汽车车身结构和维修技术解析(十)
2016-11-29江苏张湘衡
◆文/江苏 张湘衡
汽车车身结构和维修技术解析(十)
◆文/江苏 张湘衡
(接2016年第2期)
(2)车身构件表面大面积修复
如果车身构件表面面积较大,还需对构件整体表面进行打磨,要用车身锉来寻找整体面积上的高点,如果表面有低点,还要检查是否符合进行涂装作业的表面要求。车身构件的表面有各种弧度、加强肋、折边等,在进行打磨操作时,应采用不同的方法。如果构件表面的平坦部位,应将锉与推进方向成30°并水平地推,如果是翼子板的圆弧部位,在隆起处应将锉平放,沿着凸起部位小心打磨并注意观察打磨效果。
4.车身构件的连接维修技术
在汽车车身构件的维修技术中,构件的连接维修技术占有重要位置。车身构件的连接主要是可拆卸连接和不可拆卸连接。
(1)可拆卸连接方式
虽然各种车型的车身构件连接方式不同,但主要包括以下几种。
①螺栓螺母连接
螺栓螺母连接是一种可拆卸连接,一般采用在可以接触到两构件两面的构件连接(图114、115)。
②螺栓与螺母(焊接)连接
汽车车身两构件的连接中常有一个构件需要先将螺母固定在构件上采用如图116所示的连接方法。
③螺钉卡扣连接
汽车车身的一些构件,例如用来安装乘员室内装饰件、装饰条、外部装饰件、线路等常采用螺钉卡扣连接。
④自攻螺钉连接
汽车车身的一些构件常采用自攻螺钉连接。这种连接方式由于连接牢固性差,必须进行预先钻孔,操作复杂,使用已逐渐减少。

图114 螺栓螺母连接
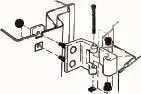
图115 两构件的连接工作示意图

图116 螺栓与螺母(焊接)连接
(2)不可拆卸连接方式
汽车车身构件的不可拆卸连接主要是焊接、摺边连接、铆接、粘接等,其中焊接连接最多。汽车构件的连接还要采用一些技术性较强的操作技术,如铆接、焊接、钎焊、粘接等。
①摺边连接
摺边连接一般用于车身构件的内外板连接、发动机罩内外板连接、行李厢盖内外板连接等,一般是构件的外覆盖件由塑性好的金属材料弯曲摺边包在另一构件的边缘。
②铆钉连接
铆钉连接用于车身构件两种不同材料之间的连接(图117),特别是使用其他连接方式达不到要求时,或者用来连接铝、塑料等材料。常用的铆钉由青铜、黄铜、钢铁、铝和铝合金制成。在汽车车身加工中,钢制铆钉常用于汽车框架结构的构件连接,也用于车身车架、纵梁和车身覆盖件或装饰件的连接。
铆钉连接工艺:铆钉连接需要两构件之间采用夹紧工具将两构件夹紧在一
起,并让两构件的铆钉孔对准。如果采用圆头铆钉连接,使用与铆钉头相似的半球形冲头或工具来支撑铆钉头;而铆钉另一端,将一个类似的冲头压至铆钉端,再用锤头锤击此冲头进行铆接。铆接的工艺过程是使铆钉体积膨胀,直到铆钉完全与铆钉孔紧密贴切。

图117 铆钉连接结构
在车身进行修复的作业中最常用的铆钉连接工具是铆枪(图118、119),常用3mm和6mm两种规格。
采用铆枪进行铆钉连接,先将构件按连接方法要求在设定位置进行打孔,把铆钉插入孔中,然后用铆枪将铆钉拉出,使构件紧紧连接在一起。采用铆枪操作简单,适合各种构件之间、异种金属材料的连接,所以在车身修理中广泛采用。在中、大型汽车的车身结构中也大量采用铆枪进行铆钉连接,例如车身外蒙皮的连接、车身内、外装饰件、装饰条的安装等。现代汽车车身的许多结构都采用盒子形箱型结构,因此,常需要采用铆钉连接。重型铆枪,用来铆接难以铆接的地方和较厚的构件装配件,如风窗玻璃升降器、车身纵梁横梁等结构的连接,重型铆枪有长手柄和长锥头以及配套的铆钉。此外,在汽车车身修理过程中,铆接的工具基本类型有手工操作钳子型、长柄杠杆型、长柄钳型。

图118 铆枪进行铆钉连接工艺

图119 铆枪
③粘接连接
粘接连接主要用于车身需要密封构件之间的连接。车身外部覆盖件的面积大,常采用一些轻金属或非金属材料,例如铝板、塑料板等,常采用粘接连接的方法。粘接连接为了提高连接牢固强度,一般不单独使用,需配合螺栓、铆接、电阻焊接、褶边连接等方式一起进行。
5.车身构件焊接技术
汽车车身构件的连接方式以焊接连接方式最为普遍,焊接连接操作方便,设备简单。焊接工艺是采用加热方法让构件与金属焊条共同熔化,达到连接的目的,焊接又可分为压焊、熔焊和钎焊三类。
压焊:用电极给金属加热使其熔化,并加压使金属连接。在各种压焊方法中,电阻焊(点焊)是汽车制造中构件之间使用最多的焊接方法。
熔焊:将金属件加热到熔点,使它们连接在一起(通常采用焊条),然后冷却。
钎焊:将熔点比构件金属熔点低的金属材料熔化而进行焊接连接。根据钎焊材料熔化的温度,可分为软钎焊和硬钎焊。钎焊材料的熔化温度低于450ºC的是软钎焊,钎焊材料的熔化温度高于450ºC的是硬钎焊。
(1)在车身修理中的焊接维修技术
当今汽车车身构件使用高强度合金材料越来越多,原来使用的电弧焊和氧-乙炔焊工艺已不能使用。在修理整体式车身时,采用高强度钢合金材料的构件,必须使用气体保护焊、电阻焊焊接工艺。如图120所示,为汽车车身各个部位构件常采用的焊接方法。
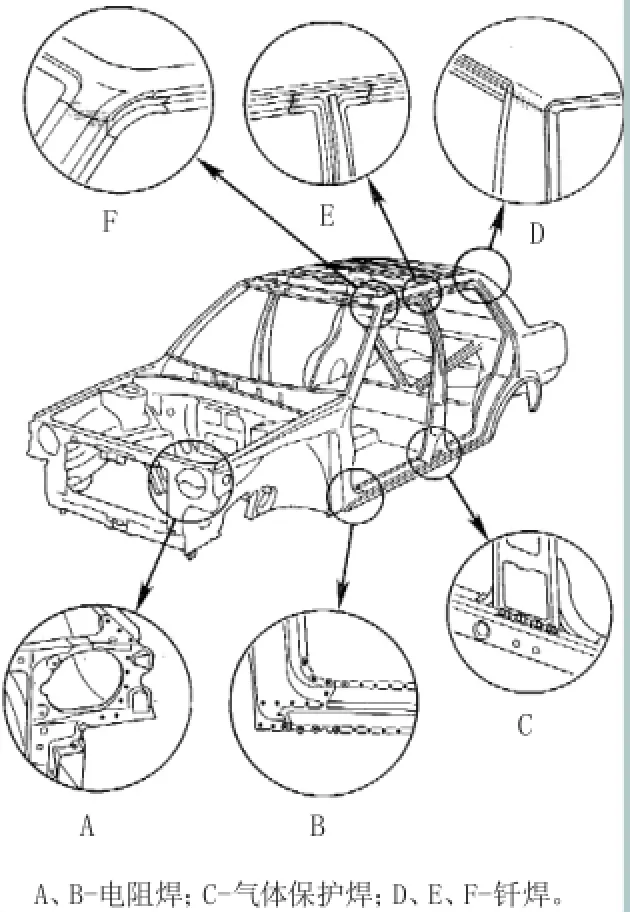
图120 汽车车身各个部位构件常采用的焊接方法
(2)气体保护焊
①气体保护焊优点
操作方法容易掌握,焊接的质量好、速度快、性能稳定;焊接的构件可以打磨,很容易达到构件表面的质量要求,并且不会降低强度;焊接薄金属构件时不需要预热,并且产生的热量小,避免构件强度降低和变形;焊接过程电弧平稳,熔池小、便于控制,不影响操作工作环境;对构件的接缝要求不高,方便构件之间的定位,焊接过程中不需要清除熔渣;焊丝可以适用各种钢铁金属材料及不同厚度的构件金属材料;可控制焊接的温度和焊接的时间。
②气体保护焊焊接原理
汽车车身构件大量使用高强度低合金钢,因此必须采用气体保护焊,而且工作效率高,用氧乙炔焊需约4h的工作,用气体保护焊接机进行同样的工作只需约40min。如图121所示,为气体保护焊的工作原理,气体保护焊是使用一根焊丝,焊丝以一定的速度自动进给,接触通电后在母材和焊丝之间出现短弧,短弧产生的热量使焊丝熔化,因而将母材连接起来。

图121 气体保护焊工作原理
由于焊丝以稳定的速度自动送丝,这种方法又可称为半自动电弧焊接法。在焊接过程中用惰性气体对焊接部位进行保护,以免母材受到空气的氧化,所使用的惰性气体的种类由需要焊接的母材决定。大多数钢材都用二氧化碳进行气体保护,而对于铝材,则根据铝合金的种类和材料的厚度,分别采用氩气或氩、氮混合气体进行保护。在氩气中加入4%~5%的氧气,用这种混合气体进行保护时,可以焊接不锈钢。
③气体保护焊接设备
气体保护焊设备如图122所示,带有流速调节器装有保护气体设备如图123所示,送丝控制装置如图124所示。

图122 气体保护焊设备

图123 流速调节器

图124 送丝控制装置
气体保护焊使用成卷焊丝,气体保护焊的焊枪如图125所示。此外还有和焊机相连接的电源、电缆和接线装置。

图125 焊枪
④气体保护焊机的操作方法
按照设备上或制造厂提供的说明书规定,将气体保护焊机的配套电源装置连接到合适的输入电网。搬动保护气体气瓶时应小心,用链条或带子将气瓶牢固地固定在底座上;也可将气瓶安装在墙壁、柱子等处,安装调节器时一定要遵守安全规则。用来连接电回路的夹持器应安放在构件焊接部位附近清洁的表面上,形成一个从焊接机到工件,然后再回到焊接机的焊接回路。不能将夹持器当作接地装置,为安全起见,焊接机应带有地线。送丝装置中的各元件应按照设备说明书的规定安装并调整。
对送丝装置的调整通常可按下列步骤进行:首先,安装焊丝,焊丝一定要能够顺利地通过焊枪。其次,适当调整送丝滚轴,使焊丝得到足够的拉力,应调节焊丝的拉力,以便当焊丝停住时,焊丝可在滚轴上打滑。应确保送丝滚轴槽、焊丝导向装置、钢套管和焊枪的导电铜管尺寸都与所使用的焊丝的尺寸一致。再次,应调整焊丝卷轴上的压力,使焊丝能够被顺利地拉出;但是当触发器断开时这个压力应能阻止卷轴空转。最后,正确地操纵焊接设备是焊接成功的基本要素。操作者进行焊接时需对下列参数进行调整:焊机输入电压、焊接电流、电弧电压、导电嘴与母材之间的距离、焊炬角、焊接方向、保护气体的流量、焊接速度和送丝速度。大多数焊机制造厂都提供一份表格,列出了焊机各种参数的调整范围,供操作参考。
⑤焊接质量检查
在进行修理构件的焊接过程中,应经常检查焊接的质量。在对汽车上的构件进行焊接以前,可先进行试焊,并调整焊机的各项参数,让焊接质量达到最好效果。汽车车身技术文件中,一般都说明这些部位的焊接要求,在进行修复时应尽量恢复这个部位的焊接要求。搭焊和对接焊的焊缝一般为构件板厚度的2~3倍。塞焊焊接工艺是依靠连续点焊将构件进行焊接连接,但每一个塞焊的直径应与原焊点相同。同一车型的塞焊采用的焊接工艺方法一般应相同,这样便于按同一焊接参数进行操作。
气体保护焊接的缺陷:容易产生气孔、凹坑、咬边、焊瘤及熔化不好、熔深不足、焊接溅出物太多、垂直裂纹、焊缝不均匀、烧穿等。气孔、凹坑产生原因是气体进入焊接金属中产生的,例如母材上有锈迹物污物,焊丝上有锈迹或水分,喷嘴堵塞或气体流量过小,焊接时冷却速度过快,焊丝规格不正确。咬边是由于过分熔化的母材形成一个凹坑,严重降低了焊接部位的强度,其产生原因是电弧太长、焊枪角度不正确、焊接速度太快、电流太小、焊炬角度不稳定等。
焊瘤会引起应力集中而导致过早腐蚀,产生原因是焊接速度太慢、电弧太短、电流太小等。熔深不足缺陷是由于金属熔敷不足而产生的,原因是电流太小、电弧过长、焊丝端部没有对准两层金属板的对接位置等。焊接溅出物过多,在焊缝的两边形成许多斑点和凸起的原因是电弧过长、母材金属生锈、焊枪角度太大等。垂直裂纹通常只发生在焊缝顶部表面,原因是焊缝表面被脏物污染(油漆、油、锈斑)等。焊缝不均匀的原因是焊枪嘴的孔被损坏或变形,焊丝通过嘴口时发生摆动、焊枪不稳定、移动速度不稳等。焊缝内有许多孔是因为焊接电流太大、两块金属之间的坡口槽太宽、焊枪移动速度太慢、焊枪到母材之间的距离太短等。
