叶片泵常见故障及其排除
2016-11-28游明军
游明军
【摘要】本文从叶片泵常见的三种故障产生原因、叶片泵主要件:定子、转子、叶片、配油盘、花键轴、泵体的修复、叶片泵组装要求进行了一定的探讨。
【关键词】叶片泵常见故障 叶片泵的修理 叶片泵的组装要求
一、叶片泵常见故障
(1)噪声严重,其主要原因有:定子表面磨损使叶片与定子表面接触不良、叶片宽度尺寸不一致,个别叶片较窄或叶片倒角太小、配油孔与端面不垂直、联轴器不同轴、配油盘上压油口三角槽太短,引起困油(应用什锦锉适当修长,但也不能过长,否则会使漏损增加)、吸入空气或吸油不畅等,应该仔细检查并予以解决。
(2)压力波动,其原因有:定子表面磨损起波纹使叶片跳动、配油盘磨损轴向间隙过大、配油盘上压油口三角槽太短,在封油区困油,使高压与低压油瞬间接通产生脉动冲击、转子叶片槽磨损,与叶片的配合间隙过大、溢流阀阀芯跳动、油内有空气等,同样应该仔细检查并予以解决。
(3)油泵不能泵油,其原因有:油泵转向接反、油液太脏使滤油器堵塞、叶片配合过紧不能从转子槽中滑出、吸油高度超过500mm、滤油器网孔过密(一般0.1~0.2mm)。
二、叶片泵的修理
(1)定子:定子一般在吸油腔部位磨损比较严重,这是因为叶片处于吸油腔时,叶片前端处于低压,叶片在离心力和根部高压油的作用下,紧紧压在定子表面的缘故。当叶片处于高压腔时,情况则不同,因叶片前端与根部同时有高压油的作用,互相抵消,叶片仅承受离心力的作用靠在定子表面上,故定子压油腔磨损一般较轻。当吸油腔磨损严重时,表面可见明显的波纹,应放在内圆磨床上用靠模仿形修模。若不具备这个条件,可在原销孔的对称位置处另作一圆柱销孔,将定子翻转180°继续使用(或更新),否则会引起严重的噪声和压力波动。定子的材料一般用GCr15,热处理硬度60~64HRC。
(2)转子:转子两端面和叶片槽都有不同程度的磨损,轻者抛光使用,磨损严重的,应将两端面在外圆磨床上磨平,叶片槽可在万能工具磨床上,使用专用夹具并用薄片砂轮修模,其要求要达到:叶片槽两工作面平行度误差不超过0.01mm,槽对端面垂直度误差不超过0.01mm,转子一般采用40Cr,热处理后硬度45~50HRC。
(3)叶片:叶片顶面及端面因与定子内表面及配油盘接触,磨损较大。如果叶片槽尚好,可将端面及顶面放在专用夹具中在平面磨床上修模。若转子叶片槽磨损较大,或已经修模过,必须重配叶片。其材料为高速钢W18Cr4V,热处理后硬度60~64HRC。
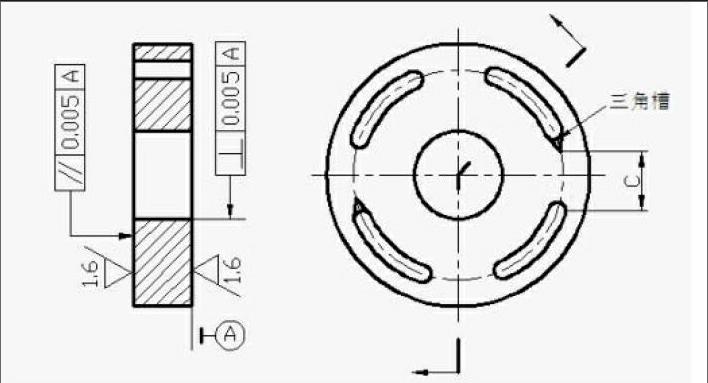
(4)配油盘:配油盘端面与转子叶片接触最易磨损,磨损后增大了轴向间隙,内漏增加,使容积效率降低。修复时,可将端面研平或在车床上精车,但车削余量不宜过多,以免影响配油盘的刚性;太薄受力后容易变形,会影响轴向间隙。若油泵工作时有较大噪声,修复时还应注意三角槽的长短。三角槽太短,会引起困油,产生噪声;三角槽过长,会使漏损增加。此时可将转子与叶片放在配油盘上观察,用什锦锉适当修整,使三角槽至吸油口的距离C稍大于两叶片间的距离。配油盘技术要求如下图所示,其材料一般采用铝青铜。
(5)花键轴:花键轴在转子配合处及油封处均易磨损,在花键轴上磨损较深的槽时,应换新轴。
(6)泵体:当定子、配油盘、转子等零件都修复后,其端面应作相应修复,否则定子与配油盘将会浮动。
三、叶片泵的组装要求
组装时各零件应仔细清洗干净,不得有任何的污物。叶片应与修磨后的转子叶片槽配研,保持间隙在0.008~0.015mm之间,用手推动应灵活自如。且其高度应保证略低于转子槽口0.005mm。定子与转子配油盘间的轴向间隙应保持在0.04~0.08mm之间。注意叶片与转子在定子中应保持原来的方向,不得装反。装好后,用手旋转花键轴,应灵活平稳,无阻滞现象。在额定压力与流量下试车,各结合面不得漏油。在额定压力下工作,压力波动值不得超过±2Kgf/cm2。
参考文献:
[1]湖南省长沙市革命委员会工交办公室.钳工实践[M].上海科学技术出版社,1978.