高密度聚丙烯板半自动化机器人搅拌摩擦焊接参数优化
2016-11-23王海娜郑传琴
王海娜,郑传琴
高密度聚丙烯板半自动化机器人搅拌摩擦焊接参数优化
王海娜,郑传琴
(河南农业职业学院,河南郑州451450)
采用搅拌摩擦焊可进行热塑性材料的连接,通过搅拌头和工件间摩擦产生的焦耳热得以实现。相对于搅拌摩擦焊接的热塑性塑料,传统工具会在所焊接试样的背面产生一道焊缝,该焊缝会在根部形成缺陷,从而降低整个试件的抗拉强度。选用的高密度聚乙烯板具有高透明度,能够实时分析其在焊接过程中产生的形态变化。设置焊接参数为:探头自身旋转速度800~1 200 r/min,横向行进速度40~ 200 mm/min,轴向力1~5 kN。此外,还分别选用高度为5 mm的方形、柱形及具有一定角度的探头对试样进行焊接,最终通过检验焊缝处抗拉强度和观察微观结构来评估焊缝质量。
搅拌摩擦焊;聚合物;半自动化机器人
0 前言
搅拌摩擦焊接是一种实现同种金属和不同金属件固态连接的新型技术。搅拌摩擦焊接基于探头和工件间相互摩擦释放出大量热量这一基本原理,最初应用于铝的焊接,如今也应用于塑料的焊接[1]。搅拌摩擦焊接可实现机器人自动化焊接、减少焊缝处的残余应力,并使结合区保持良好的机械性能,它在保持材料原有特性方面起着重要的作用[2-3]。将耐磨旋转探头沿两板间的焊缝滑动,会使该处材料逐渐熔化。由于搅拌探头的形状可能会影响到熔体材料的流动性能,故通过改变探头形状、旋转速度及给进速度等诸多因素,分析影响高分子材料焊接强度的因素[4-5]。
1 实验过程
1.1实验材料及装备
聚丙烯是一种线性烃类聚合物,广泛应用于汽车领域、航空航天领域以及多种可重复使用的容器零部件,易风化,但对于很多酸、碱等可溶性化学试剂具有良好的抗腐蚀性。相对于其他材质塑料,聚丙烯具有更好的延性性和抗疲劳强度。实验选用两块尺寸为100 mm×50 mm×5 mm的聚丙烯板和质量分数为20%的PP复合板作为母材进行焊接。实验在尺寸为810 mm×400 mm的机器人搅拌摩擦焊机下进行,焊机主轴转数45~1 500 r/min,探头给进速度0.25~500 mm/min,半自动搅拌摩擦焊机实验装置如图1所示。

表1 材料性能

图1 搅拌摩擦焊接设备
该机主轴功率5 000 W,会沿x方向产生3 t的线性轴向力。此外,该机器相对于z轴而言,可分别沿x和y轴方向移动510 mm和400 mm。
1.2加工工具
分别使用圆柱形、圆柱圆锥形和带槽的圆柱形探头。圆柱圆锥形探头的肩部直径为15 mm,探针尺寸5 mm×3 mm,高度4.8 mm,其热处理前硬度为65 HRC。柱形探头的肩部直径15 mm,探针尺寸为5 mm×2.5 mm,高度4.6 mm,热处理前硬度65 HRC。圆柱圆锥形探头直径15 mm,探针直径5mm×5mm,高度4.8 mm,热处理硬度65 HRC。高速钢探头和探针的轮廓示意如图2所示,工具尺寸如表2所示。

图2 高速钢探头和探针示意
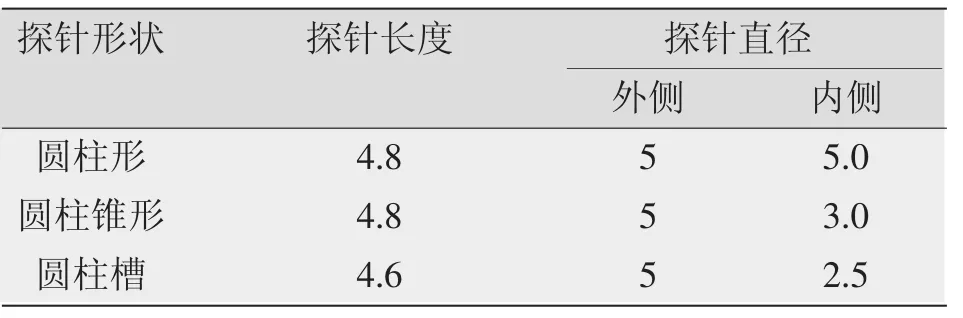
表2 尺寸工具mm
1.3搅拌摩擦焊接的工艺参数
聚丙烯的搅拌摩擦焊接如图3所示。横截面接触面积和搅拌摩擦探针形状对试件的混合剪切应力起决定性作用,可通过在焊件的焊缝处钻取一个沟槽来提高其表面质量。两板通过半自动搅拌摩擦焊接机进行焊接,主轴方向速度900~1 200 r/min,刀具给进速度5~15 mm/min,且其倾角为0°。

图3 聚丙烯搅拌摩擦焊接
1.4拉伸剪切强度测试试样的制备
拉伸剪切强度强度测试后的试样示意如图4所示。拉伸剪切强度的测试在Metmech工程实验研究实验室完成,该测试结果最终作为检测搅拌摩擦焊接聚丙烯试样抗拉强度和屈服强度的依据。
2 结果和讨论
实验通过对比研究上述几种工具,发现圆柱圆锥形工具的焊接效果明显优于其他两种。因此进行三组实验,研究不同条件下圆柱圆锥形工具的旋转速度和给进速度对实验效果的影响,工艺参数和实验数据如表3、表4所示。第一组实验设定工具的旋转速度为900r/min,进给速度5mm/min,倾斜角0°,此时会观察到两板间出现很多不连续的小孔洞并且连接效果很差。第二组实验设定工具的旋转速度仍保持900r/min不变,将给进速度增至10mm/min,倾斜角1°,此时观察到两板的连接效果明显优于第一组,这充分说明工具的进给速度对提高聚丙烯的连接性能具有重要作用,因此本实验将工具的给进速度定为10 mm/min。第三组实验保持工具的给进速度和倾角不变,将其旋转速度增至1 000 r/min,此时聚丙烯的焊接效果相对于上两组更好,且产生的孔洞数量也相对减少。但将工具的旋转速度进一步增加到1 200 r/min时,这时焊接效果相对于1000 r/min时要差很多。因此得出以下结论:工具旋转速度1 000 r/min,进给速度10 m/min、倾角1°时,聚丙烯的连接效果最好。
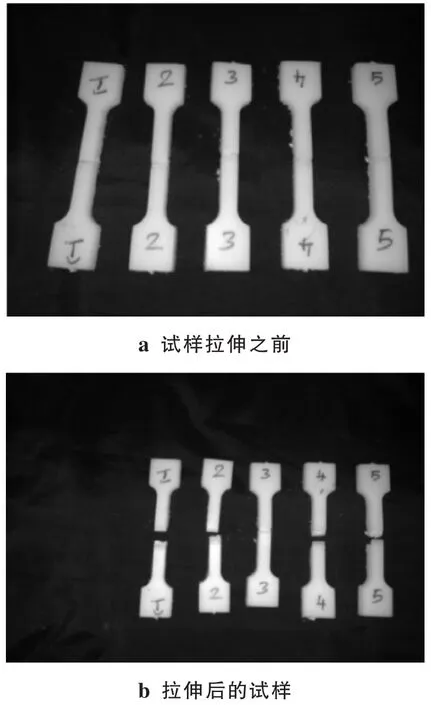
图4 拉伸剪切强度测试试样

表3 工艺参数
2.1工件形状的作用效果
对焊接的聚丙烯材料进行了拉伸试验,并将所得材料的屈服强度和伸长率进行对比,如图5所示。峰值载荷与聚丙烯焊接试样的位移图像如图6所示。由图5可知,焊接后的聚丙烯的屈服强度约为10 MPa,为聚丙烯母体材料屈服强度的80%。一些情况下聚丙烯的焊接效果很差,无法进行拉伸测试。
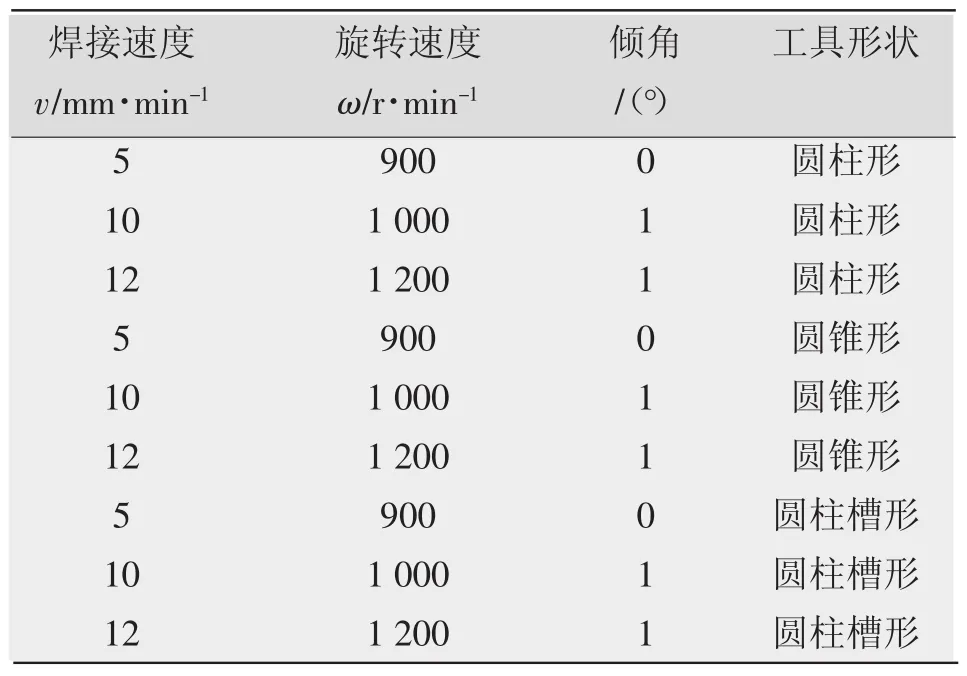
表4 实验数据
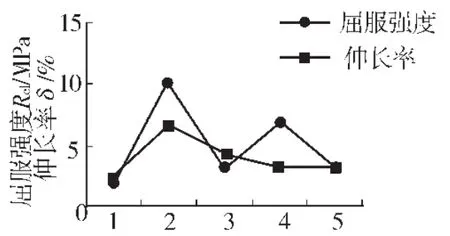
图5 伸长率与屈服强度的对比
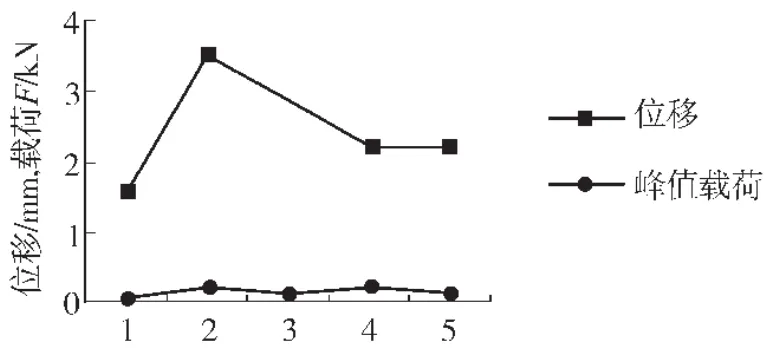
图6 峰值载荷与聚丙烯焊接试样的位移图像
载荷-位移曲线如图7所示。由图7可知,焊接试样最大的位移且在0.185 kN的峰值载荷条件下试件发生断裂。载荷强度随位移的变化呈正比例增加,随载荷强度的增加,其位移也随之增加,当某一阶段试样发生断裂后,载荷强度降低,位移也随之减少。
应力-应变曲线如图8所示。聚丙烯试件焊接处最大的屈服强度约为10 MPa,屈服强度和最终的拉伸强之比约为7%。
2.2宏观实验
对经拉断后试件进行宏观试验以寻求聚丙烯焊接后侧破损的位置,该试验表明焊缝背部的强度较低,故焊件断裂的起始位置在其背部,如图9所示。
2.3焊接过程中出现的缺陷
焊接过程中得到了一个非常理想的结构,这是由于焊接工具会消除聚丙烯板连接后的多余材料。刨削后的焊接材料如图10所示,工件在低速旋转焊接过程中会产生气孔。仔细观察发现,载荷力低于3kN时焊接效果不理想,气孔区域焊件的焊接强度非常低。当聚丙烯聚合物在工具高速旋转速度下会产生过热并使其熔化,此时在焊件的连接部位不会出现缺陷。

图7 载荷-位移曲线

图8 应力-应变曲线

图9 宏观测试试样

图10 削皮
3 结论
通过选择最佳条件下搅拌摩擦焊接的工艺参数可以实现聚丙烯板坯的焊接。为获得有效的焊接效果,实验选用圆锥形高速钢作为焊接工具,此时在焊接部位能够获得与母体材料几乎相同的拉伸强度曲线和应力-应变曲线结果。焊接材料的屈服强度为10 MPa,约为母材强度的45%。当主轴速度为950~1000r/min、给进速率为9~12mm/min及倾角为1°时,可得到最佳的焊接效果。
[1]王德庆,刘日明,丁成钢,等.搅拌摩擦焊接技术的发展现状[J].大连铁道学院学报,2002,23(1):75.
[2]佟建国,任学平.镁合金搅拌摩擦焊接技术的研究进展[J].轻合金加工技术,2008,36(7):5-7.
[3]任淑荣,马宗义,陈礼清.搅拌摩擦焊接及其加工研究现状与展望[J].材料导报,2007,21(1):86-89.
[4]曹丽杰.铝合金搅拌摩擦焊接缺陷的研究进展[J].表面技术,2009,38(3):71-73.
[5]张昭,张洪武.焊接参数对搅拌摩擦焊接质量的影响[J].材料研究学报,2006,20(5):506-508.
Parameter optimization of friction stir welding of high density polypropylene plate semi-automation
WANG Haina,ZHENG Chuanqin
(He'nan Vocational College ofAgricultrue,Zhengzhou 451450,China)
Thermoplastic materials connection can be conducted using friction stir welding,this method by mixing head and joule heat generated by friction between the workpiece to achieve.Relative to the friction stir welding of thermoplastics,traditional tools will produce a weld at the back of the welded specimen,the weld flaw can be formed in the roots,and then reduces the tensile strength of the specimens.In view of the high density polyethylene plate used in the experiment with high transparency,can analyze the morphological changes of the generated during the welding process in real time.This experiment set welding parameters are as follows:probe rotational speed between 800~1 200 r/min,the transverse velocity is 40~200 mm/min,the axial force between 1~5 kN.In addition,also choose height is 5 mm square,cylindrical and a certain angle probe to welding specimen respectively.Finally assess the quality of weld through inspection weld tensile strength and observation of microstructure.
friction stir welding;polymer;semi-automation
TG456
A
1001-2303(2016)01-0077-04
10.7512/j.issn.1001-2303.2016.01.18
2015-01-27;
2015-05-15
王海娜(1981—),女,河南洛阳人,讲师,硕士,主要从事电气自动化与电子技术的教研工作。
