铁足球形储罐的制作工艺
2016-11-23鄂学伟刘长江
赵 岩,鄂学伟,刘长江
铁足球形储罐的制作工艺
赵岩1,鄂学伟2,刘长江1
(1.黑龙江职业学院能源与材料工程学院,黑龙江哈尔滨150080;2.哈尔滨建成北方专用车有限公司,黑龙江哈尔滨150030)
采用1∶1的比例模拟32瓣足球,选择制作材料和焊接工艺参数,确定装配角度和焊接次序,对铁足球形储罐进行焊接和受力分析,并进行了水压试验,为制作大型的铁足球形储罐积累了经验。
铁足球形储罐;焊接工艺;受力分析;水压试验
0 前言
球形储罐是储存物料、液体、气体及进行化学反应的常用容器,通常有足球瓣式、纯橘瓣式和足球橘瓣混合式三种结构形式。相对纯橘瓣式、足球橘瓣混合式来说,足球瓣式储罐有瓣片下料及制造较简单、材料利用率高等优点。其缺点是焊缝交接处有Y型焊缝,组焊难度较大,质量较难保证。
1 铁足球结构与模拟
32瓣足球由20个正六边形和12个正五边形组成,其边长均为36 mm,共计32块,如图1所示。每个正五边形周围有5个正六边形,而每个正六边形周围有3个正五边形和3个正六边形交错排列。也可以描述成由两个对称的极和四个环状的带构成,两个对称的极分别为两个正五边形,每个正五边形为一个极,从正五边形开始(也就是从一个极开始)紧连一个由5个正六边形组成的环状带,接下来是相互交错的5个正五边形和5个正六边形组成的环状带(即由一个正五边形隔一个正六边形排列),这样相同的环状带有2条,接下来是由5个正六边形组成的环状带,最后连接到另外一个极即一个正五边形,组成一个32瓣足球,如图2所示。

图1 正六边形、正五边形尺寸与面积
2 铁足球的面积与体积
由于球面是不可展曲面,因此只能准确计算每一个正六边形面积F六和正五边形的面积F五,面积计算参见图形1。

图2 32瓣足球
足球面积S可近似地看成是20个正六边形面积F六和12个正五边形面积F五的和,即

将32面体近似看成球体,可求得足球半径r

足球体积V
V=4/3πr3=4/3×3.14×86.553=2 714 373.466 mm3
3 铁足球焊缝数量和长度计算
多面体顶点数、多面体边数、多面体面数有一定的数量关系,由欧拉公式即多面体公式可知

式中G为多面体的顶点数;E为多面体边数;F为多面体面数。
由于每个图形的边都和另一个图形边连接一起形成多面体的一个边。
设正多面体的面是正N边形,因此N×F=2E。
通过欧拉公式N×F=2E可以求出足球体结构:

式中n1为正六边形个数;n2为正五边形个数。
由G-E+F=2,E=90,F=32,得G=60,即多面体的顶点数为60,也就是三条焊缝的交点数量。
通过几何关系计算出足球有90条边和60个顶点,说明足球结构的钢制球罐有90条焊缝和60个Y形焊缝(点)。

式中L为焊缝的总长度;E为球罐的焊缝数;L0为每条焊缝的长度。
4 铁足球下料
足球材料选用Q235、厚度2 mm的钢板。薄板材加工有很多的方法,本试验是利用无模液压成形技术把足球结构的正多面体变成球体,所以对材料的损伤缺欠很敏感,要求表面圆滑,以免应力集中,同时为了能拼接成足球,要求加工精度达到36± 0.2 mm,采用线切割下料(火焰切割、等离子切割、冲剪等都不能满足要求)。
5 铁足球焊接工艺
5.1铁足球罐组对
足球罐组对精度对整个足球的焊接质量乃至最终成形质量都有很大影响。故在组对完成时,应立即进行精确找正。严格控制对口间隙、错边量、圆度、上下口的平齐度等,反复调整,特别注意各块板间的累积误差,确认各项数据均达到要求后再进行定位焊。
5.2铁足球定位焊
为减小焊接应力和角变形,定位焊采取分组、对称、同时焊接,保证了焊接质量,如图3所示。

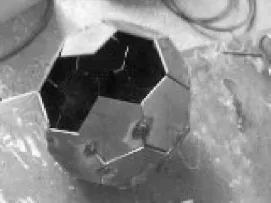
图3 点焊定位
5.3焊接要点
(1)焊前应将每块正六边形、正五边形板料表面及其侧面的水、铁锈、油污、熔渣、飞边、毛刺和其他有害杂质用细纹锉、细砂纸清理干净。
(2)焊条应达到烘干温度和时间,烘干后放入保温筒内随用随取。
(3)焊接时,严禁引弧或随意擦伤球壳板表面,防止产生淬硬的弧坑或弧坑裂纹。
(4)球壳板焊缝焊道采取分段后退法焊接,且直线运条、短弧焊,尽量达到反面成形优良的效果。
(5)每组焊工间的焊接速度保持基本一致,焊工还要注意经常调节焊接电流。
(6)横焊缝是球罐焊接缺陷最容易产生的部位,因此,横焊时焊渣要彻底清除,要精心选择焊接方法和焊接顺序,正确掌握运条角度。
5.4焊接方式
焊条电弧焊组焊,模拟足球结构,从正五边形(其中一个极)开始依次拼接,固定两点,焊接过程中因焊接一点固定,线能量输入少,故变形微小。也就是从一个极开始,经过四个环状带,再到另外一个极,焊接组成一个封闭的足球体。
5.5焊接工艺参数
焊接工艺参数如表1所示。

表1 焊接工艺参数
6 水压试验
试验利用液压无模成型技术将32面体足球液压胀型呈近似圆形,所用设备为手动打压泵,如图4所示。

图4 铁足球
一般工业用大型球形容器均属于薄壁壳体,内压P远小于薄壁膜应力,因此忽略弯曲力矩的影响,按平面应力处理,如图5所示。实验压力P为:

图5 球罐应力分析
由球壳平衡条件得

在球壳外壁σz=σθ,且σr=0,在平面应力状态下,当σz=σθ时,两个屈服准则形式相同

式中ns为对应于屈服极限的安全系数,用于防止球壳内壁产生大面积屈服,考虑应力集中的影响,ns=1.5;η为考虑焊缝减弱的系数,即对焊缝的不信任程度,氩弧焊打底的单面焊对接焊缝η值可取0.9。Q235钢的屈服极限σs=235 MPa。

用手动打压泵进行加压胀形,为安全起见,压力没有达到6.51 MPa,本次水压试验压力P只升高到4 MPa,变形微小,未达到理想的圆球度。
7 结论
(1)简化了球罐制作工艺。
(2)可以缩小比例制作铁足球、铜足球、不锈钢足球等,作为装饰品或工艺品。
(3)水压试验压力的确定一定要经过严格的计算,注意安全保护,进行远程监控。
(4)为制作大型足球罐式储罐容器(可以按边长比例、体积比例缩小或放大),积累了经验。
Study on production technology of iron football type spherical tank
ZHAO Yan1,ER Xuewei2,LIU Changjiang1
(1.College of Energy and Material,Heilongjiang Polytechnic,Harbin 150080,China;2.Harbin Jiancheng North Special Auto Co.,Ltd,Harbin 150030,China)
This paper simulated the 32 disc football with the proportion of 1:1.To welding the football,different technological parameter was tested with the selected materials and the assembly angle and welding procedure were determined.This football was also under the force analysis and hydrapress measurement,which accumulated experience for the preparation of iron football shape tank.
iron football tank;welding procedure;force analysis;hydrapress measurement
TG457.5
B
1001-2303(2016)01-0084-03
10.7512/j.issn.1001-2303.2016.01.20
2014-10-09;
2015-11-04
赵岩(1964—),男,黑龙江五常人,教授,主要从事热能动力工程、焊接结构方面的教研工作。
