连铸机中间包感应加热控制系统
2016-11-23陈书仁
陈书仁
(江阴华润制钢有限公司,江苏 江阴 214404)
连铸机中间包感应加热控制系统
陈书仁
(江阴华润制钢有限公司,江苏 江阴 214404)
介绍中间包感应加热的功率,功率因数,三相平衡的控制方法。
工频感应加热;功率因数;三相平衡;PLC
连铸中间包感应加热采用工频加热,线圈风冷,本控制系统主要是控制功率因数及三相平衡。中间包安装感应加热后可以降低钢水的过热度,提高钢水的纯净度,做到连铸机恒温恒拉速。由于降低过热度,减小精炼通电时间,精炼冶炼电耗减少;中间包加热过程中可以去除钢水中夹渣物,为连铸坯质量提供了保证。
因加热线圈绕制在硅钢片铁芯上,功率因数很低,功率因数一般只有0.35左右,而且在运行中由于负载参数的变化,使得加热线圈侧的电气参数发生变化,为了使加热线圈经济合理地运行,必须随时调节功率因数和三相平衡电流。本系统设计采用SIEMENS S7-300 315-2DP 作为CPU,采集钢水温度调节变压器档位,改变线圈功率;采集加热线回路的实时功率因数调节电容量的大小来调节功率因数;根据采集的三相电流调节三相平衡。本系统调节速度快,运行稳定。
1 加热感应线圈的控制原理
1.1 工作原理
工频50Hz加热电控部分由高压隔离开关、高压断路器、多抽头有载调压变压器(进线电压10KV,二次侧电压2000~3000V)、真空接触器、平衡电容器C1,可变平衡电容器C2,平衡电抗器L1、功率因数补偿电容器C0、可变补偿电容器C。和中间包加热线圈LB组成。由于加热线圈阻抗随被加热钢水温度变化而变化,电气参数也随之发生变化,因此需随时对系统进行调节,使中间包加热系统达到最佳运行状态(见图1)。
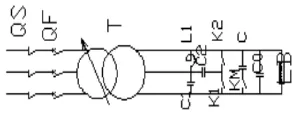
图1
1.2 并联电容器补偿原理
在加热线圈运行过程中,由于钢水量及温度、以及变压器档位的变化都会使得反映到加热线圈侧的电气参数发生变化,从而引起功率因数的变化。为了减少线路无功损耗,使加热线圈经济合理运行,必须对所吸收的无功功率进行有效补偿,并在加热过程中随时调节。本系统设计功率因数补偿电容与加热线圈并联连接,分为固定补偿电容和可调补偿电容两部份,并联补偿电容是加热线圈电抗量的80%;只要少量调整可调部份电容,就可保证功率真因数达到设定值。可调部份又分为7级,每一级通过接触器投入电路,采用二进制方式来安排各级电容的投切,有127种组合级数。
此调节系统是以不等容量逐步设切方式工作的,可编程控制器(PLC)作为可逆步进器用,当反映功率因数滞后或超前的数据输入与时钟脉冲输入同时出现时,步进器即动作,时钟脉冲是PLC内设计的,脉冲间隔时间要满足电容器放电电间长短的需要。当功率因数滞后时,步进器进一步,通过输出继电器驱动接触器投入一级电容;当功率因数为超前时,步进器退回一步,切除一级电容量,只要步数输入不消失,每来一个时钟脉冲,步进器就动作一次,直到功率因数达到设定值,功率因数输入数据是两个电触点,一个滞后时闭合,一个超前时闭合。
两部份并联电容补偿是在感应器两端并联补偿电容器C,由于频率是工频50Hz,可把加热线圈当作串联电路,该电路由电感LB和电阻R组成。在负载阻抗变化时通过调节补偿电容器C使其加热回路功率真因数接近1,达到补偿要求。
2 三相平衡原理
工频50Hz加热线圈为单相负载,造成供电电网不对称运行,对于平衡三角形供电电网来说由于没有中线,不对称的负荷电流没有零序分量,只有正序和负序分量。使用平衡电容器和电抗器给单相负载提供所需的负序分量,使供电系统三相对称运行。要达到三相电流完全平衡,必须满足三个条件,(1)感应线圈的功率因数补偿到1;(2)平衡电容器的无功功率和平衡电抗器的无功功率相等,并为感应线圈功率的0.577倍;(3)相序连接正确,如感应圈接AB相,则平衡电容器只能接BC相,平衡电抗器接CA相。
在运行中为了满足工艺要求,感应圈功率随时改变,当功率改变后,平衡装置的无功功率也相应改变。平衡装置无功功率的调节是通过调节平衡电容相的电容量和平衡电抗相并联电容量来实现,因此从平衡装置电容器切除电容器必定要投入到平衡电抗相,使电抗相与电容相无功功率同步增减。
本系统采用PLC可编程控制器用三相电流的大小来判断三相平衡状态,当A相电流大于C相时说明平衡装置的无功功率小平衡所需的值,这时步进器前进一步,从平衡电抗器相切除一级电容并投入到电容相,当A相电流小于C相电流时说明平衡装置的无功功率大于平衡所需的值,这时步进器退回一步,从平衡电容相切除一级电容并投入到电抗器相。
加热线圈功率的大小,通过测量钢水温度,来控控制变压器的档位,控制二次测的输出电压,控制加热线圈的电流,达到控制功率。每调一次功率,可编程控制器根据线路的功率因数优先进行调节,当功率因数接近1时再进行三相平衡调节。
3 可编程控制器(PLC)自动控制系统
3.1 硬件组成
加热感应线圈采用自动和手动两种控制方式。手动操作(难度较大)时,操作者根据观察功率因数表,来控制接触器的合分,增减电容数量,使功率因数近似等于1后,再观察三相电流表数值,调节三相电流平衡。由于负载随时变化,依赖操作者的技术水平及责任心,手动操作是不能确保加热线圈可靠运行。只有通过可编程控制器(PLC),采集线路各项参数自动控制,方式采用PLC(SIEMENS)自动控制系统,硬件组成如表1所示。
TG155.2+1
A
1671-3818(2016)10-0099-02
