氢化工序自动提量控制系统最优方案
2016-11-22罗万里
罗万里
(四川众邦制药有限公司,四川 泸州 646000)
氢化工序自动提量控制系统最优方案
罗万里
(四川众邦制药有限公司,四川 泸州 646000)
利用斜坡发生器、折线表及可变比值设定自动控制等技巧性的特殊手段,构成多晶硅装置中的氢化炉自动提量控制系统,实现了提量过程的全自动化控制。克服了人工提量形成的物料阶梯式上升的弊病,简化了提量操作,增强了工艺过程的稳定性,提高了控制精度,同时降低了工作人员的劳动强度。
自动提量控制系统 斜坡发生器 折线表 可变比值设定自动控制
由于多晶硅生产工艺过程的特殊性,多晶硅装置中的氢化炉负荷提量操作是一个非常繁琐、细致、艰难的过程。从氢化炉开始加量到满负荷运行(500~7 700kg/h)的时间长达15h,加量过程中的不同阶段,要求四氯化硅(在PID图中,STC为四氯化硅的介质代号)的增量严格按照规定速率,呈线性趋势上升。同时,氢气和电加热的增量必须按规定的配比同步跟踪。在规定的长达15h的时间段内,增量操作的次数越多,每次增量的数值就越小,则增量曲线就越接近于线性;但增量操作的工作量也越大,难度也越高。而即便无限提高操作次数,但由于DCS对外设设备(操作按键)的最低变化响应值的局限,导致人工增量操作的最终效果,只能尽可能减小梯度,呈阶梯式上升,但无论如何都无法实现线性提量的要求。长时间精力高度集中的操作,操作人员会身心疲劳,易发生疏忽或失误,导致过程不稳定,甚至中断生产、损坏设备。因此,设置和优化氢化炉负荷全自动提量控制系统,具有非常重要和实际的意义,不仅可以增强工艺过程运行的稳定性、提高产品质量、获得节能降耗的良好效益,还可以减轻操作人员的劳动强度。为此,笔者利用斜坡发生器、折线表及可变比值设定自动控制等技巧性的特殊手段,构成多晶硅装置中的氢化炉自动提量控制系统,实现以提量过程的全自动化控制,克服人工提量形成的物料阶梯式上升的弊病。
1 自动提量控制方案①
1.1 受控参数
表1为多晶硅装置中的氢化炉自动提量工艺提供的提量表。
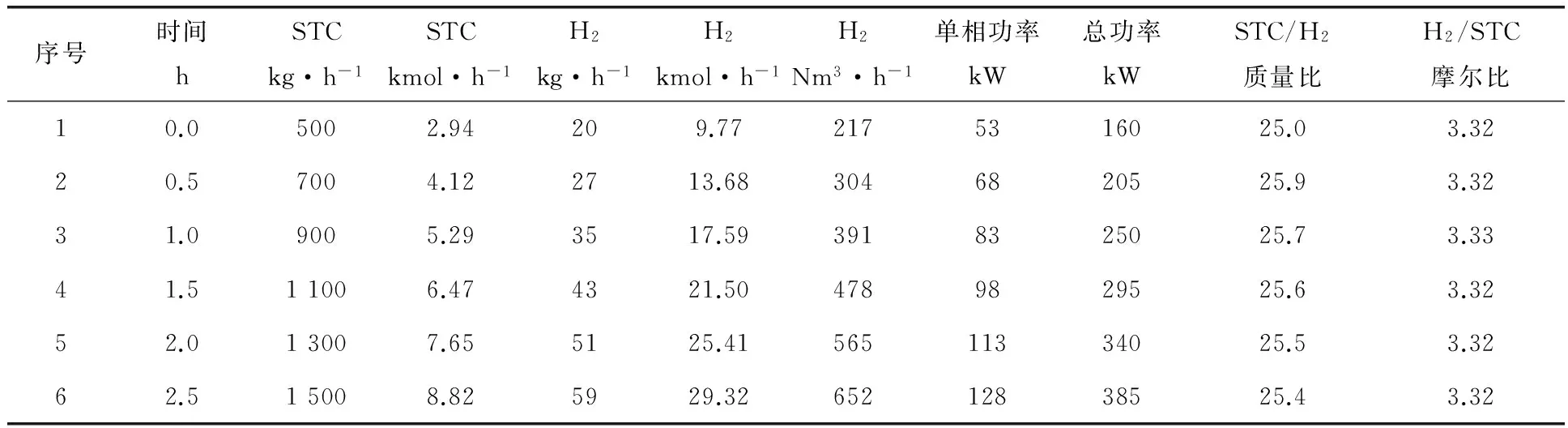
表1 氢化工艺时间与物料增量关系表(提量表)
(续表1)
受控的STC、H2和电加热器功率3个参数之间的关系:STC是时间的函数,STC流量从500kg/h开始进入自动提量程序,用时15h,以规定的提量速率,等速均匀地提升到7 700kg/h,自动提量结束;H2和电加热器功率均为STC的函数,在自动提量过程中,H2流量以规定的H2/STC摩尔比、电加热器的功率按照曲线规定的值,自动跟随四氯化硅的流量变化而变化。
整个工艺对系统的要求是:以四氯化硅的量为基准,下限为零,上限为9 000kg/h(质量流量),其中500~7 700kg/h为程序自动提量,500kg/h以下段为人为手动提量,7 700kg/h以上段为人为手动提量;在程序自动提量阶段,如遇异常情况,可人为切换成人工状态,以确定停炉或继续手动提量;H2和四氯化硅的比例数值可以设置后程序记忆,也可切换为人工设置后程序记忆。
1.2系统方案与构成
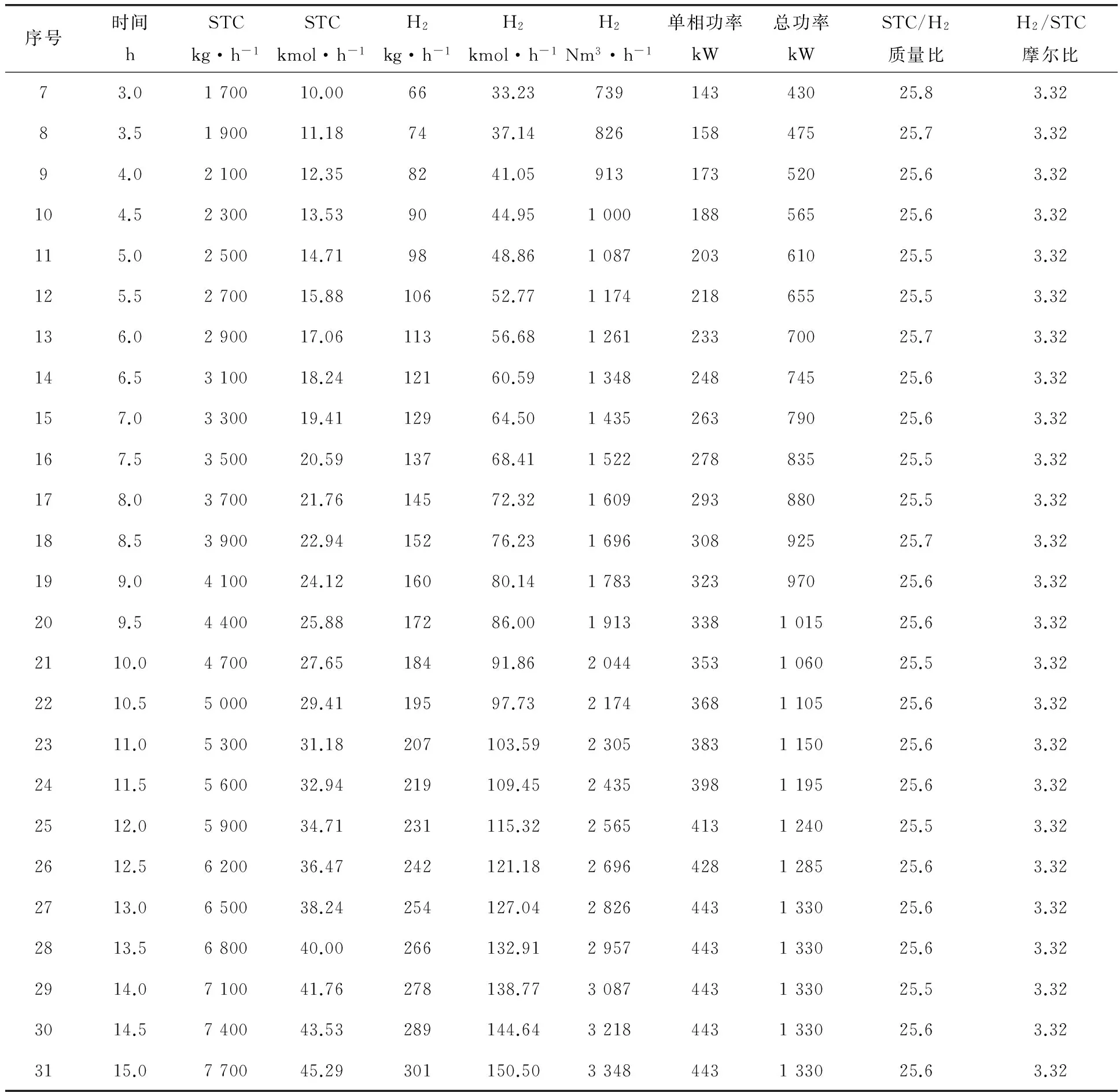
根据工艺过程对控制系统的要求,设计如图1所示的氢化炉负荷全自动提量控制系统框图。整个系统由3个部分组成:四氯化硅自动提量控制回路、功率控制回路和H2/四氯化硅比值控制回路。3个回路的目标均是围绕并根据四氯化硅的量进行工作的,但又相互各自独立,均可选择自动或者手动控制。
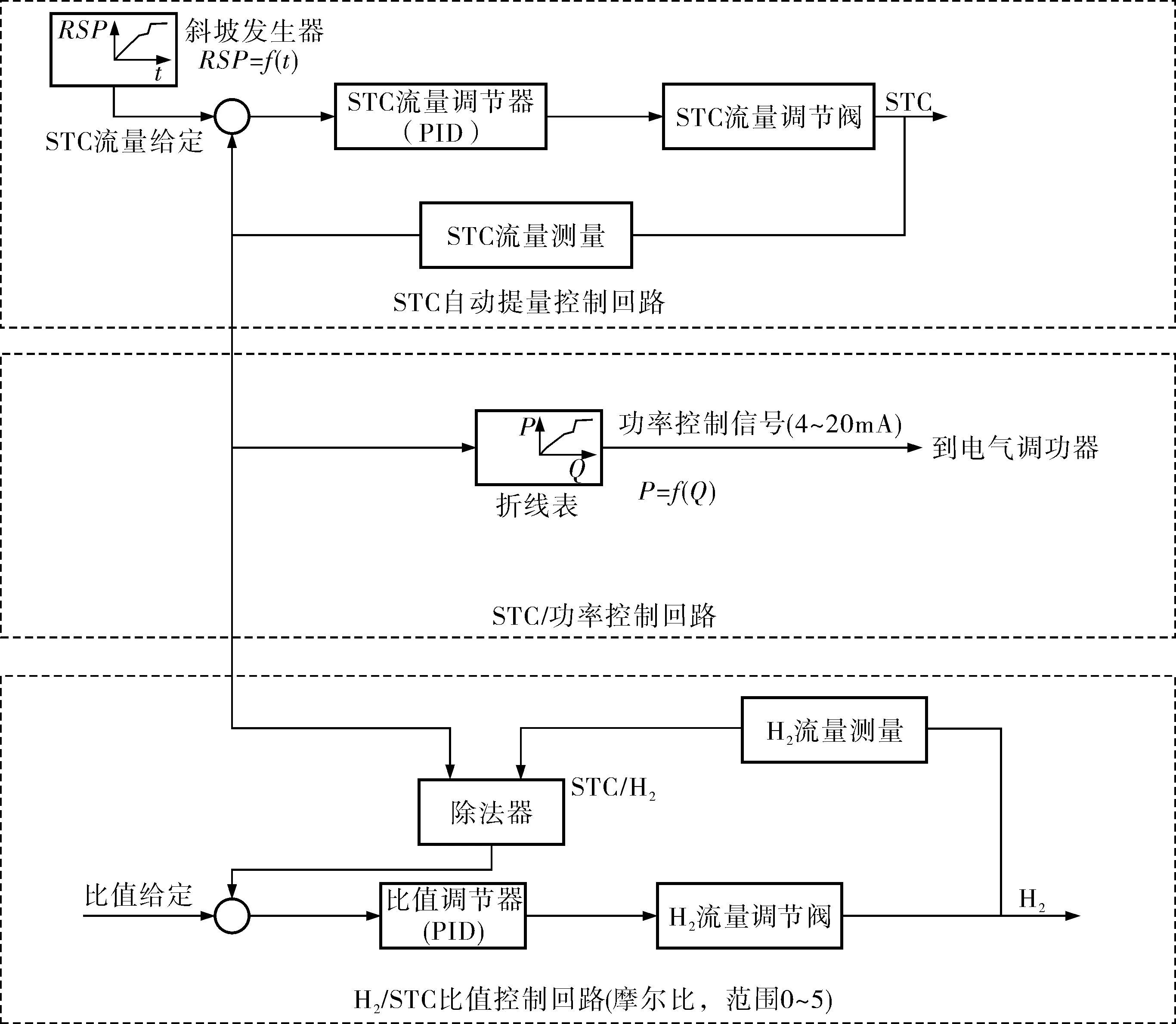
图1 氢化炉负荷全自动提量控制系统框图
1.2.1四氯化硅自动提量控制回路
四氯化硅自动提量控制回路由一个基本型的流量单回路闭环调节系统构成,其工作原理是:斜坡信号发生器的输出作为自动给定信号,按预先设定的变化率自动改变调节器的给定(SV)值,在调节器PI的作用下,四氯化硅的实际流量(PV)随给定(SV)的变化而变化,从而实现自动提量的目的。
由于四氯化硅的增量是时间的函数,故系统采用了一个斜坡信号发生器的输出作为回路调节器的给定。斜坡信号发生器接收到自动提量的指令后,其输出信号从对应于四氯化硅流量计满量程的5.56%(500kg/h)开始,用15h增加到85.56%(7 700kg/h)的速率匀速上升,此信号连接到调节器的SV端,作为调节器的给定信号。
一般人工操作的频次约为每小时3次,则一次提量过程需操作45次,每次的提量值为1.5%。欲再提高频次,则受限于DCS对操作按键的最低变化响应值,极易超调而导致运行不稳定,很难操作。而斜坡信号发生器的变化速率是由DCS的运算周期、总的变化量和总的时间决定的。以DCS的运算周期为1s计,斜坡发生器的输出增量每个周期改变一次,则15h内可变化5 400次,每次的变化量仅为为0.015%。因此,用斜坡信号发生器的输出作为回路调节器的给定,可保证系统随时间而变化的给定信号绝对线性,从而使四氯化硅的实际变化量为线性、连续。克服了使用其他方式时,给定信号变化为阶梯形的缺陷。
1.2.2功率控制回路
四氯化硅流量信号按流量与功率的配比要求,经折线处理后,作为电功率调节器的远方给定,其输出作为功率(电流)控制信号,送电气专业,控制调功器。
1.2.3H2/四氯化硅比值控制回路
H2/四氯化硅比值控制回路以四氯化硅作为主参数,H2作为副参数,H2与四氯化硅的摩尔比作为被控参数,H2为被调参数。H2和四氯化硅经过除法运算后,得到两种组分的摩尔比,作为调节器的测量信号(PV),与人为给定信号(SV)进行比较,再经PI运算后控制H2阀门。当四氯化硅流量发生变化,导致摩尔比偏离规定值时,H2调节阀就会改变开度,调节H2流量,从而改变摩尔比,使之恢复到规定值。
这是一套可变比值调节系统。与常规定比值控制系统相比,有两个优势:给定或测量值永远在仪表显示盘的同一个点上,不随负荷量的变化而变化,便于工艺人员记忆和操作;当由于流量计测量偏差导致显示的比值与实际比值不相符时,可简单方便地通过人为改变给定进行修正。
经运算处理的摩尔比值作为氢气调节器的测量信号,连接在PV端,给定为本机给定(LSV),所以回路只有手动(MAN)和自动(AUTO)两种运行方式。自动和手动两种运行方式之间的切换不受任何限制,切换之前也无需其他额外附加操作。在自动(AUTO)运行方式时,H2自动跟踪四氯化硅的变化而变化。
而常规的比值控制系统是以理论摩尔比值作为远方给定(RSV),接在SV端,H2流量作为测量信号连接在PV端。具有手动(MAN)、自动(AUTO)和串级(CSC)3种运行方式。当由手动(MAN)或自动(AUTO)切换到串级(CAS)方式运行时,要先手动进行H2流量操作,使之与比值给定信号之间无偏差时,方可进行切换;否则会产生扰动。只有在串级(CAS)运行方式时,H2才会自动跟踪四氯化硅的变化而变化。
2 DCS组态数据
依据工艺提供的运行参数表(略),计算整理出如下DCS所需的组态数据。
斜坡发生器的DCS所需组态数据如图2所示,因为自动提量运行是从手动操作四氯化硅流量到达500kg/h时开始的,所以Y轴的起点为500kg/h。
图2 时间与流量增量的关系曲线
折线表的DCS所需组态数据如图3所示。
也可以用一次方程完成运算。根据折线表,整理出的运算式如下:
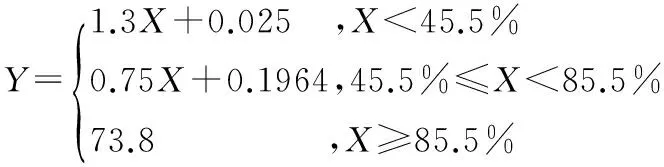
(1)
式(1)中的数值为百分型数据,对于用工程
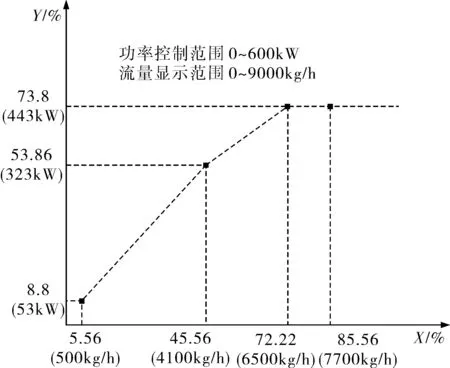
图3 电功率/四氯化硅流量曲线
量进行内部运算处理的DCS系统,还需乘以Y轴的量程上限,把百分型数据转换成工程量。
由于曲线由3段不同斜率的直线组成,存在3个拐点,因此需设置判断模块,进行条件判断、自动选择和自动切换,组态稍微繁琐。
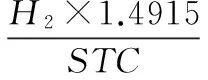
STC流量计测量范围0~9 000kg/h,H2流量计测量范围0~4 000Nm3/h,设K为比值,比值运算式为:

(2)
式中H2——氢气流量信号;
STC——四氯化硅流量信号。
工艺要求按摩尔比显示,故将式(2)变换为:

H2′=H2×0.0898÷2.047
STC′=STC÷170
即:
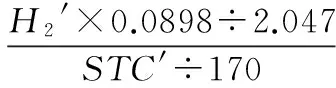
(3)
设PV为氢气调节器的测量信号。为了便于读数和提高控制精度,仪表盘上的显示与实际摩尔比满足如下要求:当K′=0(摩尔比)时,PV=0%;当K′=5(摩尔比)时,PV=100%。
为此,设:
PV=K′×a+b
(4)
把以上数值代入式(4),可得:
0%=0×a+b
(5)
100%=5×a+b
(6)
联立式(5)、(6),可得:a=0.2,b=0(无用,则舍去)。把a值和式(3)代入式(4),可得:

整理后得:
(7)
式(7)即为氢气调节系统的最终比值运算式。其结果为氢气与四氯化硅的摩尔量比值,仪表显示的比值范围在0~5。
比值运算的DCS组态如图4所示。其中,对四氯化硅进行低值限幅,是为防止分母为0时,导致运算结果溢出而出错。
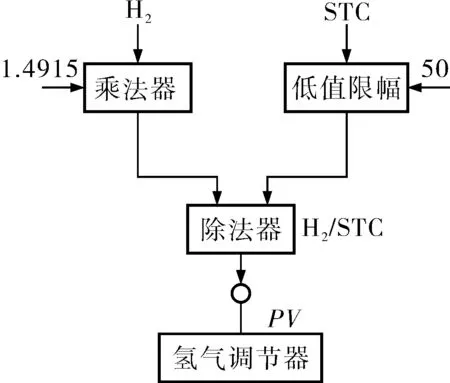
图4 比值运算组态
控制回路的DCS组态如图5所示。四氯化硅和电功率调节器均选用一个PID的远方给定型(具有MAN、AUTO、CAS共3种运行方式)。
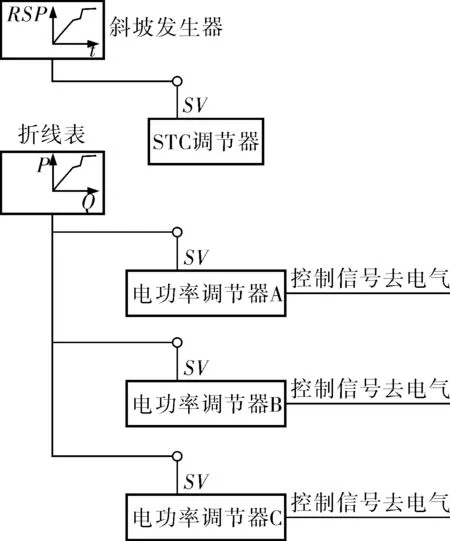
图5 控制回路组态
提量运行的手动/自动切换的DCS组态如图6所示。
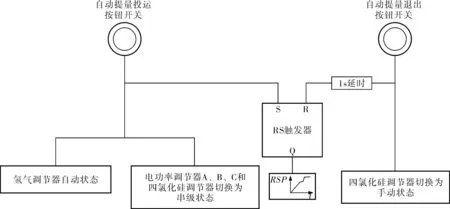
图6 手动/自动切换原理
利用斜坡发生器、折线表及可变比值设定自动控制等技巧性的特殊手段,构成的多晶硅装置氢化炉自动提量控制系统,在操作过程中的注意事项如下:
a. 启炉后,手动操作四氯化硅、H2和电功率调节器。
b. 一键式起动自动提量程序。只需按下“自动提量投运”开关,四氯化硅、H2和电功率调节器的运行方式均由DCS自动完成设置,系统进入自动提量模式运行。
c. 一键式退出自动提量程序。按下“自动提量退出”开关,系统立即进入手动操作模式。
d. 从自动模式转为手动模式时,四氯化硅调节器被自动设置为MAN方式,而H2和电功率调节器仍然分别保持为自动模式时的AUTO和CAS运行方式,由工艺人员选择、确定并切换运行方式。
e. 自动提量过程一旦因故中断后,不能在中断的点上再继续运行,只能从500kg/h的起点重新开始。
3 结束语
本方案把单参数简单控制、变比值控制、串级控制和随动控制4种经典成熟的控制理论有机组合。同时,充分利用DCS强大的数据处理功能,巧妙地运用斜坡发生器与折线表,解决了工艺物料增量与时间变量的函数关系,从而得以实现多参数自动提量复杂控制。
系统运行过程中,可随时进行手动/自动之间的无扰动切换,操作简便、安全可靠。系统投运后,工艺物料的增量实现了完全线性且非常稳定的控制,同时彻底根除了工艺操作人员长时间高度紧张和繁忙的状况。
著录规范
[书] 编号 著者名.书名[M].版本.出版地:出版者,出版年:页码.
[期刊] 编号 著者名.题(篇)名[J].刊名,出版年,卷号(期号): 页码.
[论文集] 编号 著者名.题(篇)名[C].整本文献的编者ed(多编者用eds)(编).文集名.出版地:出版者,出版年:页码.
[学位论文] 编号 著者名.题(篇)名[D].保存地:学位授予单位,年.
[专利文献] 编号 专利申请者名.专利题名[P].专利国别:专利号,出版日期.
注:①著者姓名应列全(3个以上的只列3个,并在第3个著者名后加“等”);
②国外作者名应将“姓”排前,“名”排后。
声明
本刊已许可中国学术期刊(光盘版)电子杂志社在中国知网及其系列数据库产品中以数字化方式复制、汇编、发行、信息网络传播本刊全文。该社著作权使用费与本刊稿酬一并支付。作者向本刊提交文章发表的行为即视为同意我刊上述声明。
OptimalControlSchemeforAuto-increasingofQuantityinHydrogenationProcess
LUO Wan-li
(SichuanZhongbangPharmaceuticalCo.,Ltd.,Luzhou646000,China)
The slope generator, polyline table and variable ratio setting were adopted to constitute a control system for hydrogenated furnace’s auto-increasing of quantity in a polycrystalline silicon device so as to realize a fully-automatic control. The results show that this system can eradicate stepped rising of materials incurred by manual operation and can simplify the operation, enhance the process stability and improve the control accuracy as well as reduce the labor intensity.
control system for auto-increasing of quantity, slope generator, polyline table, auto-control over variable ratio setting
2015-11-20
TH862
B
1000-3932(2016)04-0353-06
