应用于铣镗床的几种补偿方式
2016-11-23郭兴龙
郭兴龙
(齐齐哈尔二机床(集团)有限责任公司,黑龙江 齐齐哈尔 161005)
应用于铣镗床的几种补偿方式
郭兴龙
(齐齐哈尔二机床(集团)有限责任公司,黑龙江 齐齐哈尔 161005)
介绍了可采用的几种补偿方式用以提高铣镗床的精度和性能。
补偿;热伸长;重力卸荷;铟钢
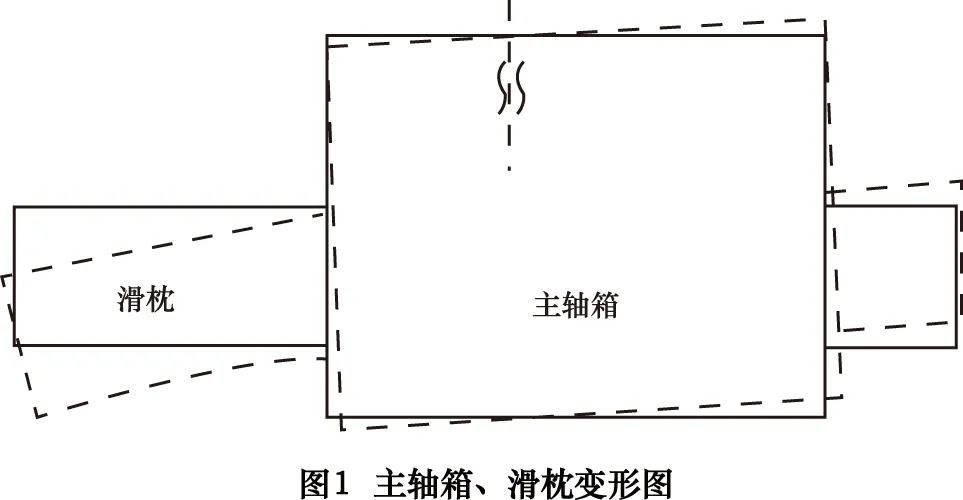
对于铣镗床一类的大型机床,在运行、切削工件过程中,主轴箱、滑枕、主轴等部件因受力引起机床力系的变化,受摩擦热、切削热和环境温度变化等引起机床部件发生的热变形,都会导致机床部件之间的相对位置发生改变,破坏其相对运动的准确性,使机床的几何精度、控制精度和加工精度等发生变化,最终降低机床的整体使用性能,故铣镗床都有多项针对精度的补偿方式。分析铣镗床主轴箱、滑枕变形情况如图1所示,图中虚线为变形后的情况,变形主要来自如下几个方面:
(1)因滑枕自身及内部主轴等件的重力作用产生的挠曲变形。
(2)滑枕悬伸后因重心位置变化导致的滑枕低头。
(3)滑枕悬伸后引起的主轴箱低头。
(4) 因滑枕、主轴受热变形引起的热伸长。
(5) 因立柱变形引起的主轴箱倾斜。
本文针对影响铣镗床的各种变形、精度变化等,分别介绍了不同的补偿方式。实际应用时,可以选择多种补偿方式应用到铣镗床上,使其在机床运行过程中不断地进行实时补偿,可以确保机床的各项精度稳定可靠。
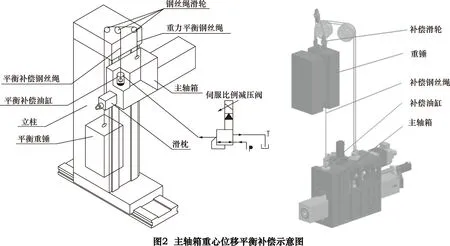
1 主轴箱重心位移平衡补偿
本项补偿结构(图2)是在铣镗床立柱上部分别布置两组钢丝绳,两组钢丝绳的一端均与平衡重锤连接,另一端的一根连接在主轴箱的后部,承担主轴箱大部分重量;另一根通过一个油缸连在主轴箱的前部,起补偿作用,并且液压系统提供单独的油路通过一个伺服比例阀控制油缸内油压力的大小。
补偿原理:随着滑枕不断伸出,引起主轴箱的重心逐渐前移,且对主轴箱产生一个前倾的力矩,经数控系统控制的伺服比例阀控制补偿油缸内的油压逐渐增加,使得钢丝绳的拉力也逐渐增大,该拉力作用在主轴箱前端,产生一个与前倾力矩相反的力矩,从而实现补偿目的。反之,随着滑枕的不断缩回,补偿力也逐渐减小。
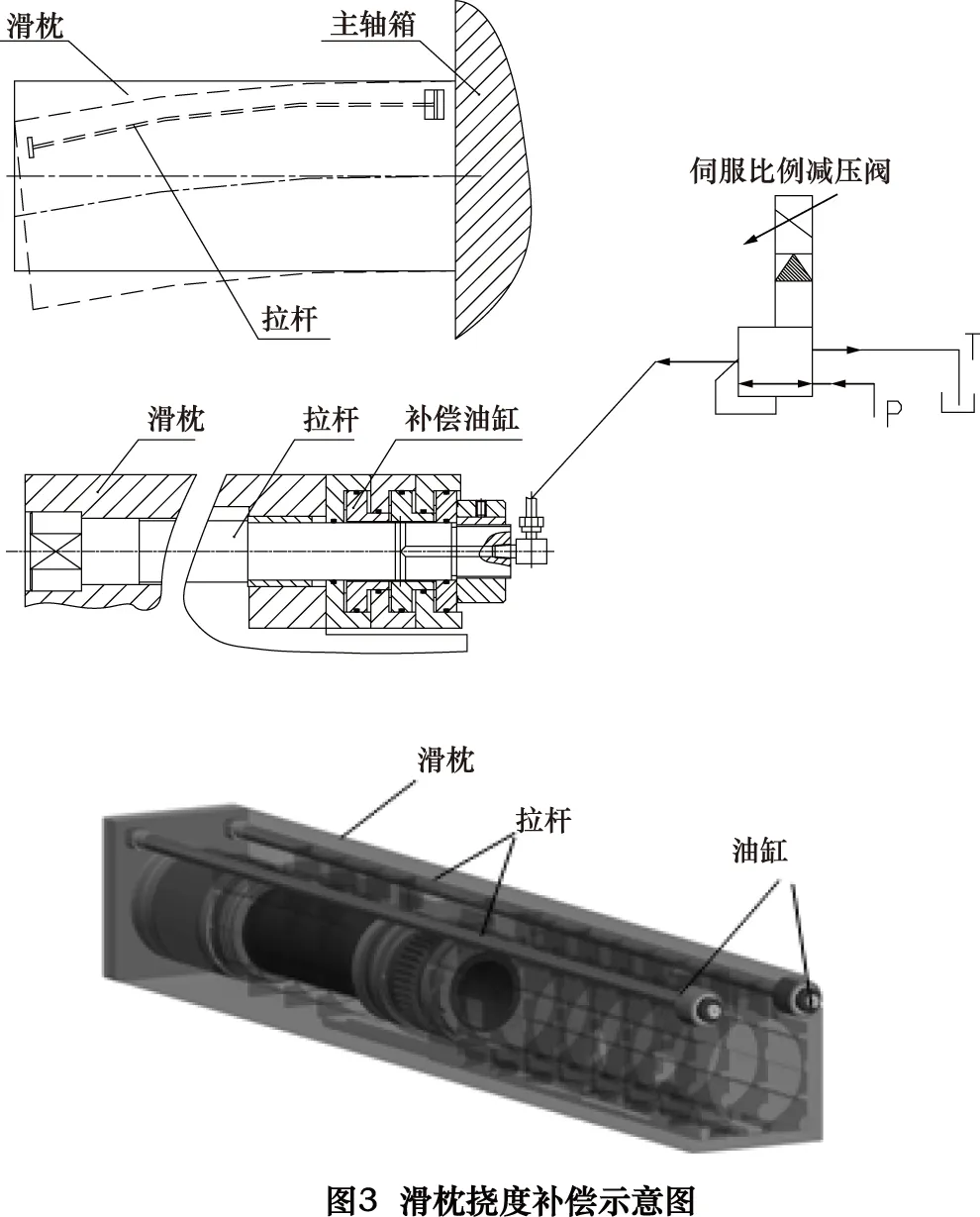
2 滑枕挠度补偿
本项补偿结构(图3)是在滑枕上部沿纵向装有两条拉杆,拉杆前端与滑枕固定,后端经一组油缸与滑枕的后端固定,并且液压系统提供单独的油路通过一个伺服比例阀控制油缸内油压力的大小。
补偿原理:随着滑枕的不断伸出,其悬伸在主轴箱以外的部分不断增加,使滑枕自身的挠度变形也逐渐加大,经数控系统控制的伺服比例阀控制油缸的油压逐渐增加,则拉杆的拉力也逐渐增大,使滑枕纵向刚性得到加强,可以补偿滑枕的挠度变形。反之,随着滑枕的不断缩回,补偿力也逐渐减小。
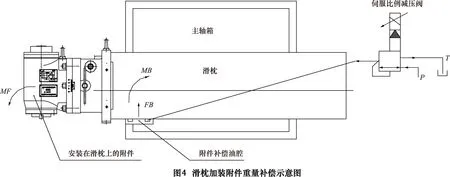
3 滑枕加装附件重量补偿
本项补偿结构(图4)是在主轴箱前端(滑枕下方)安装一个补偿油腔,并且液压系统提供单独的油路通过一个伺服比例阀控制油腔内油压力的大小。
补偿原理:当滑枕前端加装附件后,随着滑枕的不断伸出,附件的重量会使滑枕额外增加一个前倾力矩MF,这时经数控系统控制的伺服比例阀自动控制补偿油腔的油压逐渐增加,使油腔对滑枕向上的推力FB也逐渐增大,产生一个与MF相反的力矩MB,则附件重量引起的变化得到了补偿。反之,随着滑枕的不断缩回,补偿力也逐渐减小。
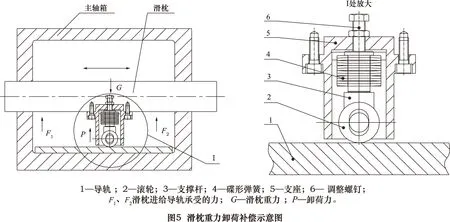
4 滑枕重力卸荷补偿
本项补偿结构(图5)是在滑枕下端安装一个带滚轮的卸荷装置,而滚轮可在主轴箱内部的导轨上前后滚动,并将滑枕重量卸荷到主轴箱的导轨上,通过调整螺钉6可以对卸荷量进行调整。本重力卸荷装置安装在滑枕重心的下方,可人工调整,可以使滑枕在全行程内的卸荷力与其重心始终在同一竖直线上,确保卸荷平稳。
补偿原理:支座5固定在滑枕重心的正下方,滑枕重量通过支座5压缩碟形弹簧4,然后再通过支撑杆3、滚轮2压在主轴箱导轨1上,通过调整螺钉6的上下调整,可以改变碟形弹簧的压缩量,而碟形弹簧的弹簧力又通过滚轮将滑枕重量传递到主轴箱的导轨上。这样滑枕可以通过该装置将重力卸荷掉P,而滑枕进给导轨承受的压力(F1+F2)即小于滑枕的重力G,可以使滑枕运行平稳、提高进给精度。
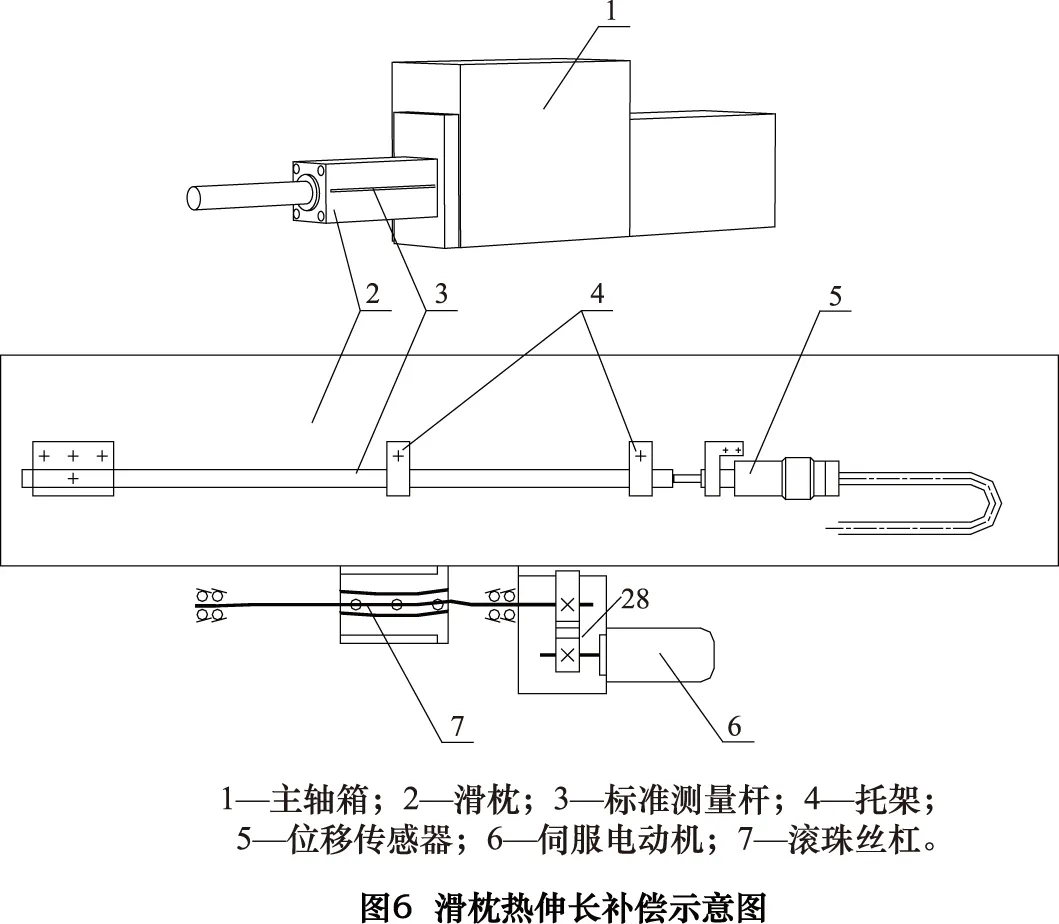
5 滑枕热伸长补偿
本项补偿结构(图6)是在滑枕侧面安装一根铟钢材料(其线膨胀系数与滑枕相比很小)制成的标准测量杆,其左端固定在滑枕上,右端自由,且端部有位移传感器随时检测位移变化。
补偿原理:滑枕在切削进给和主轴旋转过程中会产生热量,该热量作用到滑枕上,其长度方向会发生热伸长,这时,标准测量杆3的右端相对于滑枕会出现位移变化,而位移传感器5检测到这一变化量,并传送数据给数控系统,数控系统将数据换算后减去标准测量杆自身的受热伸长量,其差值即为滑枕的受热伸长量,最后数控系统控制滑枕进给伺服电动机6,驱动滚珠丝杠7带动滑枕2反向移动该差值,即实现了对滑枕热伸长的补偿。
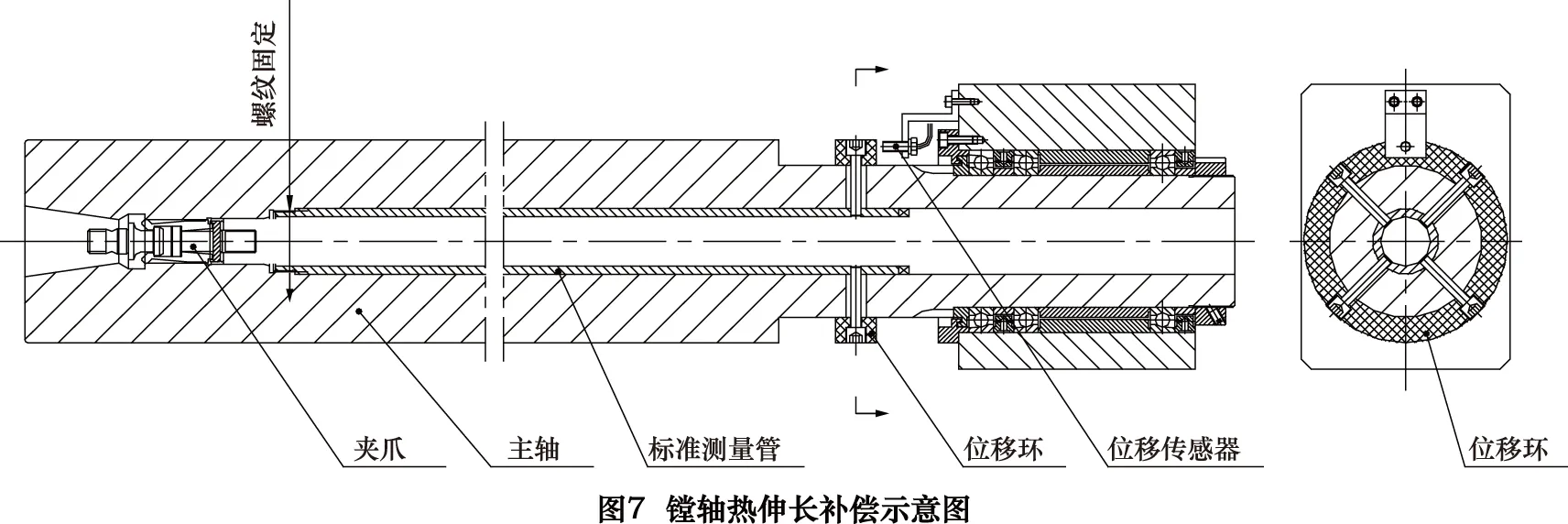
6 镗轴热伸长补偿
本项补偿结构(图7)是在主轴内孔安装一根铟钢材料(其线膨胀系数与主轴相比很小)制成的标准测量管,其左端通过螺纹固定在主轴内孔里,右端自由,并通过4个销钉可以将标准测量管的位移变化传递到主轴外面的位移环上,而位移环有位移传感器随时检测位移变化。
补偿原理:与滑枕热伸长补偿相同,主轴轴承在高速旋转过程中会产生大量热量,该热量作用到主轴上,其长度方向会发生热伸长,这时,标准测量管的右端相对于主轴会出现位移变化,而位移传感器通过位移环会检测到这一变化量,并传送数据给数控系统,数控系统将数据换算后减去标准测量管自身的受热伸长量,其差值即为主轴的受热伸长量,最后数控系统控制主轴进给伺服电动机,驱动滚珠丝杠带动主轴反向移动该差值,即实现了对主轴热伸长的补偿。
7 主轴挠度补偿
铣镗床主轴水平伸出后会因自身重量会产生挠度变形,使主轴前端刀具的垂向位置向下变化,影响切削的位置精度。本项补偿是通过调用数控系统的垂度补偿功能,改变主轴箱的垂直坐标来实现对主轴的挠度补偿,确保刀具的位置精度准确可靠。
总之,对于铣镗床,因其体积大、重量大,各种力和热变形误差的影响尤为显著,而铣镗床主轴箱、滑枕的运动力系变化、受热变化具有很多的不确定性,很难通过两三种补偿方式给予解决,需要针对各机床部件的受力、受热进行多方位的综合补偿。在当前铣镗床需求精度日益提高的前提下,如何更好、更全面地解决机床各项精度补偿是提高铣镗床精度的方向。
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Several compensation modes used in boring-milling machine tool
GUO Xinglong
(Qiqihar No.2 Machine Tool (Group) Co., Ltd., Qiqihar 161005, CHN)
Several compensation modes that can be used in boring-milling machine tool to improve accuracy and performance are mainly introduced in this paper.
compensation; thermal extension; unload by weight; indium steel
��
B
10.19287/j.cnki.1005-2402.2016.11.011
郭兴龙,主要从事数控机床的研发与设计工作。
(编辑 孙德茂)
2016-03-14)
161118
