机床滚珠丝杠的安装与调整
2016-11-30韩鹰飞周
韩鹰飞周 靖
(1.武汉工程职业技术学院,湖北 武汉 430080;2.中冶连铸技术工程股份有限公司,湖北 武汉 430073)
机床滚珠丝杠的安装与调整
韩鹰飞1周 靖2
(1.武汉工程职业技术学院,湖北 武汉 430080;2.中冶连铸技术工程股份有限公司,湖北 武汉 430073)
重点对机床滚珠丝杠的安装与调整进行了系统分析与探究,保证了滚珠丝杠在选用上的正确性以及在安装、调整上的合理性,使机床在一定的升温范围内始终保持较高的进给精度。
机床;滚珠丝杠;安装;调整
滚珠丝杠是存在于螺母与丝杠之间的一种螺旋传动元件,是以滚珠为滚动体的。作为一种高效率、高精度、高刚度以及节能省电的高科技传动元件,滚珠丝杠的应用可以有效将电动机的旋转运动转化成为工作台的直线运动。正因为具备了此项功能,滚珠丝杠在数控机床中得到了广泛的应用,其为主机的高效化、高速化奠定了坚实基础。然而,随着近年来我国数控机床工作精度要求的不断提高,滚珠丝杠的高精度化更是成为了数控机床发展的必然趋势,而主机的安装精度无疑也就成为了装配中的关键问题。因此,有必要对机床滚珠丝杠的安装与调整工作引起足够重视,以各种科学手段来保证滚珠丝杠安装与调整的实效性。
一、机床滚珠丝杠安装中的重点环节
在机床滚珠丝杠的安装过程中,以下几个方面的内容无疑为最为关键的环节,只有保证了这些环节的实效性,滚珠丝杠的作用才能够得到最大化体现。
1.垂直平面中电机座孔与直线导轨平行度的调整
如图1所示,在1(床身)的电机座结合面上安装10(电机座),并且不将固定螺栓拧紧,不准在两结合面间塞入0.02塞尺。与此同时,在电机座直线导轨的两个滑块正基准面上应该要具备2(电机座孔装检套)、8(检棒)以及4(平尺),以此来实现对面座的测量,并且将千分表的3(表座)放置于平尺上测量面。通过对千分表座的推动,促使千分表的测头与检棒的表面接触。这里需要注意的是,在第一测量最高点时,千分表的指针应该调整为零,并且要推动平尺、滑块以及千分表工装组合体到另外一个测量点、测检棒第二点,保证两点测量的数差值≤0.01。也就是说,机床直线导轨正基准面和电机座孔自身的轴心线之间的平行度必须≤0.01,倘若没有得到这样的数值,那么即为不合格,此时就应该对机床与电机的结合面进行修刮,直到满足要求为止。

图1 丝杠安装孔与直线导轨平行度的检测与调整
2.滚珠丝杠与直线导轨平行度的调整
如图2所示,严格依据螺栓拧紧力矩的标准要求(80%),通过对扭矩扳手的利用来拧紧电机座与轴承座螺栓,实现固定。在这其中,最为关键的一个环节即为垂直平面上滚珠丝杠与直线导轨平行度的调整。具体来说,首先要做的就是将滚珠丝杠的4(螺母)旋转到电机座端,并且保证螺母法兰端与滚珠丝杠的螺纹端面保持3~4个螺距。与此同时,在靠近电机座的直线导轨滑块正基准面上,将2(平尺)放置于此,并且将3(千分表)的表座放置于平尺上的基准面上。千分表侧头不仅要靠近接触到滚珠丝杠的螺母,并且要靠近螺母法兰端面外圆表面上母线的最高点,以此来调整千分表座,使千分表在测量高点为零。之后,则应该将4(滚珠丝杠螺母)旋转到轴承座端,并且在这个过程中要始终保持滚珠丝杠螺纹端面与螺母端面的平齐。不仅要保证直线导轨滑块与2(平尺)、3(千分表及表座)工装组合体均靠近于轴承座,并且要推动千分表座测量滚珠丝杠螺母靠近法兰端面外圆表面上母线的最高点,保证两高点平行度≤0.01。倘若没有得到这样的数值,那么即为不合格,此时就应该对电机座或轴承座中高度大的一件与机床的结合面进行修刮,直到满足要求为止。
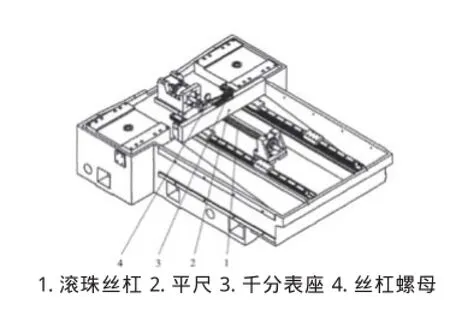
图2 滚珠丝杠与导轨的平行度检测
二、机床滚珠丝杠安全与调整中的注意事项

图3 滚珠丝杆
如图3所示,在滚珠丝杠的安装与调整中,为了让滚珠丝杠进给系统的传动位置精度达到相关标准,我们就必须对滚珠丝杆的轴向窜动量进行严格的控制。具体来说:首先,伺服电机端轴承座内的轴承的装配十分关键,其在滚动丝杠传动中将起到重要作用,能够实现对滚珠丝杠轴向窜动量的有效控制,始终让其保持在标准范围内(即0.015~0.02之间)。其次,应该对另一端轴承座内轴承的装配工作引起足够重视,始终要保证轴向窜动量维持在0.01之内。只有这样,滚珠丝杠进给系统的精度与刚度才能够得到充分保证。再次,滚珠丝杠轴的预拉伸同样也是十分关键的环节,其是进一步提升滚珠丝杠进给系统精度与刚度的有效手段。但是,由于丝杠轴的各个断面是不同的,并且温升值难以做到精确设定,因此相关研究文献中提出预拉力仅仅只能作为一个参考量。在实际的生产过程中,进行预拉伸的丝杠轴基本上都具有负值方向,保证机床工作台定位精度曲线的走向接近标准水平即可。显而易见,在实际的生产过程中,通过上述安装与调整方法,滚珠丝杠的空载扭矩将明显降低,伺服电机及伺服系统工作正常,并且机床连续运行时间能够达到72h以上,不仅有效保证了滚珠丝杆的安装精度,也不受机床行程大小的限制。
三、结语
总之,在数控机床以及加工中心工作精度要求不断提高的背景下,滚珠丝杠的高精度化俨然已经成为了数控机床持续发展的必然趋势。为了进一步提升机床连续工作的可靠性,应不断提升滚珠丝杠在机床上的安装精度。只有这样,滚珠丝杠在数控机床中的巨大作用才能得以最大化体现。
[1]吴金泉.数控机床滚珠丝杠副选用及安装[J].机电技术,2011,(05):65-67,70.
[2]王祖锋.数控机床滚珠丝杠螺母传动副间隙的测量与调整[J].科技创新导报,2011,(36):85-86.
[3]肖兴隆.数控机床滚珠丝杠的安装与调整研究[J].湖南农机,2014,(02):25-26.
[4]杜洪江.基于高精度数控机床滚珠丝杠的装配与调整[J].无线互联科技,2013,(03):230.
(上接P61页)得1/2.22×250=112.61kW·h,取直流环节的电压为12×30=360V,即蓄电池组最小选择为112.61 kW·h/(360×2)=156.4Ah。蓄电池容量选择为180Ah蓄电池。
三、现场试验
研制的JY5280TXJ900DZ电动修井机工程样机完成厂内安装、调试后,于2014年10月在大庆油田萨南实业公司井下作业分公司进行修井作业矿场试验,试验了南6-48井和南8-79井等30口井组,试验情况总结如下。
(1)绿色环保,噪声低,现场测试噪声40dB,满足在生活区作业噪声小于85dB的要求,作业现场废气零排放。
(2)现场试验证明电源补偿系统在工作过程中起到了稳定电源电压作用。实现了大功率电动机在低容量变压器下满负荷工作功能,证明UPS电源补偿系统此设计完全满足修井机各种工况对其的设计要求。
(3)节能效果好,经现场试验,1口深1km的生产井,进行小修作业时,柴油消耗量为235L左右。本型号修井机在相同作业工况下,耗电为398kW.h左右。经计算可知,研制的电动修进机比常规柴油机驱动修井机节能39%。
四、结语
(1)电源补偿修井机完全满足现场需求,达到了设计的预期目的。得到了用户认可。
(2)试验结果表面,JY5280TXJ900DZ电动修井机具有节能环保、安全高效、自动化程度高和操作方便等特点。
参考文献:
[1]徐俊涛.电动修井机电气控制系统设计与开发[D].东营:中国石油大学(华东),2012.
[2]冯学军.电动修井机技术分析[J].油气田地面工程,2010.29(12):97-98.
[3]马成彬,王雪松,栾山岳.JY5300TX J30/14型带压做业机的研制与应用[J].石油机械,2011.39(6):41-44.
[4]刘天浪.作业绞车液压传动系统设计与分析.[D].大庆:大庆石油学院,2007.
[5]闻邦椿.机械设计手册(四册).北京:机械工业出版社,2010:22-80.
[6]冯贵通.开关磁阻电动机在网电修井机中的应用[J].电气传动自动化,2013.35(3):25-28.
[7]胡恒生,王慧,赵徐成.蓄电池充电方法的分析和探讨[J].电源技术与应用,2009.6:1-4.
TG65
B
1671-0711(2016)06-0058-02
