陶瓷砖精益生产之降低有釉砖丝网印刷缺陷率*
2016-11-28屈彬范伟峰林海浪
屈彬 范伟峰 林海浪
(1 佛山欧神诺陶瓷股份有限公司 广东 佛山 528138)(2 佛山市迈瑞思科技有限公司 广东 佛山 528138)
陶瓷砖精益生产之降低有釉砖丝网印刷缺陷率*
屈彬1范伟峰1林海浪2
(1 佛山欧神诺陶瓷股份有限公司 广东 佛山 528138)(2 佛山市迈瑞思科技有限公司 广东 佛山 528138)
笔者通过定义与分类有釉砖丝网印刷缺陷,分析了某公司2015年全年平均缺陷率现状为4.66%,提出将缺陷率下降到3.72%作为项目控制目标。分析有釉砖丝网印刷缺陷主要为花釉、擦网糊花、粘网、阴阳色等,再收集数据集中各部门力量分析缺陷产生的原因,最后提出改进措施。跟踪项目实施后4个月的缺陷率,都达到了3.72%以下的目标,平均缺陷率为3.12%,达到卓越绩效目标,项目顺利完成。
陶瓷有釉砖 丝网印刷 精益生产 降低 缺陷率
前言
近年来,由于喷墨技术的普及,有釉砖特别是全抛釉以其多变及鲜艳的色彩,逼真的仿石、仿木纹效果,更强的质感和触感等特点而深受消费者欢迎,其产销量远超过抛光砖。
抛釉砖表层抛釉的施加,主要有平板花机印刷和钟罩淋釉两种方法。由于人员、釉线花机设备、窑炉、物料、排产等各种因素,有釉砖丝网印花生产工艺一直是影响产品表面质量的瓶颈,各种印花缺陷降级占整个产品缺陷的很大一部分,从整个丝网产品生产过程来看,很多环节不受控制。
笔者通过统计分析某公司2015年抛釉砖丝网印花产品,其优等率只有79.42%,各种印花缺陷降级占4.66%。为了降低抛釉砖丝网印刷的缺陷,笔者通过精益生产项目的方式,进行立项研究,分析研究缺陷产生的原因,制定缺陷预防措施,降低印花缺陷。
1 定义与分类
项目研究可降低月度抛釉砖丝网印花产品生产总缺陷比例。抛釉砖丝网印刷缺陷可分为以下八大项:
1.1 花釉
花釉指的是局部砖面上明显出现多釉料或者少釉料。
1.2 擦网糊花
擦网糊花指的是砖面上由于擦网水印等造成花纹图案不清晰。
1.3 粘网
粘网指的是釉料粘在弹起的网版上,砖面上局部有粘釉痕迹。
1.4 多花少花
多花少花指的是砖面上花纹与标准版不一致,缺少或者超多。
1.5 阴阳色
阴阳色是指同一块砖面上两边有明显的色调差异。
1.6 抛釉
抛釉干釉或者本身质量问题带来的针孔等缺陷,或者多抛釉、少抛釉。
1.7 刮刀印
刮刀印是指砖面上有明显刮刀印痕迹。
1.8 印花错位
印花错位是指砖面图案叠加错位,与标准版印花不一致。
2 现状分析与控制目标
2015年印花缺陷的现状分析与控制目标如图1、图2、图3所示。
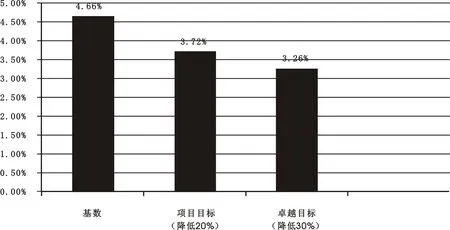
图1 2015年平均印花缺陷现状与控制目标
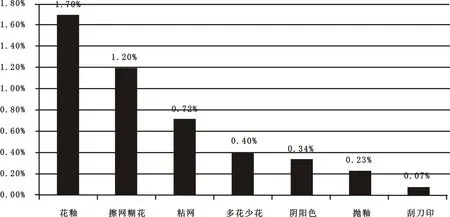
图2 2015年印花缺陷分布现状
分析结论:
1)印花前三大缺陷是花釉、擦网糊花、粘网,共占缺陷比例的四分之三以上;
2)从前三大缺陷来看,人为因素影响较大。
3 原因分析
3.1 花釉缺陷鱼骨图原因分析
花釉缺陷鱼骨图如图4所示。
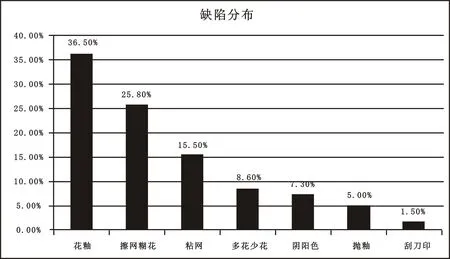
图3 2015年印花各缺陷所占比例
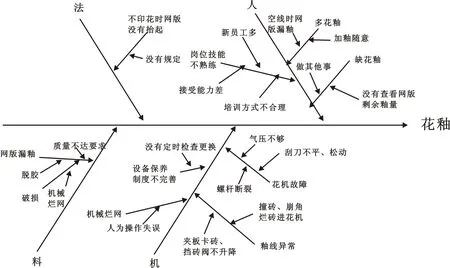
图4 花釉缺陷鱼骨图
3.2 擦网糊花鱼骨图原因分析
擦网糊花鱼骨图如图5所示。
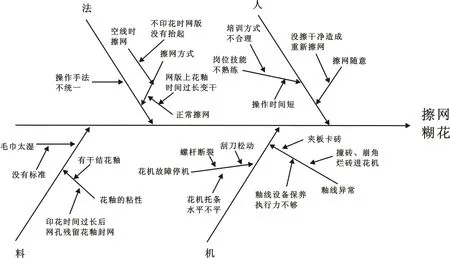
图5 擦网糊花鱼骨图
3.3 粘网缺陷鱼骨图原因分析
粘网缺陷鱼骨图如图6所示。
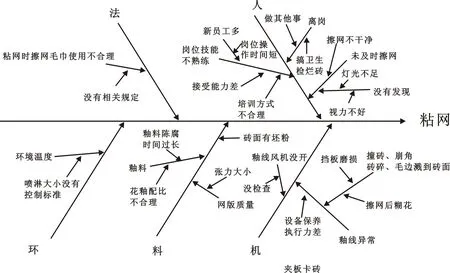
图6 粘网缺陷鱼骨图
3.4 总结分析丝网印花缺陷可能因子
丝网印花缺陷可能因子如表1所示。
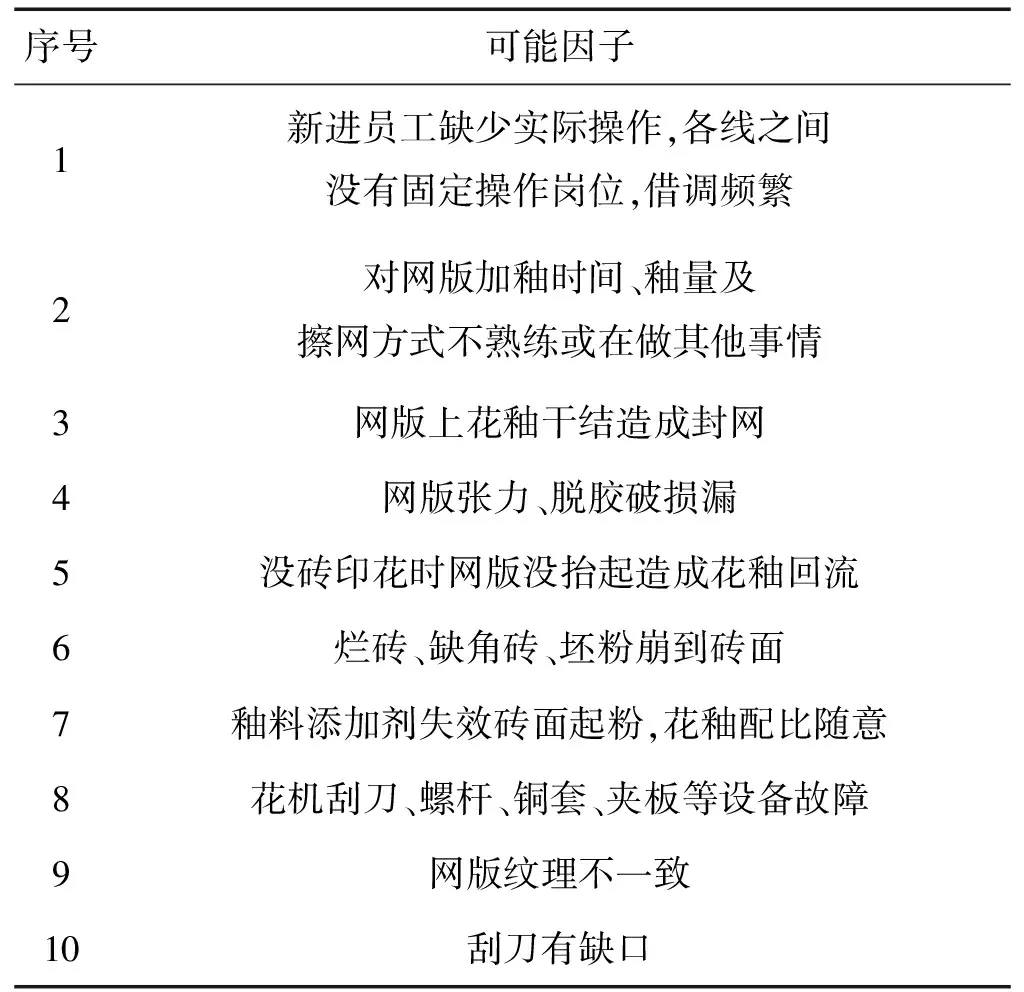
表1 丝网印花缺陷可能因子
3.5 因子验证
1)因子验证中主要验证崩坯粉粘网、花网上釉量不够、网版没有抬起花釉回流、网版上花釉干结、擦网操作是造成印花缺陷的根本因子。
2)刮刀脱落、缺角烂砖进花机、网版张力大小脱胶漏釉、网版多花少花、刮刀有缺口可测量,只要出现就会造成丝网印花缺陷无需因子验证。
3.6 因子验证——加釉时间把握不准
1)实验一。加一瓢抛釉,正常印花5 min左右就会抛釉不足出现缺釉。
2)实验二。加两瓢抛釉,正常印花11 min左右就会出现缺釉。
3)结论。花网上没有及时加釉就会造成缺花釉。
3.7 因子验证——花釉回流
1)实验。不印花时网版没有升起。
2)结果。花釉渗漏缺陷,漏釉后擦网造成糊花。
3)结论。没砖印花时网版没抬起花釉回流,导致花釉、擦网糊花缺陷。
3.8 因子验证——花釉干结
1)实验。长时间没有擦拭网版面溢流到边上的花釉。
2)结果。出现刮刀印,局部缺花釉、粘网、擦网糊花缺陷。
3)结论。花釉干结,导致刮刀印,局部缺花釉、粘网、擦网糊。
3.9 因子验证——擦网
1)实验。用干毛巾擦网,湿度不同的毛巾擦网。
2)结果。海绵干湿度不适合,太干不易擦干净,太湿网版上留有水渍,都会导致糊花缺陷。
3)结论。擦网毛巾湿度不合适造成糊花缺陷。
3.10 因子验证结果
因子验证结果见表2。
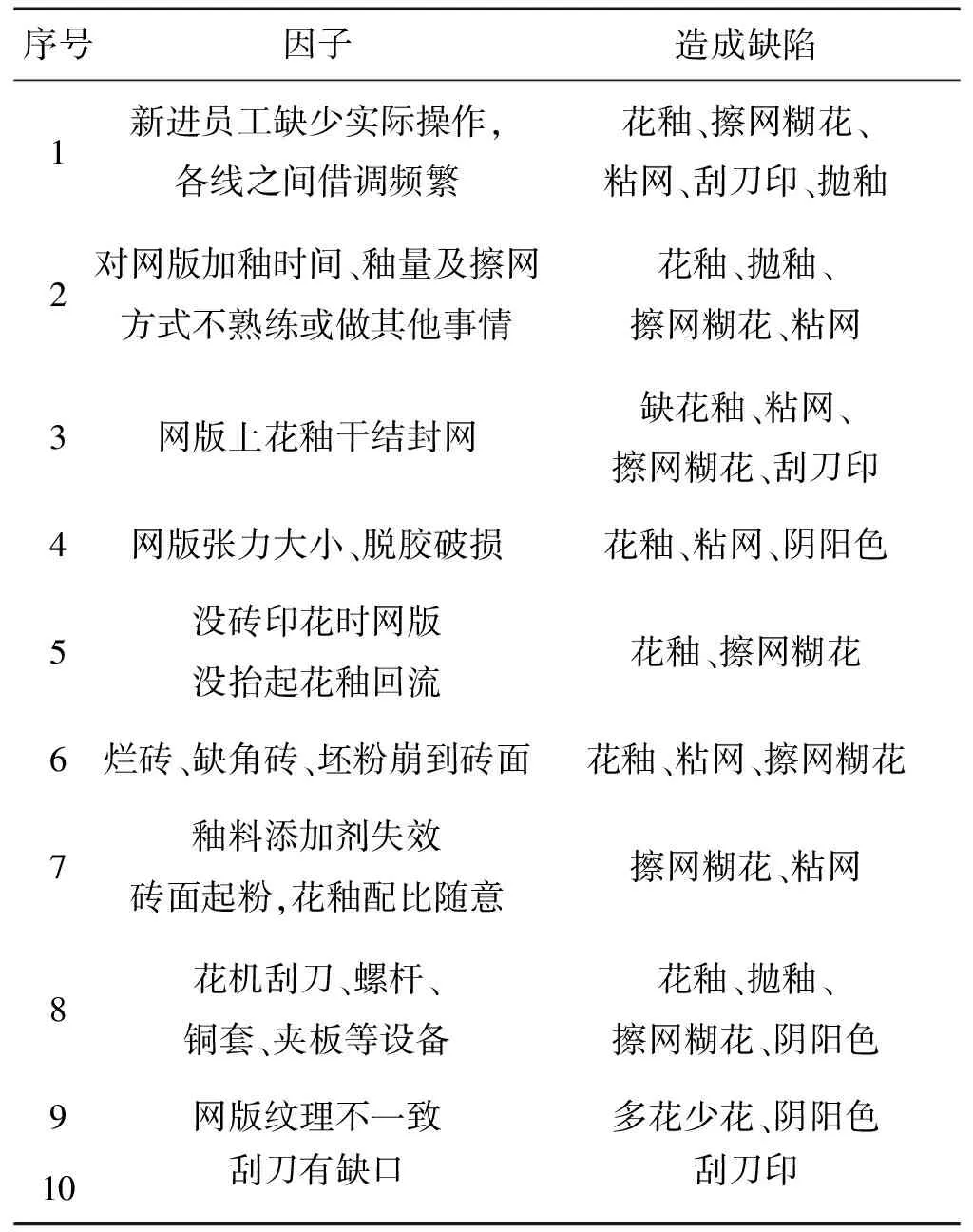
表2 因子验证结果
3.11 关键因子
1)岗位技能不熟练;
2)加釉、擦网方式;
3)网版花釉回流、干结;
4)设备异常。
4 改善措施
印花缺陷的改善措施见表3。
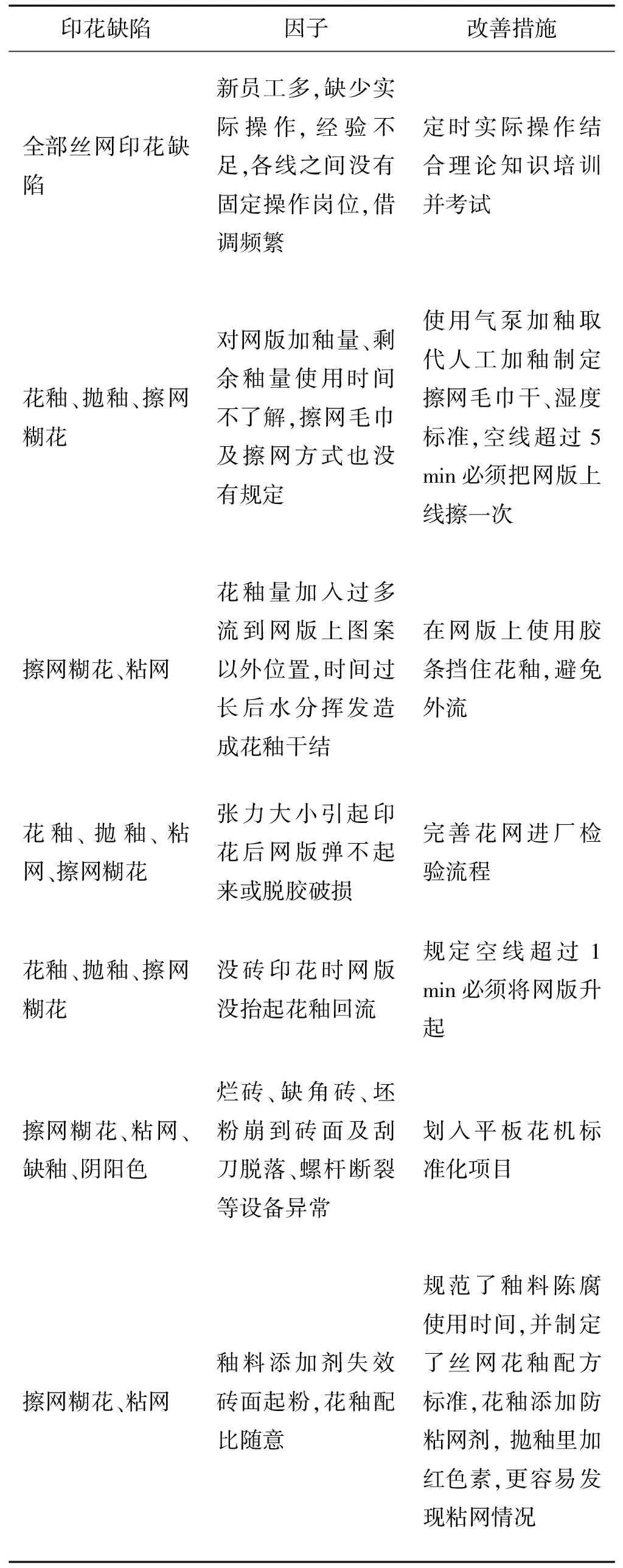
表3 印花缺陷的改善措施表
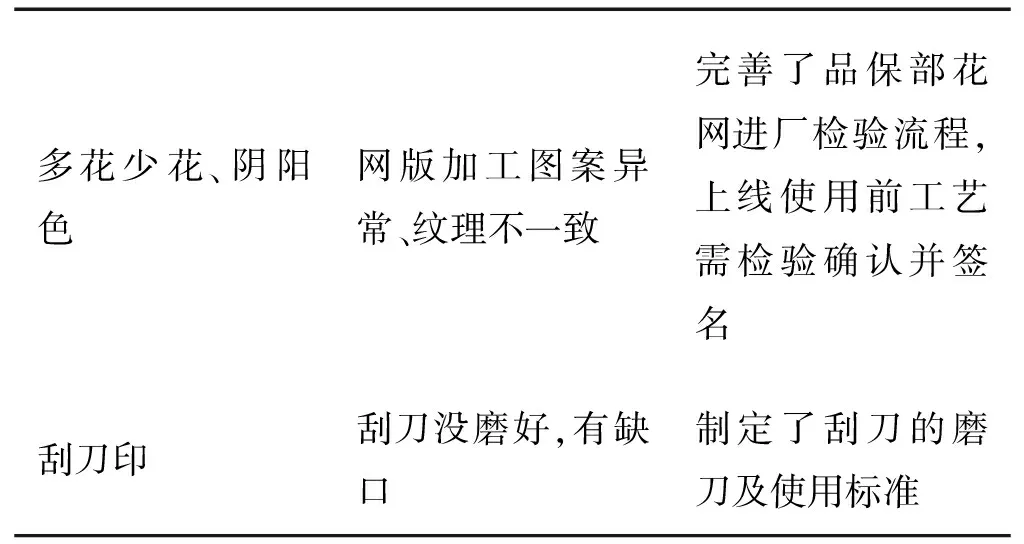
多花少花、阴阳色网版加工图案异常、纹理不一致完善了品保部花网进厂检验流程,上线使用前工艺需检验确认并签名刮刀印刮刀没磨好,有缺口制定了刮刀的磨刀及使用标准
5 项目持续情况跟踪记录
项目实施改善后,持续跟踪记录,其记录数据见表4、表5。
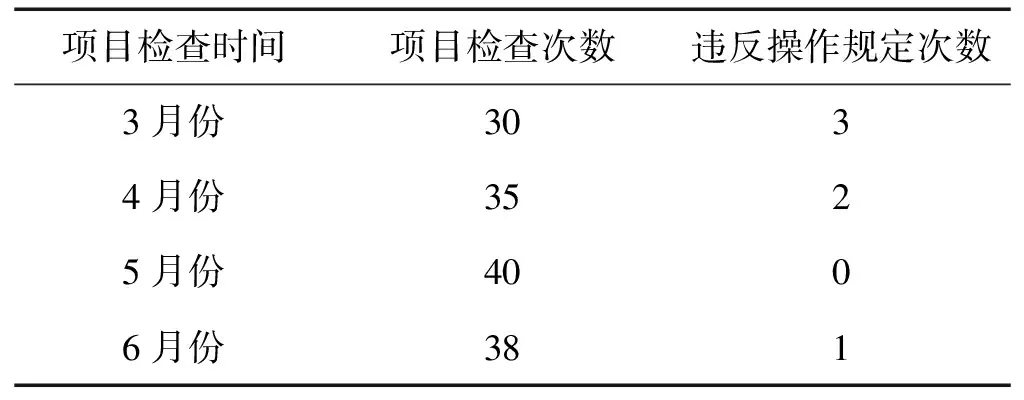
表4 项目检查情况
6 项目结题与总结分析
项目实施前后的缺陷率对比,见表6。
通过项目推进后,工艺车间、烧制车间及品保检测都有按《有釉砖丝网产品操作规定》执行并将此规定纳入受控文件,丝网印花缺陷得到了较好的控制,印花总缺陷率由4.66%降低至3.12%,降幅为33%,达到了项目既定的卓越目标。
印花缺陷率对比图如图7所示。
通过图7数据可以看出,通过一系列的改善措施,印花缺陷率下降明显,主要是加釉和擦网不当造成的缺陷下降,即花釉,擦网糊花,多花少花,阴阳色四大缺陷。
为了保证项目效果,必须严格执行项目制定的各项规范制度以及落实管理监督责任。
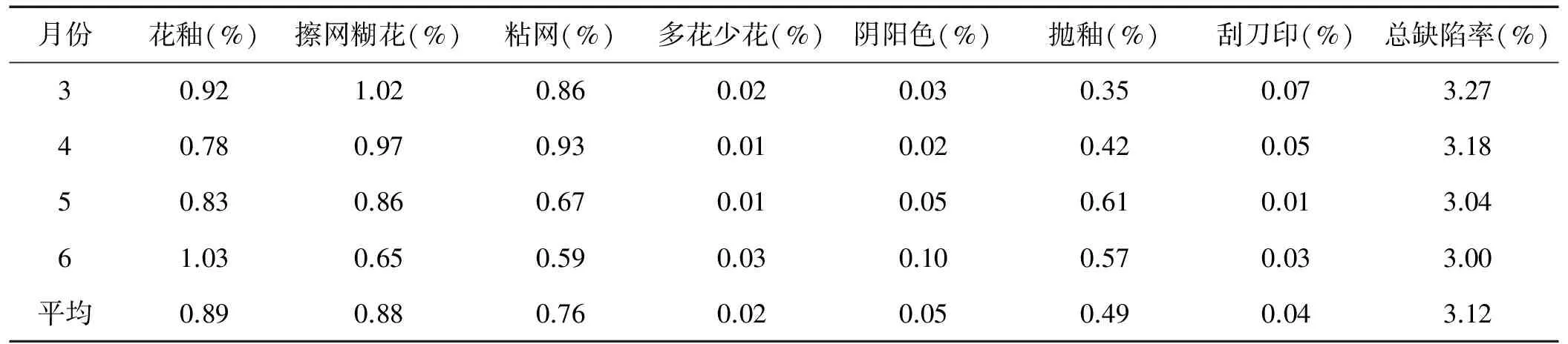
表5 各种缺陷跟踪表

表6 项目实施前后缺陷率对比

图7 印花缺陷率对比图
7 结语
有釉系列产品利用网版印刷抛釉或者花釉,是一项较为成熟但又较难控制的技术。通过精益生产立项的方式,集中各部门力量收集数据,并总结分析缺陷产生的原因,得出改善措施,再通过制度的制定、落实,可避免一些不必要的错误出现,降低了丝网印刷缺陷率,收到了较好的效果。笔者仅从某公司产品生产的角度去总结分析,有不足之处,仅供陶瓷行业广大专业人士参考。
屈彬(1976-),本科;主要从事建筑陶瓷生产工艺研究。*
TQ174.76+4
B
1002-2872(2016)10-0014-07