HXD3机车一二系弹簧工作高超高的原因分析与处理
2016-11-28徐世武
徐世武
(天津电力机车有限公司,天津 300000)
HXD3机车一二系弹簧工作高超高的原因分析与处理
徐世武
(天津电力机车有限公司,天津 300000)
针对HXD3机车一二系弹簧在检修中发现工作高超高的现象,从弹簧生产制造过程、检测条件、检修工艺等方面阐述了弹簧工作高超高的影响因素,并提出了处理的方法。
弹簧;工作高;超高;分析;处理
1 概述
HXD3系列电力机车一、二系悬挂装置采用圆柱压缩螺旋弹簧,根据机车检修技术规程的要求,一、二系弹簧对自由高、工作高都有限度要求,但在机车检修过程中发现,部分弹簧试验压缩高(简称“工作高”)有增高的现象(见表1)。
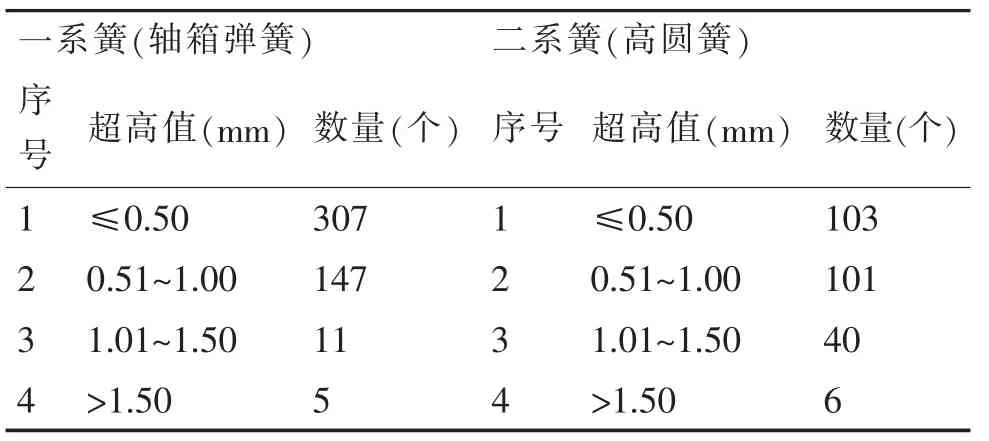
表1 一二簧工作高超高数量统计表
其中,一系簧(即“轴箱弹簧”)自由高限度要求为 222+2-4mm,加压 47.5kN,试验压缩高应在173.4+2-4mm。累计检查3840件,工作高超高的一系簧共426件,占比11.09%。二系簧(即“高圆簧”)自由高度限度要求为565+5-4mm,加压73.6kN,试验压缩高限度要求为460.8+3-4mm。累计检查160台份1920件,工作高超高的二系簧共250件,占比13.02%。
2 原因分析
2.1 弹簧制造的影响
弹簧的主要生产工艺过程为:下料→端部加热→碾尖→电阻炉整体加热→热卷簧→余热淬火→回火→预压→支撑圈平磨→抛丸→磁粉探伤→喷漆[1]。弹簧整体回火处理能释放热卷簧、淬火过程中产生的残余应力,消除效率可达50%~70%。弹簧表面抛丸处理也能降低一部分残余应力,并在弹簧表面形成压应力层,对提高弹簧的抗疲劳强度有一定作用。
在弹簧热卷形变过程中,弹簧外表面受拉应力,内表面受压应力,外部应力超过棒材屈服极限,使弹簧变形弯曲成螺旋形。在机车运用中,由于轮轨接触振动及车内设备工作的原因,车体、构架处于高频振动状态,频繁地振动施压使弹簧内部残余应力逐渐释放。应力释放使弹簧发生形变,从高度方向看有使弹簧增高的可能性,这种现象只存在于弹簧运用初期,且影响有限,如图1所示。
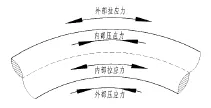
图1 弹簧内部应力示意图
2.2 试验设备的影响
机车一二系弹簧压力试验机采用TLW-HG300型机车弹簧专用压力试验机,据设备生产厂家提供数据,设备测量误差与测试弹簧高度有关,测量误差=±(50+0.15L)μm,其中L为弹簧测试工作高度。由此可知,高圆簧工作高测量误差为±0.119mm、轴箱弹簧工作高测量误差为±0.076mm。
为测试设备试验误差范围是否在允许范围内,对同一轴箱弹簧每隔1天进行1次测量,共测量12次,所得工作高最大值与最小值相差0.22mm,超出设备允许误差±0.034mm。
2.3 试验压力的影响
按照TB/T2211-2010《机车车辆悬挂装置钢制
螺旋弹簧》的规定,弹簧试验压力允差在公称值的1%公差范围内。弹簧刚度、试验力、轴向位移三者的关系如下:

式中:(Fv-Fu)是工作高与自由高测试试验力之差,(Lu-Lv)是在(Fv-Fu)力作用下的轴向位移,Ks是轴向刚度(单位kN/mm)。
由此公式计算可知,HXD3机车轴箱弹簧名义刚度为0.975kN/mm,高圆簧名义刚度0.417kN/mm。如果弹簧制造单位与检修单位试验力均符合要求但存在±1%的误差,由上述公式计算可知,同一轴箱弹簧或高圆簧工作高测量可能存在±0.486mm或± 1.76mm的误差。
2.4 漆膜厚度影响
现场调查机车弹簧检修工艺过程,弹簧工作高检测在喷漆后进行,弹簧上下端面、端圈与相邻圈接触线等六处漆膜会对检测结果发生影响。
为了测试漆膜对试验工作高度的影响程度,选择24组轴箱弹簧,分别在喷漆前与喷漆后进行工作高的检测。经对比发现,弹簧喷漆后工作高增加量在(0.1~0.50)mm。由于漆膜厚度无法严格控制,接触线处漆膜厚度无法测量,漆膜厚度对弹簧试验工作高度的测量的影响是不确定的,应予排除。
2.5 抛丸过程的影响
抛丸处理是弹簧检修过程中的一个环节。检修弹簧抛丸的目的是去除弹簧表面的漆层、铁锈、氧化皮,露出弹簧金属表面,方便探伤。在弹簧制造过程中,也要进行抛丸,目的是去除表面氧化皮并进行表面强化。TB/T2211-2010中规定,弹簧表面抛丸后,表面以下0.2mm深度内压应力应达到500MPa,弹簧表面以下0.5mm深度内压应力应达到100MPa。
考虑到抛丸对工件表面的硬化作用会使弹簧轴向刚度发生变化,进而影响工作高测试结果,故对机车上拆解下的轴箱弹簧抛丸前后工作高分别进行测试。对比发现,抛丸前后轴箱弹簧工作高存在增高的现象,增高幅度(0.50~0.70)mm,但对自由高影响不大。这说明,弹簧表面抛丸处理对弹簧工作高增加有较大影响。
3 分析结论
综上所述,大部分弹簧工作高超高量在1.0mm以内,少量弹簧工作高在1.5mm以上。结合以上试验、分析结果,导致弹簧工作高超高的主要原因是漆膜厚度和抛丸过程影响所致。此外,弹簧内部残余应力释放、试验设备测量误差、不同试验力误差对弹簧测量结果也有一定影响。
4 处理措施
定期检定试验设备,保证设备测量数据、试验力在可控范围内,避免设备精度误差导致的误判。喷漆过程中漆膜厚度不易控制,对测量数据存在不良影响,弹簧工作高的测量须安排在喷漆前进行。
弹簧工作高少量超限,对弹簧运用而言没有不良影响。从工艺质量控制角度考虑,应适当提高工作高检测限度。根据多方测试分析结果,建议将一二系弹簧工作高上限值上调2mm。但不同位置弹簧的配组误差保持不变,以保证机车轴重、轮重分布的均匀性。目前,HXD3、HXD3C型电力机车C5检修技术规程已就此作出了变更[5]。
个别试验工作高度超限较大弹簧,可在平面磨床上修磨,以达到技术标准规定的要求。需要注意的是,磨削端面后,原有的预制压应力层被破坏,需要重新进行抛丸处理。
5 结束语
弹簧工作高检测是弹簧检修中的重要环节,检测数据的准确性对机车轴重的调整十分重要。通过分析、试验和数据比对,使我们对影响弹簧工作高检测的各种因素有了充分的认识。通过消除不良因素,完善检测环境,制定科学合理的检测工艺标准,弹簧工作高测量超高的现象得到了妥善解决,既保证了机车检修过程中测量数据的准确性,也解决了生产中遇到的技术障碍。
[1] 焦力隆,侯现军,李绍杰,等.铁路机车用52CrMoV4弹簧失效分析[J].河北冶金,2013,(5).
[2] 王树明,孙守志.HXD3B型机车轴箱弹簧断裂原因分析及预防措施[J].的的铁道机车与动车,2014,(10).
[3] 樊云霞,刘春艳,王青权.轴箱弹簧刚度对车辆运行性能影响研究[J].城市轨道交通研究,2014,(11).
[4] 铁路行业标准[S].TB/T2211-2010机车车辆悬挂装置钢制螺旋弹簧,铁道部,2011.
[5] 中国铁路总公司,HXD3电力机车检修技术规程(C5修)V1.0[J].中国铁道出版社,2015.
TH135