新型加工线夹可调式钢模板设计与分析
2016-11-24吕婷婷刘况史伟波张海杰
吕婷婷,刘况,史伟波,张海杰
(国网山东省电力公司检修公司,济南250118)
新型加工线夹可调式钢模板设计与分析
吕婷婷,刘况,史伟波,张海杰
(国网山东省电力公司检修公司,济南250118)
在电力设备与导线连接处,线夹用来固定导线与设备的连接,同时承担电流传输作用。在连接处的线夹需要使用螺栓来固定,线夹上的螺孔加工精细程度决定了导线与设备间的连接是否可靠、安全,线夹上螺孔的加工对电力设备的安全运行有重要影响。从设计和使用效果的角度介绍了一种新型加工线夹可调式钢模板,该可调式钢模板由边框部分、定位螺孔部分和固定线夹部分组成。新模板的使用提高了工作效率,节省了人力和时间成本,避免了线夹在传统加工时出现的弊端,为电网安全稳定运行提供了保障。
可调式钢模板;加工线夹;螺孔
0 引言
线夹是导线与设备相连接的重要装置,它的一侧与导线压接,另一侧与设备采用螺栓固定,使两者连接在一起,从而在两者之间实现电流的传输[1]。线夹在电气设备中的特殊位置对线夹的加工质量提出了特殊要求[2-4]。在加工线夹的过程中,往往需要模板来对线夹进行钻孔加工,所以模板和加工方式决定了加工线夹的质量和产率。模板是根据线夹的型号和设备的需要标出线夹上螺孔位置的一种工具,加工线夹时根据模板指示钻出螺孔[5]。目前现场加工时通常采用以白纸为材料的纸质模板。然而这种加工方式易造成部分线夹螺孔位置的偏差过大,使线夹螺孔与设备螺孔位置不吻合需要对线夹进行修正再加工。线夹加工的工作流程如图1所示。

图1 线夹加工的工作流程
1 可调式钢模板的设计
1.1 制作目标
在实际安装过程中,对于线夹上某一个螺孔,以其对应螺栓的圆心为基准点,设该螺孔的偏差为螺孔圆心与对应螺栓圆心的距离。记螺栓半径为r1,螺孔半径为r2,则螺孔的偏差为d=r2-r1,当d≤1 mm,螺栓能穿过对应螺孔,当d>1 mm时,螺栓不能穿过对应螺孔。实际采用的螺栓r1=8 mm,r2=9 mm。
每个线夹上有6个螺孔,要使每个螺栓都能顺利穿过对应螺孔,均需满足d≤1 mm。考虑到台钻的径向跳动为0.02 mm,但刻度尺的最大测量精度为0.1 mm,因此,目标设定为线夹上6个螺孔中最大的满足d≤1 mm。
1.2 模板结构
加工线夹的可调式钢模板采用的是滑动型镂空式钢模板。该钢模板带滑动标尺,能够随意移动以满足不同型号线夹的需要。
可调式钢模板由边框部分(连接方式部分、刻度尺部分)、定位螺孔部分(滑动杆部分、滑动槽部分、固定部分)、固定线夹部分(卡槽固定)组成,其具体结构如图2所示。

图2 加工线夹的可调式钢模板结构
该可调式钢模板的特点包括:外框可承受较大的拉力、平整且成本较低;滑槽简单顺畅,滑动杆抗屈服能力强、定位时几乎无晃动现象;采用螺栓卡槽固定,解除线夹时所需的解除作用力较小,并使固定线夹时所需操作的人数减少。
1.2.1 边框部分
模板的边框部分采用拼接制作,将4根两两等长的长方条形不锈钢拼接成300 mm×150 mm的长方形,进行车铣后进行焊接。为检验其外框的抗拉能力,对其进行拉力试验:将外框的一端固定,另一边弹簧秤拉力分别为50 N、100 N、150 N,持续作用5 min,观察框架是否变形。使用万能角度尺及游标量角器检验承受拉力后∠1的角度。拉力试验结果如表1所示,承受拉力后角度变化如图3所示。
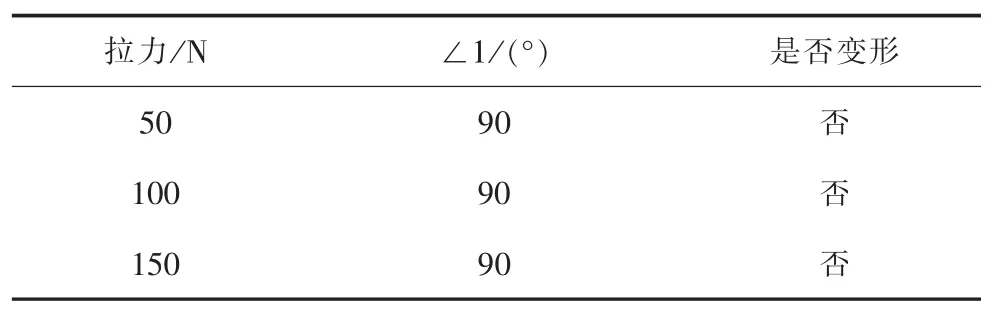
表1 拉力实验结果

图3 承受拉力后角度变化
外框可以承受150 N以内的拉力不形变,体现出其结构的稳定性。
制作后使用平整度检测仪器检测外框是否平整。经检测,边框整体无倾斜,无毛边,平整度为0.29 mm,满足要求。
刻度尺部分采用刻制刻度尺,即使用数控机床在边框上刻出刻度尺。这种制作方法的优点是刻度不易脱落,随着使用次数的增多,读数仍然准确。
1.2.2 定位螺孔部分
定位螺孔部分的滑动杆采用II型滑动杆,通过普通机床进行整体制作,再用数控机床切割镂空部分。对滑动杆进行误差测量:在一张平整的纸面上画出坐标系,然后在上边确定位置固定的任意10个标准点,然后对10个点采用铳子进行标注,标注完成后,测量实际标注点与相对应的标准点之间的偏差,平均定位偏差为0.4 mm,误差测量原理如图4所示。II型滑动杆的铳子在两个滑杆的交叉处标记定位点,定位偏差很小。
滑动槽使用T型嵌入式滑动槽,并对T型槽进行改进。在普通T型槽的基础上嵌入滚珠,以滚动摩
擦力来代替滑动摩擦力,并对其进行摩擦力试验。

图4 误差测量原理
将滑动槽水平放置,将一弹性系数500 N/m的弹簧压缩1 cm后,放置到滑动杆正中央,即弹簧对滑动杆施加5 N的力,观察滑动杆在滑动槽中滑动的距离,滑动杆滑动距离越长,说明滑动槽与滑动杆间的摩擦力越小。
将滑动槽竖直及倾斜放置,重复上述试验,检测在不同放置位置下,T型滑动槽对滑动杆的摩擦力,不同放置位置下摩擦力试验示意图如图5所示,进行10次摩擦力试验,平均滑动距离为26.9 cm。

图5 不同放置位置下摩擦力试验
竖直、倾斜放置时,滑动杆滑动的滑动距离分别为26.2 cm、26.5 cm,均在27 cm范围内,且不同放置方式下的滑动距离基本保持不变,滑动杆所受的摩擦力较小。
定位螺孔的固定部分采用螺栓固定,具有在外力作用下不易松动等优点。开槽位置为边框表面开槽,螺栓类型为蝶形螺栓固定。使用屈服点测试机检验螺栓固定后滑动杆的抗屈服能力:将滑动杆固定后用边框上表面开槽方法固定住滑动杆,在滑动杆的中心位置通过测试机施加不断增大的拉力,来检验滑动杆的抗屈服能力。拉力试验证明最小屈服应力为400~600 N。边框上表面开槽方法的抗屈服能力强且从上表面用蝶形螺栓紧固螺栓方便。
1.2.3 固定线夹部分
固定线夹要求其固定方法可承受铳子敲击的冲击力,因此可调式钢模板采用螺栓卡槽固定。其优点包括:固定、解除线夹时所需的作用力小;固定线夹紧固,固定后无晃动现象;固定线夹时所需操作人数少;抗冲击力强;固定线夹调整时间短。采用固定力试验与解除力试验来对其进行测试:使用不同大小的固定作用力将线夹固定在卡槽中,测试在两种固定方式下对线夹紧固时所需的最小作用力;紧固线夹后,使用不同大小的解除作用力将线夹从卡槽中解除,测试在两种固定方式下对线夹解除所需的最小作用力。试验结果表明线夹紧固时所需最小固定力<50 N,将线夹从卡槽中解除时所需最小解除力< 100 N。固定力与解除力在较小的情况下都能满足紧固和解除要求,且固定、解除线夹时都只需一人操作。
2 效益对比与误差分析
从分别使用纸质模板和可调式钢模板加工3组线夹(每批导线两端各压接一个线夹,每组导线需制作6个线夹)进行统计,并对模板标注螺孔位置的偏差进行比较。
2.1 纸质模板加工线夹
使用纸质模板加工3组线夹,并对模板标注螺孔位置的偏差进行统计,3组线夹螺孔的最大偏差值如图6所示。

图6 三组线夹螺孔的最大偏差值
由图6可知,对于每组导线中的6个线夹,线夹上6个螺孔的最大偏差值随着模板使用次数的增多而增大,线夹的再加工个数也随之增多。纸质模板无
法直接固定在线夹上,一旦遇到风吹或偶然触碰造成图纸偏移;铳子的多次敲击会造成图纸标记点的扩大,造成纸质模板的损坏。因此,使用纸质模板定位螺孔位置不准确,标注位置与实际位置偏差过大。
2.2 可调式钢模板模板加工线夹
在相同加工环境下使用可调式钢模板进行加工,3组线夹螺孔的最大偏差值如图7所示。可知,采用新模板后,线夹上各螺孔的定位偏差值均小于1 mm。

图7 三组线夹螺孔的最大偏差值
2.3 误差分析
为保证测量的结果过程中不包含系统误差和粗大误差,每次测量共分两次,测量人员分两人轮流进行,读数结果取平均值并将游标卡尺水平面固定。
用统计学公式来验证精度测量的样本不包含系统误差和粗大误差。

式中:vi为残余误差;xi为测量样本数值;E(X)为期望值。
引用巴塞尔公式和别捷斯公式

式中:σs1为巴塞尔公式得到的标准误差;σs2为由别捷斯公式得到的标准误差;n为样本数量。
由统计学公式

式中:k为自由度。
取k=3,若式(4)成立,那么测量值不存在系统误差的置信概率为99.73%。代入数据计算得对活动前的18个样本,σs1=0.256,σs2=0.221,n=18,。对活动后的36个样本,σs1= 0.332,σs2=0.291,n=36,。即活动前后统计样本不存在系统误差和粗大误差,测量值可信。
2.4 效益分析
使用新模板后,缩短了工作时间,提高了班组工作效率,节省了人力和时间的成本;减小了定位螺孔的偏差,避免了线夹在加工时出现的弊端。
3 结语
研制加工线夹的可调式钢模板具有模板使用寿命长,且定位螺孔准确、设计简单、花费资金少等优点。该加工装置的引入提高了工作效益,也为线夹安装的精度提供了保障,同时为后期更好的研究线夹加工方式以及方法改进提供借鉴。
[1]崔明,贾晨,王朔,等.导线与线夹接触不良发热的热像特征[J].吉林电力,2013,41(6):36-38.
[2]DL/T 741—2010架空送电线路运行规程[S].
[3]安军,王永强.带电处理110 kV隔离开关设备线夹发热问题[J].电网技术,2006,30(S1):228-229.
[4]郁志良,蔡晋康.线夹发热机理分析与线夹改良[J].上海电力,2001(5):27-29.
[5]董智.输电线路跳线线夹运行温度异常的原因分析及对策探讨[J].科技创新与应用,2015(32):179-180.
Design and Analysis on a New Adjustable Steel Template for Machining Clamp
LV Tingting,LIU Kuang,SHI Weibo,ZHANG Haijie
(State Grid Shandong Electric Power Maintenance Company,Jinan 250118,China)
The clamp has great fixation effect on the junction of electric equipment and wire,as well as plays an important role in the current transmission.The clamp needs to be fixed with bolts at junction.So whether the junction between the wire and electric equipment is reliable and safe is determined by the machining fineness of bolt hole on the clamp.The machining of clamp bolt hole will have great effect on the safe operation of power equipment.With regard to the design and application performance,a new adjustable steel template for machining clamp is introduced,which consists with the frame,positioning bolt hole and fixed clamp.The efficiency of work is improved with the application of the new template,the cost of manpower and time is saved,and furthermore drawbacks of traditional processing method are avoided.The new adjustable steel template can also provide guarantee for the safe and stable operation of power grid.
adjustable steel template;machining clamp;bolt hole
TM84
B
1007-9904(2016)09-0074-04
2016-03-14
吕婷婷(1985),女,工程师,从事超/特高压电力设备在线监测与故障诊断方面的研究工作。