检部门的认可和肯定,并在2015年“上海智慧城市建设优秀应用评选”中脱颖而出,荣获十大优秀应用奖。
目前华东中心工厂酸奶区正在尝试打造成一个无纸化的车间。无纸化项目仅酸奶区已实现每年降低82万元的成本损耗,且每年节约用纸25万张,占酸奶区原总用纸量的80%。
例1:检测结果在线可查,原检测记录用纸取消。
以酸奶灌装车间GT60灌装线2016/7/14生产的980g屋型原味产品的检测结果为例,当天生产的产品通过二维码扫描技术,形成唯一一个编码,同时通过自动采集系统,将该产品的相关质量信息上传到中控系统。以此类推,所有的产品质量检测信息归档在案,形成了全过程可追溯。
(略)
(作者单位:光明乳业股份有限公司)