模具结构对镁合金板材连续挤压成形性能的影响
2016-11-28刘学郭丽丽符蓉
刘学,郭丽丽,符蓉
(大连交通大学 连续挤压教育部工程研究中心,辽宁 大连 116028)
模具结构对镁合金板材连续挤压成形性能的影响
刘学,郭丽丽,符蓉
(大连交通大学 连续挤压教育部工程研究中心,辽宁 大连 116028)
根据连续挤压扩展成形的特点,利用 HyperXtrude软件建立了160 mm×8 mm的 AZ31镁合金双杆连续挤压的有限元模型.分析了挤压轮转速为4 r/min时模具腔角和汇合模长度对板材连续挤压成形的影响.结果表明:随着焊合室腔角的减小坯料焊合压力增加,金属流动均匀性好,板材成形性能好;随着汇合模长度增加坯料焊合压力降低,金属横向扩展能力提高,模具出口定径带处的金属流动均匀性提高,利于AZ31镁合金板材连续挤压成形.
双杆连续挤压;模具结构;数值模拟;成形性
0 引言
镁合金具有质量轻、污染小、减振性好、导热性能高、电磁屏蔽性好等一系列优点[1],然而,由于镁合金是密排六方结构,常温下变形困难,所以传统方法生产镁合金板材的过程中,需要反复加热.由此可见,变形镁合金的生产中存在的问题是耗能大且材料利用率低.
连续挤压具有低能耗、材料利用率高、可实现连续生产以及以自身摩擦力为动力和热能供应系统这一最突出的特点[2-3],使其在实际生产中被广泛使用,并且已经成功应用于铜、铝宽板带的生产[4].应用HyperXtrude软件可准确高效地模拟镁合金挤压成型[5].因此,本文利用HyperXtrude软件模拟了160 mm× 8mm 的AZ31镁合金双杆连续挤压板材成形过程,并分析模具中的汇合模长度和模具腔角度对金属流动和焊合压力的影响.
1 连续挤压有限元模拟
1.1 有限元模型的建立
以TLJ400连续挤压机为原型,基于HyperXtrude软件,建立AZ31镁合金连续挤压模型如图1所示.

图1 双杆连续挤压有限元模型
1.2 材料模型
模拟所采用的原材料为AZ31镁合金挤压杆料,HyperXtrude软件材料数据库中未提供AZ31镁合金的本构模型,模拟中选用带有Z参数的双曲正弦函数修正的Arrhenius 关系作为本构方程来描述AZ31 镁合金高温压缩变形时的流动应力[6],如下:
(1)
式中各参数及物理意义如表1所示.

表1 AZ31B镁合金的反双曲正弦模型的参数
1.3 模拟参数的设定
连续挤压过程中,需要将腔体和模具预热到一定温度,并考虑在挤压过程中坯料与工模具之间的热传导作用.数值模拟中的初始参数如下:坯料材料为AZ31镁合金,坯料直径Φ为20 mm,挤压轮转速为4 r/min,坯料不预热,腔体、模具预热温度为350℃,坯料与挤压轮的滑动摩擦因子为0.2,坯料与腔体、模具的滑动摩擦因子为0.7,坯料与工模具的传热系数为3 000 W/(m2· ℃).
模具定径带处金属流动的均匀性可用其截面速度场标准偏差值SDV来衡量,流速均方差SDV的计算公式如式(2)[7], SDV值越小,说明材料的流动越均匀.
(2)
2 模拟结果分析
图2为汇合模长度(模具进料口入口到扩展腔起始边缘的距离)分别为25、35、45 mm,挤压轮转速为4 r/min,板材宽度为160 mm×8 mm的连续挤压数值模拟的速度场.腔体在两进料口中部切开,Z方向为板材出口反方向.由图2可知,汇合模长度为45 mm时,因金属流体在模腔内有足够的时间、空间促使其达到均匀混合的效果,在扩展腔内部可以看出流体在横向及纵向的流动速度相差较小,平均数值在5~10 mm/s左右,而金属流体到达焊合室时,受到焊合室两侧挤压作用,横向以及纵向速度加快,数值达到了50 mm/s,但各区域流体流动比较平衡,速度差值很小,流体内部无明显的区域划分现象.汇合模长度为最短的25 mm时,由于汇合模长度较短,以致其给予流体汇合的空间减小,汇合时间也缩短,由进料口注入腔体的金属流向两侧的横向扩展能力较差,容易形成更大的金属流动死区.

(a) 45 mm

(b) 35 mm

(c) 25 mm
图3为汇合模长度对镁合金焊合室压力的影响(焊合室取点位置如图4),可以看出,汇合模长度由25 mm延长至45 mm,焊合室内焊合压力整体降低.随着汇合模长度的增加,腔体内部金属流体汇合空间越大,流体相互协调时间越充足,内部各处相互作用力整体更加均衡,这才使出口处流速越均匀,因此整体流动速度平缓.由于汇合模长度缩短,减小了金属汇合空间,金属流动主要集中在出口对应进料口区域部位,汇合模长度越短,其焊合压力值越大.

图3 汇合模长度对镁合金焊合室压力的影响

图4 焊合室取点位置示意图
图5是模腔角分别为10°、20°、30°的速度场.随着模具腔角增大,金属在板材出口处的速度分布越均匀,在30°时可以看到,流体横向扩展幅度已达到板材尺寸需求,中间向两侧扩展良好;而在最小的10°时,则可以看到金属在出口处主要集中在对应两进料口及中间部位,而出口两侧则形成了死区.这主要是由于模腔角越大,对金属流体的阻碍作用越大,并且在腔角边缘部位产生金属回流,加强了流体在焊合室内部的横向扩展流动性.模具腔角越小,则产生的阻力越小,且由于角度减小,模具向内侧的压力降低,导致回流效果减小,金属横向扩展变差,在边缘部位,流体受到阻力作用,速度逐渐减小乃至停滞,形成死区.

(a) 10°

(b) 20°
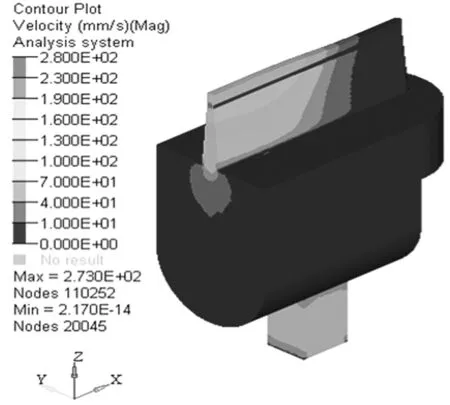
(c) 30°
图6为模具腔角对焊合室压力的影响,随着模具腔角的增大,焊合室内成形焊合压力明显减小.角度由10°增加到30°焊合室内横截面的压力整体降低了14%左右,同时可以看到,模具腔角度较小时,焊合室内部两侧区域较中心区域焊合压力高.这主要是由于模腔角较小时,腔体内部形成了更大区域的金属流动死区,间接相当于减小了腔体内部空间,致使内部作用力整体增大,流体主要集中在出口中部区域挤出,速度加快,造成了中间高两边低的焊合压力状态;而模具腔角较大时,金属流动整体较均匀,内部压力相对减小,且在焊合室边部区域存在回流,致使焊合室内中间焊合压力较小对应进料口的两侧区域则相对增大.
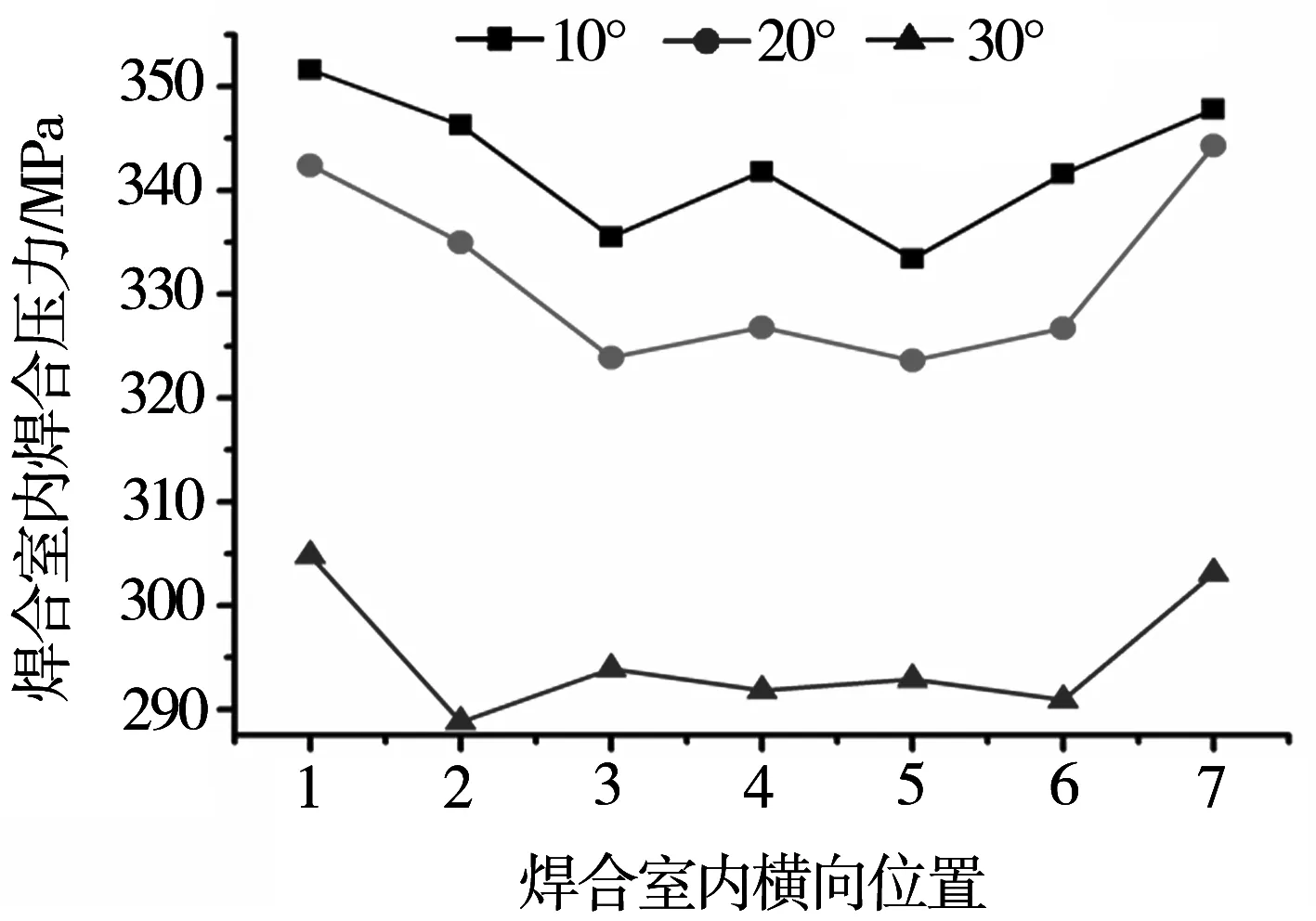
图6 模具腔角对焊合室压力的影响
3 结论
(1)在AZ31镁合金板材连续挤压扩展成形中,随着汇合模长度增加,焊合室内横截面整体压力降低,金属横向扩展能力提高,模具出口定径带处的金属流动均匀性提高,利于板材连续挤压成形.
(2)随着模具焊合室腔角的增大,坯料在模具出口受到的阻力加大,金属横向流动扩展能力提高,金属流动的均匀性提高;另一方面,随着模具焊合室腔角减小,焊合室焊合压力增大,利于镁合金板材连续挤压成形.
[1]朱根松,田海霞,刘柏雄. ZK61镁合金挤压工艺模拟研究[J]. 有色金属科学与工程,2010 (1) : 34- 37.
[2]刘长瑞,王伯健,王庆娟,等. 镁合金AZ31常温下的塑性变形行为[J]. 轻合金加工技术,2005,33(3): 43- 46.
[3]唐宁. 连续铸轧AZ31B镁合金板坯的组织结构及退火行为[D]. 长沙: 中南大学, 2008.
[4]宋宝韫, 樊志新, 陈吉光, 等. 铜、铝连续挤压技术特点及工业应用[J]. 稀有金属, 2004, 28 (1): 257- 261.
[5]郭丽丽,李永兵,裴久阳.基于Hyperxtrude的ZK60镁合金型材挤压成形数值模拟和实验验证,2015,40(6):138- 143.
[6]王忠堂,张士宏,齐广霞,等. AZ31 镁合金热变形本构方程[J]. 中国有色金属学报,2008,18 (11):1977- 1982.
[7]万萌萌,王延辉,杨俊英,等. 镁合金及纯铝连续挤压流动均匀性对比研究[J].锻压技术,2013,38(4):135- 139.
The Influence of Die Structure on the Continuous Extrusion Ability of AZ31 Magnesium Sheets with Double Billets
LIU Xue,GUO Lili,FU Rong
(Engineering Research Center of Continuous Extrusion, Dalian Jiaotong University, Dalian 116028, China)
Based on the characteristics of the continuous extrusion forming, the FEM model of continuous extrusion with double AZ31 magnesium alloy billets by using HyperXtrude is established. The simulation product size is 160 mm×8 mm.The influence of the mold cavity angle and convergence mold length on sheet formability in double-pole feed continuous extrusion are analyzed. Simulation results show that the flow uniformity and the welding pressure are increased with the mold cavity angle, and the sheet formability of continuous extrusion are improved. The flow uniformity of the magnesium alloy at the position of the die exit is increased with the increasing the length of convergence mold, and the sheet formability is improved, but the welding pressure is reduced.
continuous extrusion with double billets;die structure;numerical simulation;formability
1673- 9590(2016)03- 0079- 04
2015- 03- 27
刘学(1990-),男,硕士研究生;符蓉(1965-),女,教授,博士,主要从事摩擦制动材料的研究E- mail:guolili0822@hotmail.com.
A
