金属罐高速在线漏光检测与控制系统的实现
2016-12-01王海宽诸葛晓钟费敏锐薛志文
王海宽 诸葛晓钟 费敏锐 薛志文
(上海大学机电工程与自动化学院1,上海 200072;上海市电站自动化技术重点实验室2,上海 200072)
金属罐高速在线漏光检测与控制系统的实现
王海宽1,2诸葛晓钟1费敏锐1,2薛志文1
(上海大学机电工程与自动化学院1,上海 200072;上海市电站自动化技术重点实验室2,上海 200072)
针对冲压式金属罐生产过程中造成的微小裂纹、沙眼等罐体缺陷,采用光电检测技术进行高速在线检测。考虑缺陷罐体漏光极其微弱的特点,设计了基于高灵敏度光电倍增管的光强检测和光照电路,以及高实时工位、罐体、坏罐剔除、防漏等测控软硬件模块,实现了罐体的高速连续在线检测。测试结果验证了该系统正常工作达到1 800罐/min工况下的有效性和良好性能。
金属罐缺陷检测 漏光检测 嵌入式系统 光电倍增管 调光LED
0 引言
随着现代工业和智能制造技术的不断发展,金属制罐技术水平不断提升。在罐体不断实现轻量化快速生产的过程中,基于先进光电技术的质量检测环节发挥着重要作用[1]。光电倍增管(PMT)作为一种极限微弱光探测的重要探测器,有着广泛的用途[2]。本文研发的高速在线金属罐漏光检测系统,利用光电倍增管对光强的量化测量与分析,可以检测出金属罐是否存在有微孔或者裂缝等瑕疵问题,并将次品剔除。该系统较常规的气压检测[3]具有明显优势,具有非接触性、高速度、高精度、响应速度更快的特点,满足现代高速高质量生产的需求。
1 系统总体架构设计
由于金属罐包装市场竞争不断加剧,众多制罐企业关注于在保证质量的情况下,如何最大限度地减小板料厚度,减轻单罐质量,提高材料利用率。但在实现金属罐轻量化的过程中,材料厚度不均、过度拉伸等经常造成罐体出现微孔、裂缝等瑕疵[1]。常用压力金属罐,如灌装啤酒、可乐等易拉罐在喷涂或覆膜前,对微孔等瑕疵的基本要求是最小检测尺寸达到0.002 inch(0.050 8 mm),而在线检测的最大检测速度要达到3 000个/min。
为了检测出最小0.002 inch的微孔,本文采用检测漏光的方法,即在金属罐的外部用强光照射,然后利用光电倍增管模块来探测透过金属罐的微弱光,依据透过金属罐光强的强弱来判断金属罐是否存在瑕疵。为满足系统高速在线的检测要求,本文整体系统框架设计如图1所示,主要由测量系统、控制系统、照明系统和执行机构组成。测量系统将透过金属罐微弱光信号量转换电信号量并通过滤波等有效的信号调理处理。控制系统根据罐体检测流水线光电触发信号采样弱光信号,然后做出相应的瑕疵判断及剔除等操作和处理。照明系统能够提供稳定的光照,由于光电倍增管的高度灵敏性,光照强度在长期运行中必须具有一定稳定性[4],且能根据光电倍增管镜头积灰状况主动调整校准。
系统基本工作原理:通过测量系统检测透过金属罐的漏光信号并完成信号转换处理输出有效电信号量,如果控制系统采集信号量超过基准值就发送控制信号给执行机构,剔除被检测出的坏罐。同时,考虑到生产线上有可能存在漏罐现象,为避免强光直接进入光电倍增管,导致光电倍增管过饱和,设计了快门机构用来在出现空罐检测时能够快速挡住测量光孔。本文采用嵌入式系统开发整个控制系统,设置了两个光电开关、一个霍尔开关来提供中断触发信号。霍尔开关提供每次采样并数据处理的启动信号,保障在高速条件下能够安全稳定工作,光电开关为系统提供进罐和出罐信号。

图1 系统的总体架构图
金属罐高速在线漏光检测与控制系统的硬件模块组成主要包括带门控光电倍增管模块、滤波放大器模块、微处理器控制器、PWM智能调光驱动模块、电源模块、各类传感器和快门驱动电路模块。
2 系统的实现
金属罐高速在线漏光检测与控制系统的实现关键在于解决微弱光的在线检测以及高速逻辑控制问题,需要采用具有灵敏度高、线性度高、噪声小等特征的光电探测器,构建基于具有采样精度高、数据处理能力强的MCU高实时性嵌入式控制系统。
2.1 检测与控制系统与设计
结合高速在线漏光检测系统的具体应用要求,本文采用高性能MCU构建嵌入式控制系统,实现实时数据采样与分析、实时快门控制、LED照明系统闭环调光、实时有效地给出剔除信号、与上位机实时通信等任务。
所构建的嵌入式控制器要求具有较强的数据处理能力、较高的A/D速率和高速且稳定的通信速率。由于ARM芯片成本较低、技术优势明显,具有速度快、性能高、功耗低、芯片集成度高和外围接口丰富的基本特点,比较适合于工业过程中当作嵌入式控制器。本系统采用STM32F207增强型MCU,其工作主频120 MHz,模数转换器12位转换精度,1 μs转换时间,能够满足系统数据采样高精度和数据处理高速度的要求。
所构建的弱光检测与控制系统解决方案如图2所示,金属罐随着生产流水线依次进入检测工位。当到位对准时,触发霍尔开关产生中断信号,系统进入弱光检测工作时序;而当金属罐未到达检测工位时,快门处于关闭状态。微处理器依据当前所处的工作模式,执行相应的任务。当系统处于学习模式时,即所有的检测金属罐都是合格品,将检测所得的数据建立生成一个合格数据库。当系统处于检测模式时,微处理器依据已学习合格数据库,判断所测金属罐是否合格。

图2 检测与控制系统设计方案
2.2 光电倍增管及后端电路设计实现
本文采用光电倍增管(PMT)作为系统的光电探测器,设计了基于光电倍增管的弱光检测系统。在弱光检测方面,光电倍增管是性能最好的一种,在灵敏度、响应速度、噪声系数和线性度性能上遥遥领先于其他光电传感器件[5]。
光电倍增管一般由光阴极、聚焦电极、电子倍增极系统和阳极组成,同时,配套的高压偏置电路为各电极提供必要而稳定的电压分布,以得到稳定的倍增总增益并使输出具有最大信噪比[6]。
本系统要求检测出最小0.002 inch的微孔,当光子透过微孔进入光电倍增管,与光电材料物质中的电子相互作用,使电子从材料表面逸出,即发生光电发射效应。光电子在外电场的作用下,经多次聚焦在倍增电极碰撞发射材料,再经多次倍增信号最后被阳极接收并输出电子流。光电倍增管内部简化结构如图3所示。
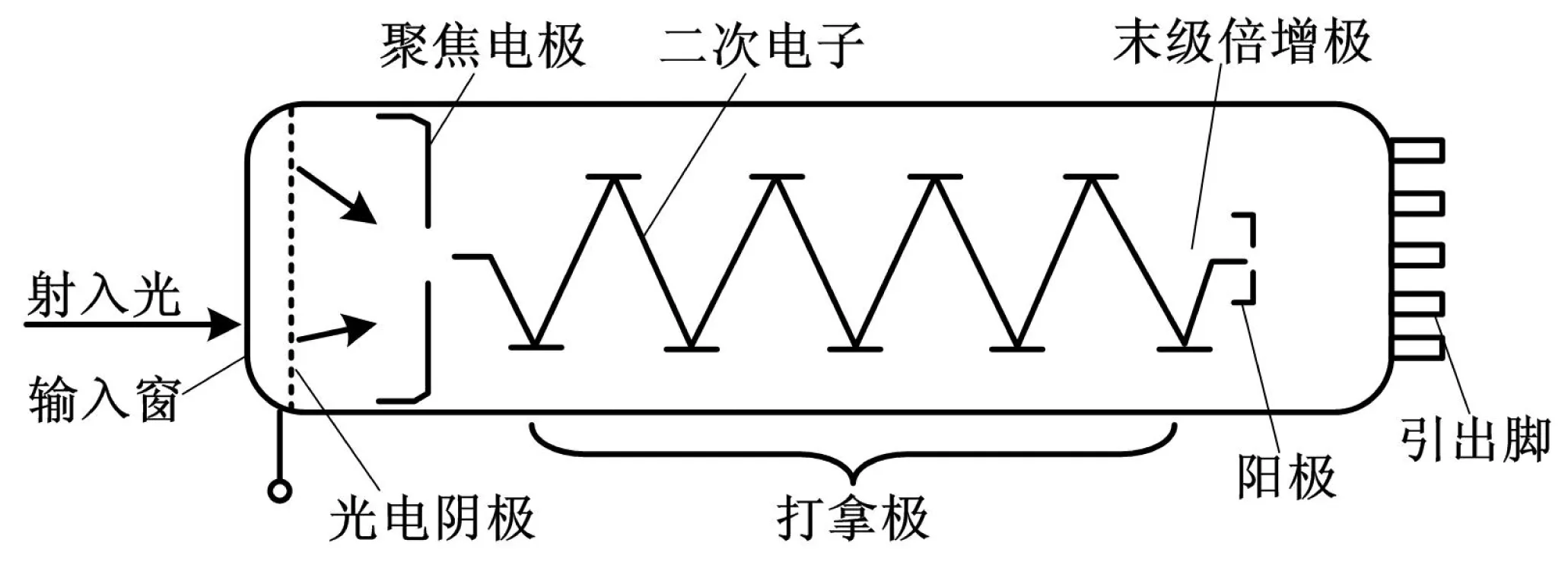
图3 光电倍增管内部结构
本系统采用PMT模块使用多碱性光电阴极,测量的光波长范围280~850 nm,转换增益为1 V/μA,输出响应时间15 μs。实验测试证明,该光电倍增管模块能够有效检测出透过金属罐的微弱光信号,即能够有效分辨出金属罐0.002 inch的微孔瑕疵。
通过实验测量光电倍增管输出波形可发现采用的光电倍增管输出信号具有一定的高频噪声,在高速检测中易造成误判。因此,根据系统需要设计有源低通滤波放大电路,主要由电阻、电容、运算放大器组成,可以实现高品质的滤波效果,滤除高频噪声并放大信号,提高信噪比[7~8]。考虑系统最高检测速度57个/s,即有效信号的最大频率为57 Hz,因此设计低通滤波器的截止频率为100 Hz。系统采用二阶有源低通滤波电路除去噪声,设计有源滤波器的最大优点就是滤波器的参数设计变得简单。设计的有源低通滤波放大电路如图4所示。

图4 有源低通滤波放大电路
该滤波器的传递函数如式(1)所示。
(1)
因此,按巴特沃斯LPF归一化表,取f1=1,Q=0.707,则Avp=1.59<3,电路能够稳定工作,不会产生自激震荡。若取C=100 nF,则电阻值R=R1=R2的阻值计算为:
R=1/(2πCfc)
(2)
计算值约16kΩ,实际取R4=R5=16kΩ,R2=10kΩ,R1=6kΩ。用PSpice软件仿真得到有源低通滤波器的幅频特性曲线所示截止频率约为100 Hz。实验结果可观察到,经低通滤波放大后弱光检测信号中的高频干扰噪声被有效抑制。
2.3 智能LED调光驱动模块设计实现
弱光检测系统对光源的要求较为苛刻,要求光强稳定,响应速度快,快速亮度调节。本文采用大功率LED灯珠阵列作为系统的光源。因环境条件的改变,系统需要对光源进行定期校准,所以需要设计一套智能调光照明系统。该系统每次开机时光源校准,实现每次工作光源强度保持不变。系统需要调节光亮度的情况还包括:LED长时间工作导致发光强度降低;光检机长时间工作滤片粘上灰尘污点影响测量值等情况。
大功率LED是低电压、大电流的驱动器件,其发光的强度由流过LED的电流决定。因此,LED驱动器需要提供恒定电流,以确保LED的发光亮度稳定。大功率LED恒流驱动基本方式有电阻限流、线性控制调节、开关调节器控制等[9]。系统采用TPS92640精确调光LED驱动器,其输入电压Uin范围为7~85 V,同时支持模拟与数字PWM调节,PWM控制可实现2 500∶1细分调光。通过调节PWM的占空比,来实现不同光亮的调节。PWM的频率调节可影响光源的闪烁频率,实现证明频率大于300 Hz时,LED的光源趋于稳定。基于TPS92640智能LED调光驱动器电路原理图如图5所示。
内部电路包括:PWM输入接口、RC震荡电路、电流反馈、最大输出电压限制电路、MOSFET单臂桥、BUCK CONVERTERS等。
本照明系统采用5 W大功率LED灯珠阵列,其最大驱动电流1.25 A。因此,设置LED驱动板最大输出电压UOUT=12 V,最大输出电流ILED=1 A。依据公式(3)确定RVOUT1、RVOUT2反馈电压回路。同时依据公式(4)确定BUCK控制回路开关频率fsw及Ron、Con。依据式(5)和式(6)可确定恒流控制回路的参数RIADJ1、RIADJ2与Rcs。
(3)
(4)

图5 智能LED调光驱动电路

(5)
(6)
取RVOUT2=10 kΩ,则RVOUT1=37 kΩ;取Ron=47 kΩ、Con=0.1 μF,则fsw=1 000 Hz。取ILED=1 A,由UREF=3.03 V,则RIADJ2=19.6 kΩ、RIADJ1=10 kΩ、Rcs=0.2 kΩ。
对智能LED调光驱动器进行测试,当输入电压为12 V,10个LED串联作负载,PWM占空比为100%时,测得负载端电流可知响应速度快速,约40 μs,电流恒定在1 A。连续变化PWM占空比,可测的负载端电流大小与PWM占空比呈线性比例关系变化。
3 系统实验平台搭建与测试
本文研制的金属罐高速在线漏光检测与控制系统应用于金属铝罐生产线,安装于整条生产线缩径机的末端检测环节。因不便于在生产线直接测试,需设计实验模拟平台。依据系统实际工作环境,实验模型包括系统转盘、光孔密封滑块机构、快门机构、电机传动机构等。转盘上设计有安装金属罐孔位;平台与装盘之间安装光孔密封滑块使得光路通道不受外光影响;快门机构控制光通道的打开和关闭,快门机构设计采用高频电磁铁,快速推动带光孔的遮光板实现光通道的通断控制。在金属罐上部构建LED照明系统,同时为避免外光影响需要构建暗箱保持内部光亮度稳定,不受外界光干扰。
同时在实验模拟平台上进行金属罐高速在线漏光检测与控制系统测试,分别对检测系统的检测精度、检测速度进行分析测试。该系统最小漏光孔的孔径为0.05 mm,若检测能够成功辨别出最小孔径则视为检测精度达到系统要求。该系统最高检测速度为3 000个/min,若在最高检测速度下,相同孔径的检测值与低速检测时,采样值的漂移不大,则满足系统高速检测要求。图6所示为金属罐罐身孔位分布图,以下所测数据设LED驱动电流为1 A时,LED的光强为100%,采样A/D值均为平均滤波后的值。

图6 光孔分布图
在LED光强为100%,0.05 mm标准测光孔,以金属罐正上方标记为12点钟方向,则对应分布于1~12点钟不同方向测光孔的测试采样A/D值如表1所示。由表1数据测试分析可得,孔位分布不同,对漏光检测值会有一定的偏差,但偏差值不足以影响金属罐漏光检测的判断。

表1 不同孔位位置采样A/D值
在LED光强为100%,检测速度在10个/s,不同采样条件下,采样A/D值如表2所示。由表2可知,合格罐与漏罐的采样值相差较大,能够实现最小0.05 mm光孔检测。随着光孔的增大,光电倍增管输出增大。

表2 不同孔径下的采样A/D值
在LED光强为100%,0.05 mm标准测光孔,检测速度不同条件下,采样A/D值如表3所示。由表3数据可得,随检测速度的提高,采样A/D值有所下降,但下降幅度不大,能够满足系统检测要求。

表3 不同检测速率下采样A/D值
4 结束语
本文研发的金属罐高速漏光在线检测与控制系统已基本能够检测出最小0.002 inch的微孔,最高检测速度可达到3 400个/min以上,满足系统检测精度、检测速度的要求。后续将进一步完善准确率指标,同时构建友善的人机界面和上位机软件控制系统,最终研制一套国产的拥有自主知识产权的、高灵敏度、高速、高稳定性能的在线漏光检测系统,改变我国在金属罐检测设备依赖进口设备的情况。该高速在线漏光检测系统的研制成功,也有助于光电检测技术在生产中更广泛应用。
Implementation of the High-speed Online Light Leakage Detection and Control for Metal Can Production
For the micro cracks,trachoma and other defects caused in the stamping productive process of metal cans,high speed online detection is conducted by using photoelectric detection technology.Due to the light leakage of the defected can is extremely weak,the light intensity detection and illumination circuit based on high sensitive photomultiplier tubes; and the hardware and software modules for real time can body,working position,bad can excluded,leak-proof,etc.,are designed for implementing high speed continuous online detection for can body.The test results verify that under normal operating condition,the system can be working at up to 1 800 pcs/min,with good effectiveness and performance.
Metal can defect inspection Light leakage detection Embedded system Photomultiplier tube (PMT) Dimming LED
上海市科委重大基础研究基金资助项目(编号:14JC1402200)。
王海宽(1977-),男,2011年毕业于上海大学控制理论与控制工程专业,获博士学位,讲师;主要从事嵌入式仪器仪表及工业网络通信研究。
TH7;TP23
A
10.16086/j.cnki.issn1000-0380.201601012
修改稿收到日期:2015-05-12。
