前置背压式汽轮机端部轴封漏气修复
2016-11-29孙海玲
孙海玲
(鞍钢教育培训中心,辽宁 鞍山 114032)
·润滑与密封·
前置背压式汽轮机端部轴封漏气修复
孙海玲
(鞍钢教育培训中心,辽宁 鞍山 114032)
蒸汽轮机轴封漏气是一种普遍现象,造成端部漏气的原因很多,有轴封块、轴封套磨损、有汽缸体偏移,形成间隙漏气,还有轴封箱平面不均匀接触而形成的间隙漏气。针对这几种间隙漏气,采用对已经磨损的轴封块尺寸上的二次加工,使间隙得到一定的补偿,经过试验可以达到技术要求。
轴封;漏气;间隙
汽轮机是原动机,为了把汽轮机转子上的机械能传递给其他机械,汽轮机的转子要穿出汽缸。为了防止从穿出部位漏气,在汽轮机汽缸的两个端部都设有轴封,高压缸轴封(端部汽封)的作用在于阻止蒸汽沿着转子漏出。高压缸端部汽封所承受的压差比较大,而且为了不使动静机件发生碰磨,要留有一定间隙,如果间隙超过标准就要导致漏气。由于上述两个原因,很容易使该处的蒸汽窜入轴承室,引起轴承温度急剧升高,导致滑动轴承合金脱落,使油系统中带有蒸汽凝结而成的水。汽轮机高压缸前段轴封间隙调整的不合适,同样会导致轴封供汽从该处沿轴颈窜入轴承室,造成油中带水,油质恶化,加速轴承轴颈磨损,使机组事故停运。
所谓的背压试汽轮机就是排气压力大于大气压力的汽轮机,排气可用于供给中低压力汽轮机,以代替我厂中低压力锅炉,也可称为前置试汽轮机。它不但可以直接增加电厂的发电能力,而且可以提高电厂的热经济性。我厂的两台前置背压式汽轮发电机是哈尔滨汽轮机有限公司生产的B25-8.83/3.3型号汽轮机,是该公司早期试验产品,设计结构不完善,存在很多缺陷,运行时间不长,就有前轴封漏汽的现象,导致润滑油品质变差,轴承温度过高。为此考虑不更换轴封块,而是通过对旧轴封块进行简单的机加修理来解决轴封间隙大漏气问题,就是对轴封块的一些尺寸进行二次加工,使间隙得到一定的补偿,达到技术要求。该汽轮机一瓦整个轴封箱体如图1所示。

图1
汽轮机用的传统轴封是梳齿形的,理论上轴封圈上的轴封齿数越多,漏气经过每个轴封齿间隙时的压降就越小,漏气就越少。轴封齿尖对着转子轴封套表面,由于组成每道轴封圈的各弧段都因外圆上有弹簧片而具有退让性,所以选择较小的轴封齿间隙,就减小了漏气面积,这就是梳齿形密封能减小漏气的主要原因。轴封间隙的调整沿转子轴向分布的规律应该是外侧小、里侧大。因为轴封外侧端部距离轴承很近,转子、汽缸垂弧冷热态变化对轴封间隙影响很少,转子过临界转速时该部位的晃度小,不易发生摩擦。即使发生摩擦,由于距支点近,刚度相对大一些,不易因晃度巨增而造成弯轴事故。而轴封里侧的情况则恰恰相反,这部分汽封间隙运行状态下的不确定度最大,正是易弯轴的部位,所以应该调大一点。汽轮机从启动到成功超越临界值有较大振动,造成轴封套与轴封块齿尖接触磨损。在汽轮机正常运转时,缸体由于热胀偏移,已经磨损的部位间隙近一步加大,是造成轴封漏气的主要原因。还有上下两个轴封箱体水平平面接触不良,也是轴封漏气的另一个直接原因。针对这两个原因采用不更换新轴封,通过对旧轴封局部尺寸加工的方法来处理轴封的漏气问题。
由于汽轮机轴封标准间隙较小,因此对检修前的原始间隙必须进行精确的测量,以便对下一步间隙调整提供正确依据。目前常用的测量间隙的方法有两种,一种是拆下固定螺钉及挡板,沿轴封套箍凹槽取出轴封块及弹簧片,检查轴封套、轴封套箍轴封凹槽、轴封块等应无污垢、锈蚀、裂纹、折断、弯曲变形和毛刺。对有污垢和锈蚀的轴封块、轴封套、轴封凹槽、弹簧片用砂布打磨干净,然后涂上黑铅粉以防再锈蚀。将轴封块拆除,用隔板找中心的方法测量轴封洼窝中心,一般洼窝左右差值允许为±0.06mm,底部间隙大于0.05mm。如果所测数值不符合规定,应根据需要调整前支撑垫片,可以将轴封套做上下左右移动,使轴承洼窝中心符合要求。这是轴封间隙检查的前提条件。
轴封间隙检查方法有两种。一种是将贴好白胶布的轴封块封好,一般贴2至3层,厚度大约40至60道,在与轴封块相对应的轴封套上涂一层很薄的红丹粉,然后将转子吊入汽缸,扣上大盖并把好1/3水平结合面的螺栓,再将转子盘动几圈,拆下大盖,吊出转子,检查轴封块上所贴白胶布与转子接触情况,来判断轴封间隙。另一种方法是压铅丝法,在汽轮机下轴封箱体中的轴封上,沿轴向放一根φ1.5mm、400mm长的铅丝,然后将转子放入汽缸体中,在转子轴封部位正上方也放一段同样的铅丝后将上轴封体扣上,使上下轴封箱体定位好,并把好螺栓。然后,按相反的顺序分解上轴封箱体,用塞尺测量转子两侧的间隙,吊出汽轮机转子,用卡尺测量铅丝被挤压的部位,即是轴封尖和转子的上下间隙,做好记录。以一组轴封为例进行修复。
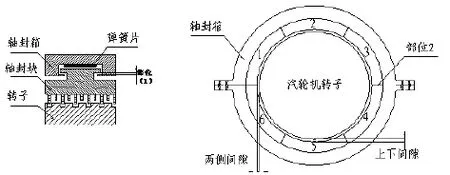
图2
轴封块在轴封箱体中的安装形式和轴封间隙见图2、表1。
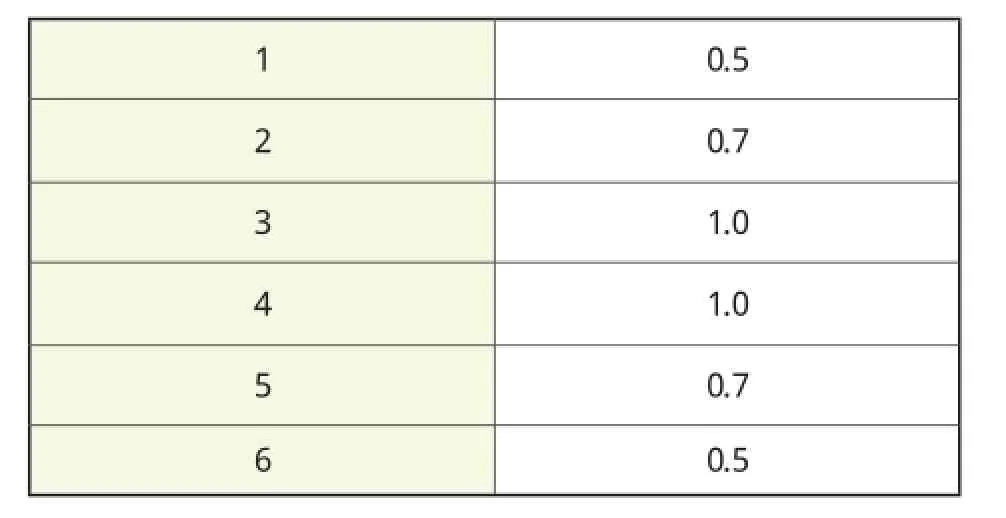
表1 轴封块间隙 mm
由于弹簧片的挤压,部位1的间隙为0mm,实际测量6块轴封块与转子间隙为0.4~0.7mm,实际测量所得的最大间隙已经超出0.3mm,不能满足使用要求,会产生漏气现象,取标准间隙为0.5mm,对2号5号轴封块部位1的位置车削掉0.2mm,3号4号轴封块车削掉0.5mm,这样弹簧片就会相应的多出0.2~0.5mm的挤压空间,转子和轴封齿尖的间隙就相应缩小0.2~0.5mm,轴封间隙就可符合设计标准。但是由于4个轴封块都向轴心移动了一定的距离后,会造成部位2相对于轴封箱水平面有一定的凸起,当上下两个轴封箱把紧时,这个凸起部位就会先受到挤压,引起这组轴封直径变大,轴封间隙并没有减少现象。所以在轴封块依次装入轴封箱,用磨光机磨削轴封块端面凸起部分,使轴封块端面与上下轴封箱平面基本处于同一个平面,再进行着色研磨,检查接触点,达到研刮标准,就完成了一组轴封的修理工作。按相同的方法检修其它组轴封。机组回装前最后的轴封间隙检查是不可少的步骤,按上述曾经提过的两种测量轴封间隙方法进行复查,2号5号轴封块间隙0.4mm,1号6号0.5mm,3号4号0.5mm,说明在研磨过程中上下轴封箱的水平面磨削掉0.1mm,这组轴封间隙控制在0.4~0.7mm之间,符合标准间隙。
通过对轴封块的车削加工,解决了轴封间隙漏气大的问题,经过1年的运转,再次大修时检查轴封间隙曾经修复的部位仍在标准范围之内。
[1]前置机安装技术标准[M].哈尔滨汽轮机厂.
[2]汽轮鼓风机检修工艺规程[M].鞍钢一发电厂.
[3]汽轮机设备安装工艺学[M].电力工业出版社.
TH133.3
B
1671-0711(2016)05-0073-02