国产800 MPa级高强钢压力钢管焊接工艺研究
2016-11-23陈招明
陈 博,陈招明
(中国水利水电第六工程局有限公司,辽宁沈阳110000)
国产800 MPa级高强钢压力钢管焊接工艺研究
陈 博,陈招明
(中国水利水电第六工程局有限公司,辽宁沈阳110000)
洪屏抽水蓄能电站压力钢管采用国内钢厂生产的WSD690E高强钢板,这种钢材的合金化体系比较复杂,且本工程压力钢管壁厚较大,有许多焊接方面的技术问题亟待解决。编制了详细的焊接工艺,并通过试验验证了焊接工艺的适宜性。介绍了800 MPa级高强钢压力钢管焊接工艺控制,分析了焊接横向裂纹的产生机理,并提出了解决方案和处理措施。
800 MPa级高强钢;焊接工艺;横向裂纹;洪屏抽水蓄能电站
0 引 言
江西洪屏抽水蓄能电站压力钢管主要布置在输水系统。其中,800 MPa级高强钢压力钢管布置在引水下竖井、引水下平洞及引水支管。压力钢管管径4.8~2.1 m,壁厚30~52 mm,总质量2 111.32 t。800 MPa级高强钢压力钢管采用国内舞阳钢厂生产的牌号为WSD690E高强钢板,这种钢材的合金化体系比较复杂,合金元素含量较高,屈服比较大,且为调制状态供货。同时,本工程压力钢管壁厚较大,国内如此大量使用此种钢材尚数首例,无应用经验,有许多焊接方面诸如钢材的裂纹倾向及预热温度、最佳线能量范围的确定及其控制等技术问题亟待解决。
1 材料性能
WSD690E钢板的化学成分见表1。力学性能见表2。
2 焊接工艺
通过前期的积极准备,收集相关资料,并与舞阳钢厂的焊接专家进行探讨,编制了详细的焊接工艺。焊接工艺参数见表3。
为了验证所编制焊接工艺的适宜性,在正式焊接生产前,组织相关焊工进行了焊接工艺性试验,

表1 化学成分(熔炼分析) %
表2 力学性能

厚度δ/mm屈服强度Rp0.2/MPa抗拉强度Rm/MPa延伸率A/%夏比“V”形冲击功(横向)温度/℃冲击能量Akv/J180°冷弯试验≤40≥670770~940≥14-40≥47d=3a>40≥660750~920≥14-40≥47d=3a
注:d为弯心直径;a为试样厚度。
表3 焊接工艺参数

焊接方法焊接位置预热温度/℃层间温度/℃焊条或焊丝直径/mm焊接电流/A焊接电压/V焊接线能量/kJ·cm-1手工电弧焊F100℃100~1503.2490~140130~18020~26V100℃100~1503.2480~150110~18020~26H100℃100~1503.2490~130130~18020~26O100℃100~1503.2480~150110~18020~2610~20埋弧自动焊F80℃80~1504450~70026~36≤35
按照JB 4708—2000《钢制压力容器焊接工艺评定》标准进行了焊接工艺评定。采用“X”形坡口对WSD690E高强钢钢板对接焊缝及WSD690E与WDB620D高强钢钢板对接焊缝进行了试验,试验的材料、板厚、坡口形式与工艺涵盖了实际所有焊缝类型[1]。在环境温度和湿度非常理想的状态下,焊接试板焊后经X射线探伤和超声波探伤检查合格,评定该焊接工艺符合相关标准,可以指导施工。焊接工艺评定结果见表4。
表4 焊接工艺评定结果
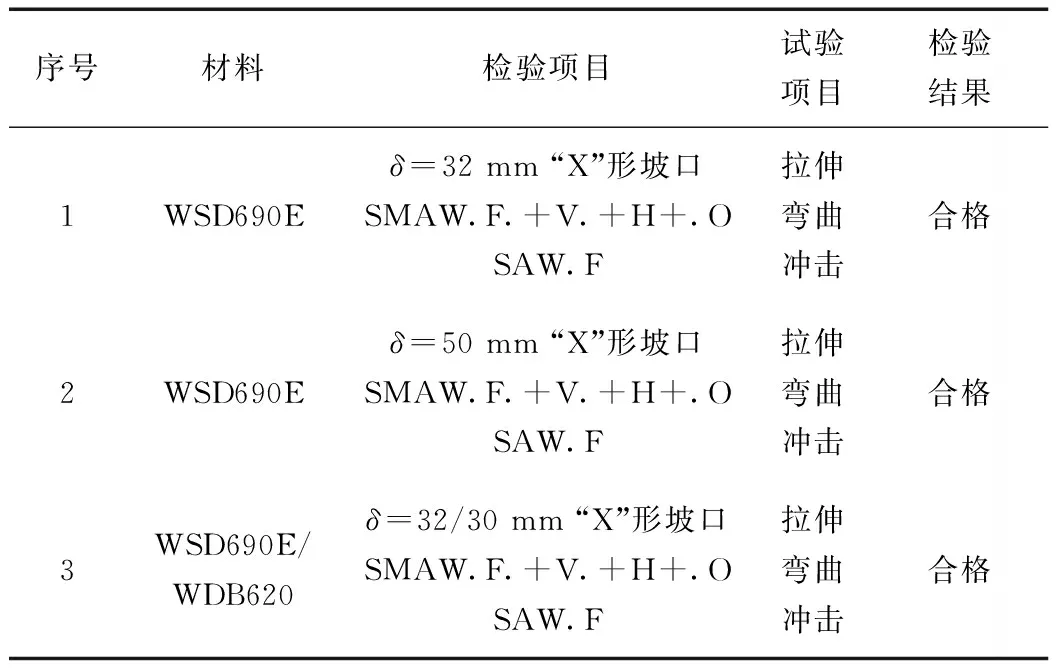
序号材料检验项目试验项目检验结果1WSD690Eδ=32mm“X”形坡口SMAW.F.+V.+H+.OSAW.F拉伸弯曲冲击合格2WSD690Eδ=50mm“X”形坡口SMAW.F.+V.+H+.OSAW.F拉伸弯曲冲击合格3WSD690E/WDB620δ=32/30mm“X”形坡口SMAW.F.+V.+H+.OSAW.F拉伸弯曲冲击合格
3 现场焊接的实施
因压力钢管的制造厂采用流水线作业方式,为保证焊接质量和生产效率,所有800 MPa级压力钢管焊缝均采用埋弧焊进行焊接,定位焊、焊接缺陷返修采用手工焊。
埋弧焊焊丝和焊剂均选用大西洋CHW-S10+CHF101;手工焊焊条采用大西洋CHE807RH[2]。施焊前,焊条和焊剂必须进行烘焙,烘干温度350 ℃,烘干时间2 h,保温100 ℃。800 MPa级压力钢管瓦片卷制、组对完成后,经检查合格,在焊缝外侧进行定位焊,定位焊预热温度120 ℃,比正常焊接高20 ℃[3]。预热采用履带式红外加热装置进行加热。定位焊工艺参数按照焊接工艺评定执行。
正式焊接前,在纵缝两侧焊接引弧板和熄弧板(尺寸不得小于100 mm×100 mm),并用碳弧气刨在引弧熄弧板上刨出焊接坡口,焊前预热温度为80~120 ℃。焊接时,由内侧焊缝开始施焊,采用多层多道焊,每道焊缝厚度不大于4 mm,采用电动风铲清理层间焊渣,层间温度控制在80~150 ℃,焊接线能量控制在32 kJ/cm以下[4]。内侧焊缝焊接完成后,用碳弧气刨清根,刨槽前端半径应在5 mm以上,宽度应稍大于深度,呈“V”形。
4 焊接过程中存在的问题
800 MPa级高强钢压力钢管制作过程中,δ=52 mm钢管纵缝埋弧焊焊接完成48 h后,经超声波探伤检查,在纵缝两端0~400 mm范围内发现横向裂纹,深度为30~35 mm,经多次返修后仍无法消除。横向裂纹位于焊缝中央,垂直于焊缝,热影响区与母材未发现横向裂纹。采用碳弧气刨清除裂纹焊缝时,裂纹发展延伸,几乎贯穿焊缝。埋弧焊纵缝横向裂纹见图1。横向裂纹易发生部位见图2。
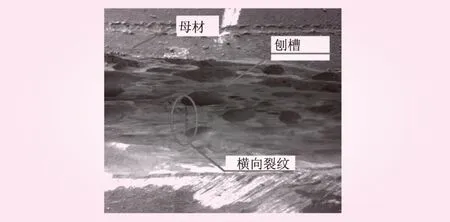
图1 埋弧焊纵缝横向裂纹

图2 横向裂纹易发生部位(单位:mm)
4.1 横向裂纹成因分析
对横向裂纹的成因进行了分析和讨论认为,横向裂纹的产生与下列因素有关:
(1)外部环境。因800 MPa级高强钢压力钢管正式生产的时间为12月,正值深冬,白天气温5 ℃,夜间气温-2 ℃,环境温度与焊接工艺评定时的环境温度发生较大变化。
(2)焊接过程中,焊接层间温度不均,尤其横向裂纹发生区域焊缝处的层间温度较高。
4.2 横向裂纹形成机理
焊接横向裂纹常起源于淬硬倾向较大的合金钢焊缝边界,并延伸至焊缝和热影响区,尺寸不大但常显露于表面。厚板多层焊接时,则发生在距焊缝上表面有一小段距离的焊缝内部,其方向大致垂直于焊缝轴线,且往往与氢脆有较大联系。
(1)氢脆现象。WSD690E钢板在焊接时,焊缝的合金成分较高,淬硬性高于母材,热影响区的转变可能先于焊缝,此时氢就从热影响区向焊缝扩散,原来焊缝中较高的含氢量也滞留在焊缝中,产生氢脆现象。
(2)淬硬现象。WSD690E钢板Ceq≤0.57%,淬硬倾向较高。在焊接时,近缝区的加热温度很高(达1 350~1 400 ℃),奥氏体晶粒严重拉长,快冷时转化为粗大马氏体,性能更为脆硬,且对氢脆更为敏感[5]。
(3)拘束度的影响。WSD690E钢板在焊接时,焊缝两端被固定,每道焊缝的焊接完成后,层间温度过高;冷却过程中,因冷却速度不均,焊缝产生的热应力集中在温差变化较大区域,且垂直于焊缝轴线方向[6]。
总之,WSD690E钢板产生焊接横向裂纹的机理在于钢种淬硬之后受氢的侵袭和诱发,使之脆化,在拘束力的作用下产生了横向裂纹。
4.3 横向裂纹的预防办法
(1)因冬季施工,环境温度较低,应适当提高焊前预热温度,将预热温度从80 ℃提高至100 ℃。
(2)严格控制层间温度,控制在100~120 ℃左右。
(3)冬季施工,适当降低焊接线能量,选用合理的焊接工艺参数。调整后焊接工艺参数见表5。
表5 调整后焊接工艺参数(δ=52 mm)
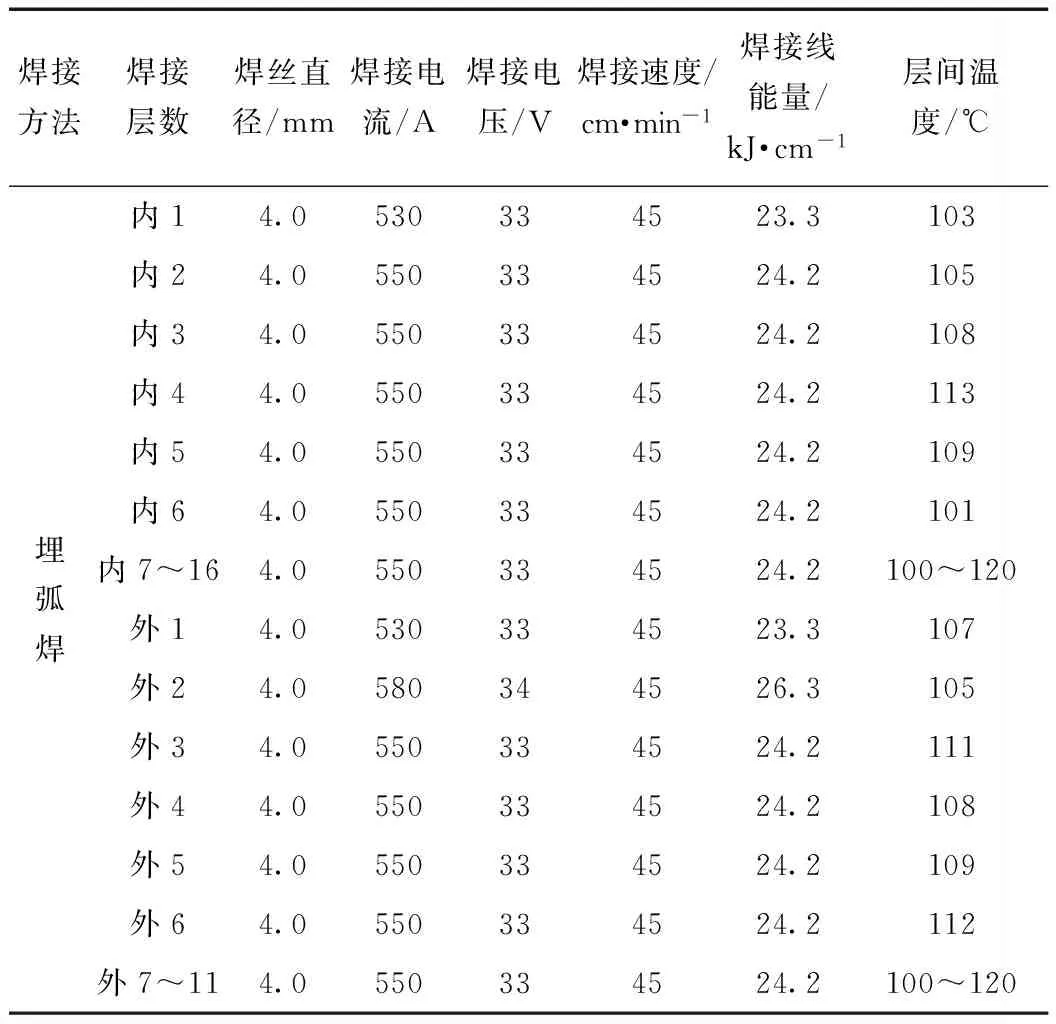
焊接方法焊接层数焊丝直径/mm焊接电流/A焊接电压/V焊接速度/cm·min-1焊接线能量/kJ·cm-1层间温度/℃埋弧焊内14.0530334523.3103内24.0550334524.2105内34.0550334524.2108内44.0550334524.2113内54.0550334524.2109内64.0550334524.2101内7~164.0550334524.2100~120外14.0530334523.3107外24.0580344526.3105外34.0550334524.2111外44.0550334524.2108外54.0550334524.2109外64.0550334524.2112外7~114.0550334524.2100~120
4.4 横向裂纹手工焊返修工艺
(1)碳弧气刨刨除缺陷前,必须进行焊前预热,预热温度比手工焊正式焊接预热温度高出20 ℃。
(2)气刨完成后,采用磁粉探伤,检查根部裂纹是否清除干净;裂纹清除干净后,检查刨槽尺寸是否满足规定要求,且必须打磨干净。
(3)手工焊焊接时,选用合理的焊接方式。经多次不同方式焊接试验,因立焊的焊接线能量较小,能取得较好的结果,再次发生横向裂纹的几率较低,故于工焊采用立焊方式。
(4)焊前必须控制预热温度在100 ℃左右;焊接过程中严格控制层间温度在100~120 ℃左右。
5 结 语
WSD690E高强钢在目前国内水电建设中应用较少,属新的钢种。随着国内越来越多的高水头电站的兴建,尤其是抽水蓄能电站的高速发展,国产800 MPa级高强钢的应用领域越来越广,WSD690E高强钢将会大量应用。本文针对WSD690E高强钢压力钢管焊接工艺的研究,促进了800 MPa级高强钢钢板的推广和应用,可供同类电站借鉴。
[1]JB 4708—2000 钢制压力容器焊接工艺评定[S].
[2]余燕, 吴祖乾. 焊接材料选用手册[M]. 上海: 上海科学技术文献出版社, 2005.
[3]陈祝年. 焊接工程师手册[M]. 北京: 机械工业出版社, 2002.
[4]GB 50766—2012 水利水电工程压力钢管制作安装及验收规范[S].
[5]殷树言, 刘金合, 陈善本, 等. 焊接手册[M]. 北京: 机械工业出版社, 2008.
[6]张文钺. 焊接冶金学基本原理[M]. 北京: 机械工业出版社, 2003.
(责任编辑 杨 健)
Study on Welding Technology of Domestic 800 MPa-grade High Strength Steel Penstock
CHEN Bo, CHEN Zhaoming
(Sinohydro Bureau 6 Co., Ltd., Shenyang 110000, Liaoning, China)
The penstock of Hongping Pumped-storage Power Station is manufactured by domestic high-strength steel WSD690E. As complex alloyed system of steel and greater pipe wall thickness of penstock, there are many technical problems to be solved in the welding of steel. A detailed welding technology is prepared and the suitability of welding process is verified by welding tests. Actual welding process control of this 800 MPa-grade high strength steel penstock is introduced. The mechanism of transverse weld cracking is analyzed and the solutions and crack treatments are also proposed.
800 MPa-grade high strength steel; welding technology; transverse crack; Hongping Pumped-storage Power Station

2016- 06- 07
陈博(1984—),男,陕西西安人,工程师,主要从事水工金属结构技术管理工作.
TG457.6(256)
A
0559- 9342(2016)08- 0045- 03
