HPMOD Nb炉管在特殊工况下的焊接工艺
2016-11-23黄礼琼孟晋安
黄礼琼,孟晋安,李 剑
HPMOD Nb炉管在特殊工况下的焊接工艺
黄礼琼1,孟晋安2,李剑2
(1.兰州石化维达公司,甘肃兰州730060;2.兰州石化公司,甘肃兰州730060)
在对HPMOD+Nb(Z40Cr25Ni35Nb)炉管进行紧急停车检修过程中,由于工艺条件的限制,现场焊接工况较差,炉管内部有正压空气流,焊接过程中无法进行背部充氩保护。应用TYPE I型免充氩保护剂焊接技术进行施焊,焊后进行100%PT检测,焊接效果良好。组对间隙为4 mm时能有效防止焊缝根部未熔合;炉管内部鳍片采用专用坡口机可提高施工效果和保护焊缝质量。
HPMOD+Nb;Z40Cr25Ni35Nb;炉管焊接;免充氩保护剂
1 概述
乙烯裂解炉是乙烯生产装置的核心设备,主要作用是把天然气、炼厂气、原油及石脑油等各类原材料加工成裂解气,并提供给其他乙烯装置,最终加工成乙烯、丙烯及各种副产品。裂解炉炉管工作温度约1 000℃,炉管材质大多选用耐高温的铁基、低碳镍铬合金。
某石化厂裂解炉炉管使用的是HPMOD+Nb(Z40Cr25Ni35Nb)材质,规格φ56.6×6,内部为鳍片状,2013年12月因炉管内物料结焦堵塞炉管,导致一套裂解炉紧急停车,需要紧急抢修。需切开结焦炉管2根,清理结焦物料并疏通炉管,然后通过焊接恢复切口。
2 HPMOD+Nb(Z40Cr25Ni35Nb)炉管主要成分
炉管HPMOD+Nb(Z40Cr25Ni35Nb)化学成分如表1所示。

表1 炉管HPMOD+Nb(Z40Cr25Ni35Nb)化学成分%
3 TYPE I型“太阳”牌焊接保护剂
TYPE I型焊接保护剂为白色粉末状(见图1),适用于含Ni量超过25%的各种钢的焊接,如蒙耐尔、因科耐尔、因科劳依及相似级别的钢种。该焊接保护剂由美国金帝国公司生产,多用于特殊工况和高难度焊接,目前国内已有销售。

图1 TYPE I型保护剂
4 焊接工艺
传统的炉管检修方法是手工氩弧焊打底,背部充氩保护。但在这次紧急抢修过程中,由于现场工艺条件不具备,结焦炉管在清理完毕准备焊接过程中发现,整个炉管内部一直有正压气流从组对坡口处喷出,气流速度较慢,但是严重影响充氩保护,导致无法进行背部充氩保护,因此使用免充氩保护剂焊接技术。现场情况如图2所示。

图2 现场实况
4.1焊材选用
根据HPMOD+Nb(Z40Cr25Ni35Nb)材质,选用焊材为英国曼彻斯特公司生产的ErNiCrMo-1,焊丝直径φ2.4 mm,主要成分如表2所示。
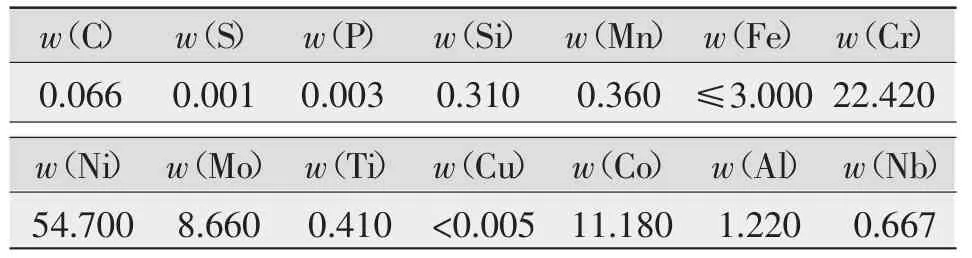
表2 焊材(ERNiCrCoMo-1)的化学成分
4.2焊接方法
乙烯裂解炉管对焊道背部要求严格,要求焊缝背部齐平,以利于炉管内部原料气快速流动,因此选用手工氩弧焊进行焊接。
4.3焊缝坡口加工
该炉管规格φ56.6 mm×6 mm,外坡口加工为单边35°±2°,管口组对间隙稍大,为4 mm,以保证全焊透,防止产生根部未熔合。坡口及组对如图3、图4所示。由于这种炉管结构较为特殊,内部带有鳍片,因此需使用特殊内坡口机械去掉20 mm范围内的鳍片。
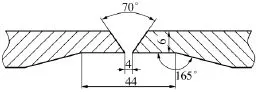
图3 坡口加工示意

图4 加工好的炉管坡口
4.4焊缝组对要求
(1)焊缝组对检查和过程检查。
严格按图纸加工坡口,坡口加工完后用角度尺严格检查,并在焊接坡口两侧20 mm内打磨掉外表氧化皮、油污等杂质,直至露出金属光泽,坡口间隙要求控制在2~4 mm之内,间隙过小容易导致根部未熔合产生,间隙过大会增加施焊难度。根部定位焊是焊缝的一部分,工艺要求与正式焊接时相同。仔细检查定位焊,发现气孔等缺陷要及时用角磨机清除干净,重新施焊。
(2)定位点焊具体要求。
定位焊要求工艺参数与正式焊接时一致。采用三点式定位焊接,每道焊口点焊3处,3处点焊位置夹角为120°,每处点焊长度约为10 mm,点焊长度过小会导致焊接过程中焊口间隙变化,从而影响焊接质量。
4.5焊接保护剂的施加方法
“太阳”牌TYPE I型免充氩焊接保护剂粉末和专用粘合剂按照(5~10)∶1比例(体积比)进行混合,再加入丙酮(或乙酸乙酯)将混合物稀释成为糊状,将混合物涂于焊口背面,涂刷时使用干燥清洁的毛刷,涂抹宽度约3 mm,厚度约1 mm,涂好后停留3~5 min方可进行焊接。
需要注意的是,涂好一段时间后,在涂层的表面会形成连续的粘合剂膜,在膜的下面包敷着粉末,所以不能对涂层进行划擦,以防止粘合剂膜破损使粉末外泄,从而失去保护效果。粉末在粘合剂膜的包敷下可以承受很大的冲击力而不脱落。调好后的保护剂放置一段时间后由于丙酮(或乙酸乙酯)的挥发会变得粘稠,可以再次加入丙酮(或乙酸乙酯)调为奶油状后继续使用。
4.6焊接
焊接工艺参数如表3所示。多层多道焊的过程中,层间温度要始终控制在100℃之内,严格禁止焊工为追求焊接速度而减小每道焊缝的停留时间,同时也不得使用浇水或其他方式强制冷却,防止产生冷裂纹。
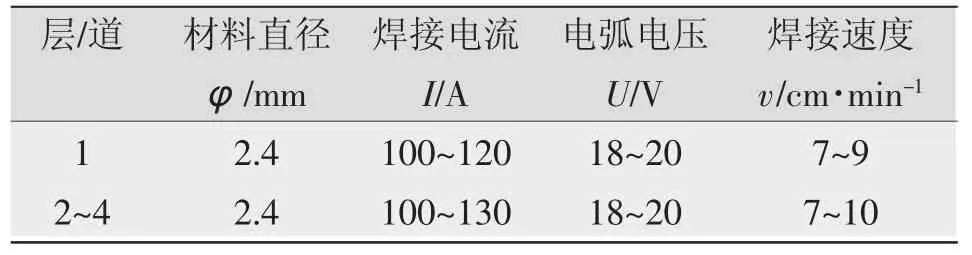
表3 焊接工艺参数
收弧时应适当减缓焊接速度,尽量填满熔池,避免在尾部焊缝产生弧坑和焊接裂纹。熄弧时,焊枪在原处停留3~5 s,焊接电流自动衰减,延时停气5~10 s,待钨极和熔池金属冷却后再移开焊枪,避免熔池金属在高温被氧化,产生气孔、裂纹等缺陷。为保证打底焊缝质量,应尽量避免在焊接过程中停弧,减少冷接头次数。
4.7过程辅助检验
(1)外观检查。
每层焊缝焊接完毕后,待焊缝冷却至室温,用强光手电和2~10倍放大镜检查焊缝表面,如有气孔等表面缺陷,可用砂轮机打磨清除。
(2)无损检测(渗透检测)。
焊缝层间检测使用美柯达DPT-5系列渗透检测剂(见图5),对每层焊缝焊接完成后进行100%PT检测,以发现表面肉眼和放大镜无法发现的细小缺陷,通过PT检测,基本可以消除每层焊缝中的弧坑、裂纹、表面气孔等缺陷。在PT检测过程中,由于检测时机是在多层焊的间隔,焊缝表面温度50℃~60℃,因此渗透剂渗透时间可以适当缩短为5 min。去除渗透剂时,先用干净抹布擦除表面多余渗透剂,擦除方向须一致且不得往复擦拭,抹布无法去除的渗透剂使用清洗剂清洗,方法同上;施加显像剂时要薄且均匀,显像后及时观察有无缺陷并做好记录。

图5 DPT-5系列渗透剂
4.8焊缝射线探伤结果
现场焊接的4道焊缝经100%RT检测,为最大程度避免缺陷漏检,每道焊缝沿圆周方向每120°垂直透照一次,4道焊缝共拍片12张,最终底片为5张Ⅰ级片,7张Ⅱ级片,全部Ⅱ级以上,符合质量要求。
5 结论
(1)在现场焊接工况较差无法进行焊缝背部充氩保护时,使用“太阳”牌TYPE I型免充氩保护剂在HPMOD+Nb(Z40Cr25Ni35Nb)炉管焊接中,能获得炉管在正常工况下充氩焊接的效果,能保证焊缝质量。
(2)采用专用坡口机去除炉管的内部鳍片,既能提高施工效率,又能有效保证焊缝质量。
(3)焊缝组对是一道关键环节,组对间隙和同轴度必须严格检查,组对间隙为4 mm才能防止出现焊缝根部未熔合。
(4)加强每层焊缝的表面检查能及早发现层间缺陷,有效防止焊缝最终返修,采用PT渗透检测可以及时发现和消除表面细微缺陷。
Welding technology of HPMOD+Nb furnace tube under special conditions
HUANG Liqiong1,MENG Jin'an2,LI Jian2
(1.VindaLanzhou Petrochemical Co.,Lanzhou 730060,China;2.Lanzhou PetrochemicalCo.,Lanzhou730060,China)
On HPMOD+Nb(Z40Cr25Ni35Nb)in the process of furnace tube for emergency shutdown overhaul,due to the limitation of process conditions,the welding condition is bad,there is positive pressure air flow inside furnace tube,back filled argon protection may be not possible in the welding process.Adopt TYPE I type no argon protective agent filling welding technology in welding,100%PT tests after welding,the welding effect is good.Group of clearance for 4 mm can effectively prevent the weld root incomplete fusion; fins inside furnace tube through a dedicated groove machine can improve the effect of the construction and protection of weld quality.
HPMOD+Nb;Z40Cr25Ni35Nb;furnace pipe welding;free of charge argon protective agent
TG457.6
B
1001-2303(2016)01-0071-03
10.7512/j.issn.1001-2303.2016.01.16
2014-01-17;
2015-07-18
黄礼琼(1983—),男,甘肃兰州人,工程师,学士,主要从事石化装置检维修、压力容器制造及无损检测等工作。
