无磁不锈钢C286转轴铣削加工问题分析及解决措施
2016-11-22吴申凯
吴申凯
(中国电子科技集团第二十一研究所,上海 200233)
无磁不锈钢C286转轴铣削加工问题分析及解决措施
吴申凯
(中国电子科技集团第二十一研究所,上海 200233)
在试制C286材料转轴键槽的过程中,暴露出此材料难以铣削,刀具磨损快,形位公差难以保证等问题。本篇文章针对铣工序中出现的加工问题,提出了相应的解决措施,保证了本工序所要求的零件尺寸精度要求,并提高了生产效率。
C286;转轴铣削;加工方案
0 引言
图1为所要加工的转轴零件结构简图,铣工序要求在¢40外圆上加工出两条180度对称的深4、宽60-0.02、长85的键槽,键槽位置度要求为与轴线对称度0.02。本文就该零件在加工中心机床上实现高精度、高效、批量稳定加工所采取的加工方案中的具体措施进行探讨。
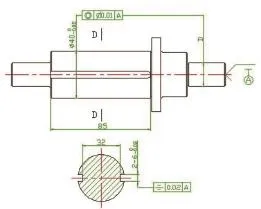
图1 转轴结构简图
1 C286材料性能分析
无磁不锈钢有的优点很多,比如说导磁率较低,强度高,耐腐蚀和抗氧化。在时效处理后其抗拉强度为1150以上,而屈服强度为900以上,延长率为10%,机械性能远远强于1Cr18Ni9Ti不锈钢,1Cr18Ni9Ti其抗拉强度为550以上,而屈服强度为200以上,延长率为40%。由于C286的突出性能被用于航天、航空等行业。但也由于它的硬度高等特点也给机械加工方面带来了一系列的影响,所以我们必须要认清楚它存在的问题是什么,然后再进行针对性的解决,这样就可以为以后更好的使用提供理论基础。
2 异常问题及解决方案
2.1 粗铣时铣刀磨损快
2.1.1 异常问题
粗铣方案为5毫米涂层硬质合金立铣刀加工6毫米槽至5.8宽,切削参数为:主轴转速N=1500r/ min,进给速度F为60mm/min,深1mm。加工后,检查刀具,刀尖易磨损严重,已切削部分的侧刃刃口已崩坏,导致加工时道具挤压工件造成震动和刀具与零件摩擦产生的热量多引起过多的残余应力使转轴键槽加工处外圆变形跳动大于图纸要求,并且未加工完工件刀具需要更换,降低了生产效率增加了加工成本。
2.1.2 解决方案
在机床、刀具和切削液不改变的情况下,经过多次刀具加工参数的试验,选取效率和质量相对平衡的切削参数。使用层切法每次走刀切削深度为0.1mm,这样有利于散热降低切削温度,刀具加工时才会振动小,减少磨损速度,进给速度f改为600mm/min,主轴转速S设为2500r/min。加工中Z轴方向反复出现有相同轨迹的走刀路线分行反复走刀,深4mm加上磨余量0.3mm,每层切深0.1需要走43次,采用子程序比较方便,就不需要操作人员重复在主程序里重复输入加工轨迹。
程序如下:
O0001(主程序)
T1M6;
G90G54X-3.Y0M3S2500A0;
G43Z20.3H1M8;
M98P0002L43;
G90G0Z50.;
G0Z180;
G43Z20.3H1M8;
M98P0002L43;
G90G0Z50.;
M5;
M9;
M30;
O0002(子程序)
G91G0Z-0.1
G90G41G1Y-3.D2F600;
X82.5;
G3Y3.J3.;
X-5.;
G40G0Y0;
M99;
2.2 精铣时键槽尺寸公差超差
2.2.1 异常问题
在粗铣和精磨之后,加工键槽在装夹后用百分表检测加工表面外圆时发现外圆直线度大于0.02,这样加工出的键槽的对称度超差。
解决方案:先检查零件发现外圆无异样,发现中心孔有破损,判断是之前粗铣时使转轴震动与顶针摩擦造成,所以需要添加研磨中心孔的工序。研磨后,在机床上用百分表检查转轴¢40外圆直线度在0.005左右,是卡盘,顶针与机床精度的原因,图纸要求键槽对称度0.02,所以误差可以接受。
2.2.2 异常问题
解决方案:虽然上步粗加工时只留了0.2的余量,但是由于C286材料硬精铣时刀具发生让刀现象,键槽加工属于对称铣削两侧面一边为顺铣,另一边为逆铣,如图2所示。
顺铣一侧的表面粗糙度相对于逆铣一侧的表面粗糙度好,而且逆铣一侧发生了让刀,所以键槽中心偏向顺铣一侧。
针对这情况增加一把5mm半精铣刀,去除之前产生的变形余量,利用设置机床刀具补偿,将键槽宽度尺寸加工到5.96mm,因为单边切削余量大约0.1,让刀量一般不会大于0.02,所以半精加工到比最终尺寸的下偏差小0.02,就是足够待加工尺寸余量了,而且6mm精铣刀的切削量少最终精加工时可以避免让刀。在6mm铣刀加工前用百分表检查转轴外圆中心和键槽中心,如果有偏差,在机床坐标系中修改零件中心坐标。修改后直接用6mm铣刀精加工,加工后用专用塞规检测宽度尺寸,用专用对称度检测工具检测键槽对称度。半精加工切削参数为主轴转速S1500,进给量F150;精加工切削参数为主轴转 速S1500,进给量F120。

图2 对称铣削键槽
2.2.3 异常问题
卡盘夹持的转轴外圆,由于为了加工时避免夹持端外圆与加工处外圆不同心,所以没有在卡盘上加铜皮保护转轴外圆,而留下夹持痕迹。
解决方案,在夹持外圆留0.2的精磨余量待键槽加工完,在磨床上加工。
3 工艺流程安排
综上所述,无磁不锈钢转轴零件工艺的流程设计如下:粗车→固溶→半精车→时效去应力→研磨中心孔→精车→粗磨→粗铣→研磨→精磨→精铣→精磨。
4 结语
经过以上的分析和解决方案的落实,无磁不锈钢转轴小批量试制得以完成,在质量方面达到图纸要求,在加工效率与刀具使用成本方面也取得了良好的效果。在今后的工作中将继续总结与改进,逐步提高此类产品的经济性。
[1]郑修本.机械制造工艺学[M].机械工业出版社,2004.
[2]谭永刚,陈江进.数控加工工艺[M].国防工业出版社,2009.
TG54
A
1671-0711(2016)11(上)-0067-02
