铝合金TIG焊缝背面宽度的智能控制研究
2016-11-30撰文首都航天机械公司田志杰高彦军许春芳李迎
撰文/首都航天机械公司 田志杰 高彦军 许春芳 李迎
铝合金TIG焊缝背面宽度的智能控制研究
撰文/首都航天机械公司 田志杰 高彦军 许春芳 李迎
本文设计了一种基于激光传感TIG焊缝背面熔宽的智能控制系统,获取了采用TIG自动焊工艺焊接的铝合金焊缝背面形貌,通过图像处理提取了焊缝背面宽度等特征参数,并依此参数作为输入量,针对焊缝背面宽度的变化,实时调节焊接输入电流,实现焊缝背面余高、宽度的均匀一致。结果表明,采用激光传感方式铝合金TIG焊缝背面熔宽控制精度为±0.5mm。
一、引言
大型铝合金结构件的焊接中,钨极氩弧焊接是普遍采用的方法。焊接熔池的大小、形状和动态变化是影响焊缝内在质量及外表成形好坏的主要因素,在焊接生产中,工件形状尺寸、工装散热状态、装配间隙的变化、焊接位置的差异以及焊接参数的波动等状况常常导致焊缝熔透不均匀,影响产品的质量可靠性和稳定性。随着计算机和图像处理技术的飞速发展,利用视觉技术直接观察熔池正面或背面,通过图像处理获得熔池几何特征信息,对焊接质量进行闭环控制已经成为重要的研究方向。
铝合金TIG焊接过程是一个时变、多因素、非线性的复杂系统,存在强烈的弧光、电网电压波动、焊接工艺规范以及工件的高温变形等因素的干扰,采用传统的控制系统难以实现焊缝的精确跟踪。成像系统获取的图像由于受到多种条件的限制和随机干扰的影响,往往不能直接在控制系统中使用,必须对原始图像进行有针对性的处理,以提取熔池和焊缝的几何特征参数,图像信息处理的准确性对后续焊缝跟踪控制和焊缝成形控制将产生决定性的影响;国内诸多学者提出了用于实时提取焊接熔池正面几何参数的算法和离线提取焊缝背面熔宽的摄影测量法,但是在实时提取焊缝背面特征并控制TIG焊参数研究较少。本文在铝合金TIG无垫板悬空焊基础上,开展了焊缝背面熔宽实时智能控制研究。
二、试验条件
1.试验材料
试验板材为6.0mm厚 2A14铝合金,其化学成分析如表1所示。
表1 2A14母材化学成分分析
焊前将试板采用化学清洗的方式去除表面油污,佩戴洁净帆布手套,用刮刀刮去表面氧化膜,露出金属光泽。焊机为米勒Dynasty700变极性焊接电源,采用单面两层TIG自动焊工艺,第一层为无垫板的直流氦弧焊,直接将工件熔透。
2.焊接参数
主要焊接参数如表2所示。

表2 TIG焊接参数
三、激光视觉传感控制系统
1.硬件组成
基于激光视觉的背面熔透控制系统控制过程,先通过结构光视觉传感器实时采集焊缝背部熔透图像,经PC机图像处理程序分析,提取焊缝熔透时背部宽度、余高等特征信息,与设定值进行比较计算,根据熔透控制模型计算需调节电流的大小,反馈给焊接电源,从而实现焊缝的熔透控制。图像的实时提取分析决定了检测精度和抗干扰能力,反馈控制策略是控制焊缝背部熔透均匀的决定性因素。
基于激光视觉的背面熔透控制系统主要包括以下四个部分:结构光视觉传感器、控制柜、液晶触摸屏和手控盒。如图1所示。
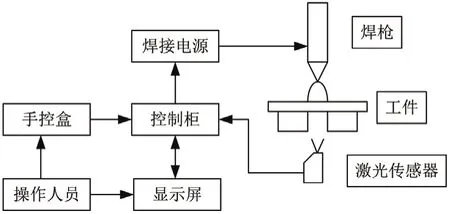
图1 基于激光视觉的背面熔透控制系统示意图
结构光视觉传感器包含一个激光条纹发射器和一个高分辨率微型CCD摄像机,如图2所示。激光器将一束均匀红色激光条纹投射到焊缝的背面,激光条纹打到上面会产生变形,这种变形的条纹会通过在传感器内的CCD摄像机获取,识别处焊缝宽度和厚度方向上的信息,可以表征焊缝背部熔透的形状。
在悬空焊接铝合金时,激光视觉传感器固定在焊道下方与焊枪同步运动的电机上,保证激光条纹在焊枪后方(焊接时焊枪行走方向为前方)6~8mm,动态检测背部的熔透情况。
手控盒可以完全脱离工控机的液晶显示屏界面操作,独立完成整个焊接过程,并且可以实现焊接过程中的动态调整和人工干预。手控盒主要包括九个按钮:急停、自适应焊接开/关、激光开/关、电流加/减及焊接开始/结束。如图3所示。
控制柜主要由工业计算机、触摸屏、图像处理卡、传感器控制卡、低通滤波器、交流继电器、隔离模块、PLC、D/A转换卡、I/O卡和接线端子等组成。可完成与视觉传感器的通讯,采集得到视觉传感器的信号,处理图像,获取焊缝背面熔宽的特征信息;根据提取的背面熔宽特征参数的值反馈控制焊接电源,自适应调节焊接电流,与手控盒通讯,完成手控盒面板按钮所指示的所有操作,如图4所示。液晶显示屏显示程序界面参数的设置,显示实时检测到的焊缝背部的熔宽以及它们随时间变化的曲线图,还可以设置更改参数,完成焊接中的所有操作。如图5所示。
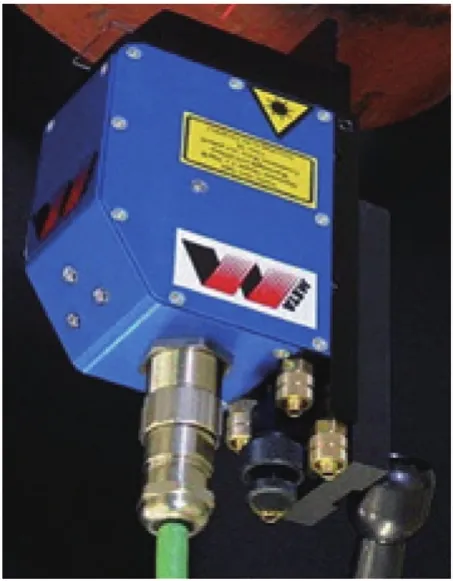
图2 结构光视觉传感器

图3 焊接手控盒
图4 控制柜
图5 液晶显示屏
2.控制原理及软件界面
焊接熔透过程中,选择PID控制策略。焊接熔透过程是一个热积累的过程,只有热量积累到一定程度才能熔透。一旦熔透后,焊接电流的变化不会使熔透宽度或熔透深度以同样的速度而变化,即熔透对焊接电流的响应具有一定的滞后,说明熔透过程具有热惯性。如何解决热惯性是控制策略必须考虑的问题。加之激光条纹位于焊枪后方6~8mm的位置,如何根据检测到的焊缝熔透特征参数实现提前控制,也是选取控制策略要考虑的一个重要问题。
考虑到实际焊接中过程控制的特点,PID控制模式中的比例项P能根据检测值与设定值之间的误差进行迅速调节;积分项I可以消除静态误差;微分项D能实现对趋势的控制,实现超前控制。PID控制器原理框图如图6所示。
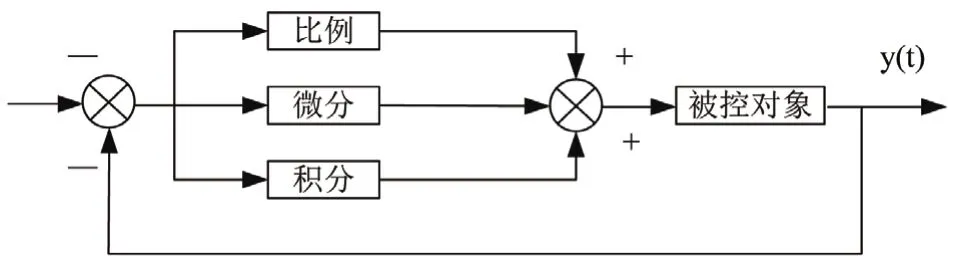
图6 PID控制系统原理框图
PID控制器各校正环节有以下几个作用。
◎比例环节:成比例地反映控制系统的偏差信号error(t),偏差一旦产生,控制器立即产生控制作用,以减小偏差。
◎积分环节:主要用于消除静差,提高系统的无差度。积分作用的强弱取决于积分时间常数TI,TI越大,积分作用越弱,反之则越强。
◎微分环节:反映偏差信号的变化趋势(变化速率),并能在偏差信号变得太大之前,在系统中引入一个有效的早期修正传号,从而加快系统的动作速度,减少调节时间。
连续情况下,调节电流的增量式如下:

其中,ΔI(t)为t时刻应调节的电流值;e(t)为t时刻检测值与设定值之间的误差;Kz为比例系数;Kt为积分系数;Kp为微分系数。实际控制过程中用到的却是离散控制模型:

其中,ΔI(n)为第n个检测值时电流的变化值;e(n)为第n个检测值与测量值的误差;为n个数值的误差累计。
软件基于Windows应用环境,采用Visual C++作为开发平台,基于系统硬件构成,软件功能包括:人机界面;激光的开启关闭;激光强度、摄像机快门速度、图像亮度和对比度的调节;图像在屏幕上的实时显示、实时采集至内存、图像的保存;虚拟焊接按钮;系统、焊接和熔透控制等参数设置显示界面等。
该系统软件的主界面有两个实时显示视频窗口,左视频显示窗口是激光条纹在焊接工件背部图像的实时显示,右视频窗口是图像经过处理后并提取背部熔宽边界和中心后图像的实时显示。主界面上有9个主要的虚拟按钮,分别为:LASER OFF/ON、Save Image;WELDINGOFF/ON和AUTOOFF/ON;Parameters、Sensor、Data log、Info和Exit。可以实时显示检测值与设定值的误差,焊接电流的变化,背部熔透宽度、余高和截面积,处理过程所用的时间,传感器的温度。
四、长试片对接变熔宽试验
为了考察熔透控制系统对熔宽调节的能力,设计了长试片对接焊变熔宽的试验。具体的试验过程是:开始焊接前设定一个熔透宽度A,在焊接一段距离之后,人工干预把熔透宽度的目标值改为A+0.5,在焊接一段距离,然后再调节熔透宽度的目标值至A+0.5。在熔透宽度目标值的过渡处,检测熔透控制系统的反应控制能力。
熔宽变化从6.5mm到7.5mm再到8.5mm,每段的焊接长度约为400mm。焊接速度为260mm/min,电弧电压为17V,He气流量为10L/min。
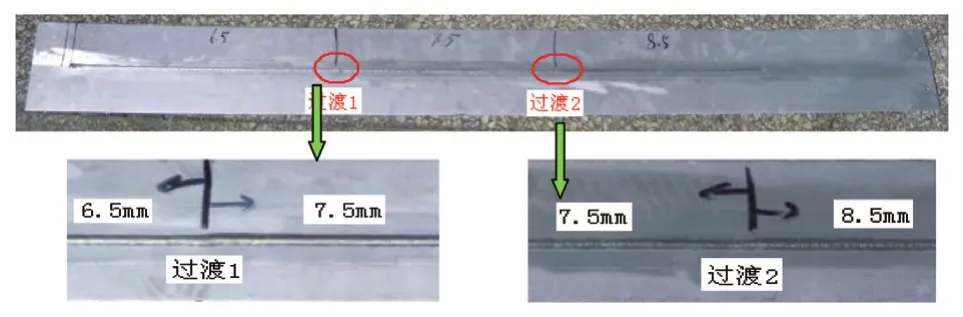
图7 变熔宽试验焊接试片背部熔透状况
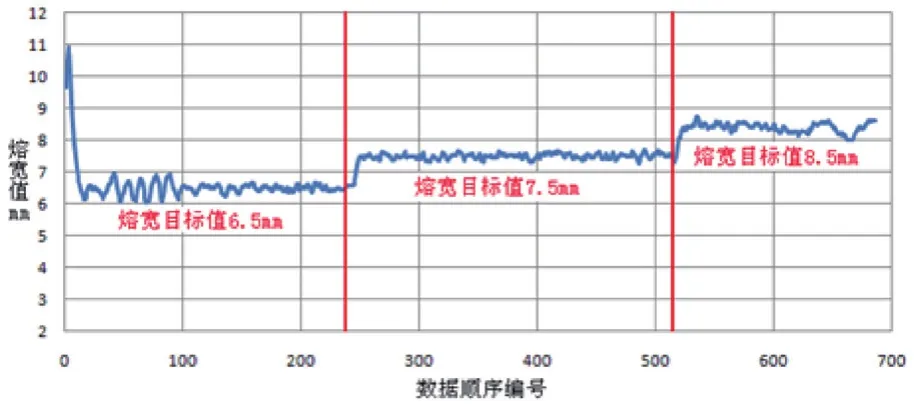
图8 焊接过程中熔宽变化曲线
图7为变熔宽试验焊接试片背部熔透状况。图8是焊接过程中熔宽变化曲线。从图中可以看出,焊缝每一段的背部熔透均匀平滑,过渡处距离非常短,并且过渡处熔宽波动很小,焊接过程稳定。该系统对熔宽变化特别敏感,能迅速调节到期望值,并且熔宽调节过程中。熔宽控制精度可控制在±0.5mm以内。其中目标熔宽设置为6.5mm时,检测的控制实际熔宽范围在6.2~6.8mm之间,目标熔宽设置为7.5mm时,检测的控制实际熔宽范围在7.2~7.6mm之间,目标熔宽设置为8.5mm时,检测的控制实际熔宽范围在8.1~8.8mm之间,熔透系统对焊接过程中的熔宽变化敏感,调节平稳,适应长纵缝的焊接需要,采用激光视觉传感器进行背面熔宽的控制,其控制精度可达到±0.5mm以内。
五、长条形铝板氦弧对接控制试验
将反面熔宽预设为固定值8.0mm。图9是反面熔宽的控制曲线及局部放大。从图中可以看出,反面熔宽的实际值围绕设定值8mm小范围上下波动。总体上控制精度在±0.5mm以内。
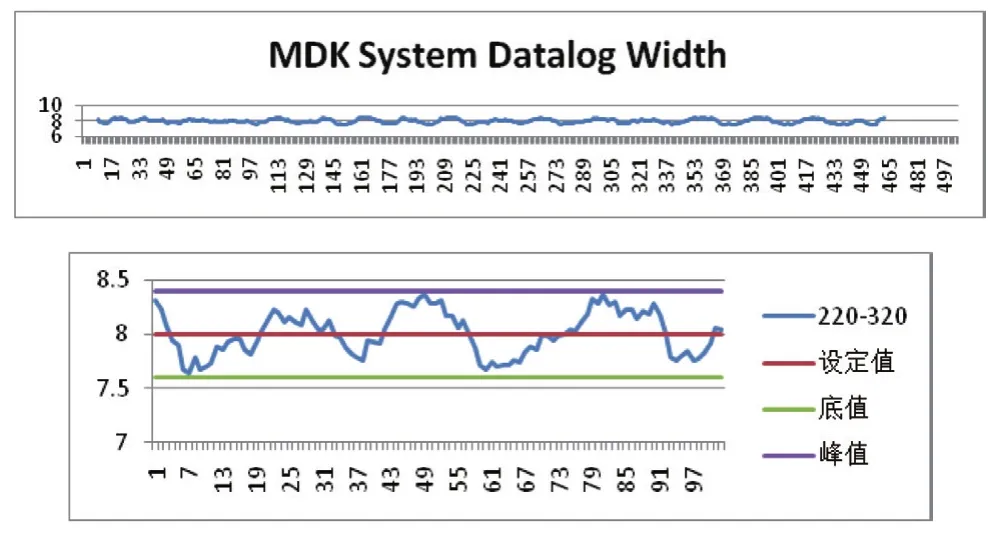
图9 焊接过程中熔宽变化曲线
六、结语
基于铝合金TIG悬空焊工艺,对其焊缝背面的熔宽进行智能控制,设计并开发了激光反面传感熔宽控制系统,包括控制柜、手控盒和图像处理器等激光传感器等;选择PID控制策略,比例项P能根据检测值与设定值之间的误差进行迅速调节,积分项I可以消除静态误差,微分项D能实现对趋势的控制,实现超前控制。焊接实验表明,焊接过程稳定,反映迅速,波动小,控制软件与硬件系统工作正常。
对6mm厚2A14铝板氦弧直流对接焊进行焊缝反面熔宽检测与控制试验。实现铝合金TIG焊缝背面熔宽的实时检测与控制,控制精度为±0.5mm,实现焊缝背面宽度的均匀一致制造。
