安钢190 t/h干熄焦提升机设备改造
2016-11-21张素芬张渊李柯王瑞峰张善学
张素芬,张渊,李柯,王瑞峰,张善学
(安阳钢铁股份有限公司焦化厂,河南安阳 455004)
安钢190 t/h干熄焦提升机设备改造
张素芬,张渊,李柯,王瑞峰,张善学
(安阳钢铁股份有限公司焦化厂,河南安阳455004)
为缩短更换制动片、制动盘等易耗设备停产检修时间,杜绝提升钢丝绳连接的平衡臂称重传感器断裂造成的事故,对干熄焦提升机制动系统和提升钢丝绳平衡臂系统连接结构进行改进,增加高速轴联轴器、二级保护装置,安装平衡臂偏载检测设备,实现了干熄焦的连续稳定生产。
干熄焦;提升机;制动器;平衡臂;传感器
1 前言
安钢焦化厂190 t/h干熄焦于2012年11月开始装红焦投产。干熄焦主要生产运行设备是提升机,为缩短更换制动片、制动盘等易耗设备停产检修时间,杜绝提升钢丝绳连接的平衡臂称重传感器断裂造成的事故,对干熄焦提升机生产过程中的制动系统和提升钢丝绳平衡臂系统连接结构进行改进,达到易于设备点检、缩短检修时间、避免设备事故的目的。
2 问题分析
干熄焦提升机的提升负荷98 t,由两台提升电机同时运行,由于提升负荷大,提升机对制动可靠性有更高的要求。提升机起升机构制动器采用4台同规格盘式液压推杆制动器,每台电动机配备两台制动器,只要同侧的两台制动器不同时失效,就可保证起升机构安全制动,制动盘两端直接连接提升电机和减速机。
干熄焦提升机钢丝绳一般为4根[1],每根钢丝绳一端固定于平衡臂,另一端固定于卷筒。为了保证钢丝绳缠绕系统的受力均衡,起升机构设有钢丝绳平衡固定装置。平衡固定装置上安装有称重传感器,在平衡固定装置上可实现钢丝绳的长度调整。称重传感器与上部固定梁相连。4根钢丝绳组成的绳系可保证1根钢丝绳(或不同侧的2根)断裂时,吊具不发生过度倾斜,避免焦罐坠落事故。但是如果称重传感器断裂,两根钢丝绳同时脱落,吊具倾斜,极易发生坠罐事故。
提升机平衡臂称重传感器结构为空心结构,整体铸件。设计结构本身有缺陷,现场又没有二级防护措施,提升负荷为98 t,焦罐提升高度约40 m。当实际起升重量超过95%的额定起重量时,称重传感器发出报警信号,当实际起升重量在100%~110%的额定起重量时,称重传感器起作用,自动切断提升机电源,安全保护设备不能过负荷生产。图1所示为称重传感器安装结构示意图。
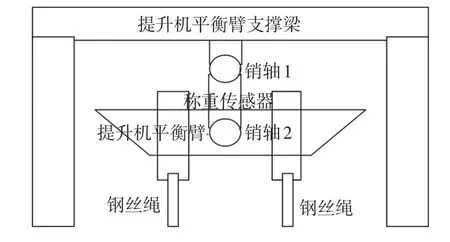
图1 提升机平衡臂称重传感器安装结构示意图
在高负荷生产运行情况下,每10 min提升1次焦罐,在多次连续生产作用下,使负载传感产生疲劳,发生疲劳断裂。称重传感器断裂后,提升机平衡臂整体会落在平衡臂两侧支撑梁上。
2.1提升机制动抱闸系统检修时间长
由于提升机系统的提升电机和减速机与制动盘直接连接,制动器分布在制动盘两侧,分布密集、空间狭小,平时对制动器、自动盘不易点检,检修时更换制动盘困难,需要先向外侧移开电机,1台干熄焦提升机电机重达几吨,移动非常困难。拆下制动盘、制动器进行更换,检修后再将电机复位,地脚调平,整个检修过程耗时约12 h。干熄焦生产不得不中断,影响干熄焦的发电量,对干熄炉体耐材损耗较大,对下道工序炼铁所需焦炭质量影响较大。
2.2提升机平衡臂称重传感器负重大
1)提升机平衡臂称重传感器长期处于疲劳状态,内部为空心结构,在日常的点检维护中难以检查到隐患,在连续3 a多的生产中,没有做过内部材质探伤试验,不能及时预控设备断裂。
2)提升机平衡臂称重传感器断裂后,没有二级保护装置。
3)提升机平衡臂没有偏载检测设备,提升机平衡臂称重传感器断裂与平衡臂偏载有关,现场调查发现平衡臂稍微倾斜,没有调平,受力不均匀,也是导致平衡臂称重传感器断裂的一个原因。
3 改进措施
通过以上分析,造成提升机抱闸制动系统检修时间长的主要原因是检修空间狭窄,电机设备移动困难;提升机平衡臂称重传感器负重大,结构单薄,连接薄弱。通过改进工艺设备、优化工艺控制来排除以上两种情况造成的干熄焦生产中断。
3.1增加高速轴联轴器
在提升机电机与制动盘之间各增加1个高速轴联轴器,电机向外移动约30 mm,如图2所示,这样在提升机制动抱闸系统检修中,可以不必移除电机,直接拆掉高速轴联轴器后,更换制动盘、制动器,检修结束后只需连接高速轴联轴器。经过检修实践,更换时间一般为4 h左右,利用两个焦炉计划检修时间。基本上可以完成提升机制动系统的更换。甚至不需要停产,在单电机低负荷生产模式中,可以更换另一电机的制动系统,同时也能保证低负荷发电和干熄炉体的温度压力。
3.2提升机平衡臂称重传感器连接改造
1)加工实心临时件替代提升机平衡臂称重传感器连接设备,保证提升机设备能够连续生产。
2)增加提升机平衡臂称重传感器二级保护装置,在图1所示的销钉1和销钉2上,连接两块钢板作为肋板,销钉孔加工成椭圆形,防止称重传感器断裂而平衡臂下坠,避免了坠罐事故的发生。
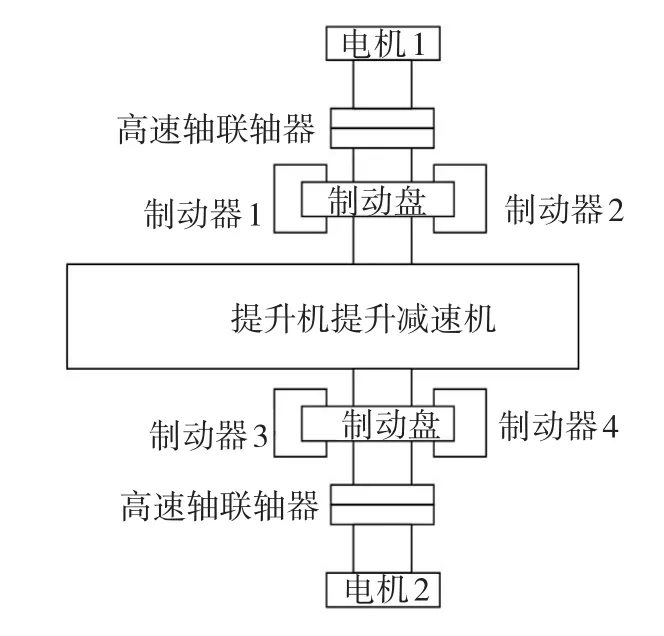
图2 改进后提升系统连接结构
3)安装提升机平衡臂偏载检测设备。当提升机平衡臂偏离水平位置,倾斜端将触发偏载检测设备开关,切断提升机电源,提升机急停,信号传递到中控电脑,能够第一时间发现并处理提升机平衡臂问题。工艺生产设备制度要求每天检测平衡臂的水平度,保证提升机平衡臂受力均匀。
4 改造效果
通过对提升机制动系统设备改进和预防平衡臂称重传感器断裂的设备改造,实现了提升机制动系统设备隐蔽部位的在线设备点检和检修,大大缩短了提升制动系统的检修时间。完全避免了平衡臂称重传感器断裂坠罐事故的发生,同时也解决了称重传感器备件不足时维持生产难题,保障干熄焦系统的安全稳定生产,达到了预期效果。
[1]潘立慧,魏松波.干熄焦技术[M].北京:冶金工业出版社,2005.
TQ520.5
B
1004-4620(2016)05-0072-02
2015-11-13
张素芬,男,1980年生,2006年毕业于河北理工大学化学工程与工艺专业。现为安钢焦化厂五炼焦车间工程师,从事焦炉炼焦和干熄焦工艺技术工作。
