乘用车门门板结构及成本对比
2016-11-21方卿闫肖萌蒋丽琼朱凯庆赵宇驰
方卿,闫肖萌,蒋丽琼,朱凯庆,赵宇驰
(东风汽车公司技术中心,湖北 武汉 430058)
乘用车门门板结构及成本对比
方卿,闫肖萌,蒋丽琼,朱凯庆,赵宇驰
(东风汽车公司技术中心,湖北 武汉 430058)
针对乘用车市场上主流的两种车门设计方案,运用计算分析方法,分析整体式车门和分体式车门的门板成本并加以对比,从成本角度对乘用车车门设计提供建议。由于涉及需要保密的成本信息,文中相关部分数据需要模糊处理。
车门门板;冲压;成本分析;降成本
10.16638 /j.cnki.1671-7988.2016.10.084
CLC NO.: U461.9 Document Code: A Article ID: 1671-7988 (2016)10-247-04
前言
目前,汽车车门主要有三种型式,分别是整体式车门、分体式车门和无框式车门。其中,整体式车门是指车门下部钣金与上部窗框架一体冲压成型,分体式车门是指车门下部钣金与上部窗框架焊接连接,无框式车门的窗户部分则只有玻璃而没有窗框。以上三种型式中,无框式车门的玻璃没有窗框骨架支撑,在玻璃升降器和密封系统上要求极高,且为了提高玻璃周边结构的稳定性,玻璃高度方面的尺寸也只能降低,继而导致车身高度的降低,因此,目前这种型式的车门通常只应用于跑车上。而另外两种型式的车门无论从成本还是制造便利性较于无框式车门都有较大优势,目前广泛应于用各个车企的绝大多数车型中。
汽车车门的设计方案取决于多个因素:造型、工艺、成本,甚至是消费者喜好等。现代市场经济条件下,汽车企业间竞争的实质就是追求利润的最大化和成本耗费的最小化。汽车企业要生存和发展,其核心是解决如何在满足客户需求的前提下,以尽可能低的价格制造并销售满足质量要求的汽车来获取尽可能高的利润。基于此,本文以汽车前车门为基础,分别对整体式和分体式两种方案的汽车门板成本加以分析对比,为整车成本控制提供参考。
1、车门门板结构及生产流程
整体式车门和分体式车门是当前车企最常用的两种车门结构型式,两种型式的门板在结构、工艺、材料等方面都存在着一定的差异性。整体式车门门板为薄钢板一体冲压成型,分体式车门门板则是窗框部分应用辊压成型工艺而成,然后与冲压门板焊接。
1.1 整体式车门
图1为整体式车门钣金结构。除内部的防撞梁等结构件外,车门外板与窗框部分为整块钢板一体冲压成型,内板为两块钢板拼焊后一体冲压成型,内外板通过包边、涂胶等工序,组成车门的主要钣金结构。整体式车门的整体刚度好,密封容易保证,装配尺寸公差易保证,维修时拆装简单;但缺点在于冲压工艺中窗口位置要产生大面积废料,而且外部门框一般宽大且不均匀,外观效果较差,门框占据了侧围上边梁的部分区域,使上边梁主断面面积受到影响。
整体式车门的生产流程一般为:开卷→落料→冲压→焊接→装配。
1.2 分体式车门
图2为分体式车门钣金结构。内部防撞梁等结构同整体式车门一致,但窗框部分为钢板辊压而成,门板部分则为钢板冲压结构,其中内板同样为两块钢板拼焊后冲压成型。分体式车门的门框细而均匀,如果配合窗口周圈装饰亮条的使用可达到前后车窗的整体化效果,美观实用,同时有利于提供上边梁主断面更大的截面面积,大量使用辊压成形,降低模具难度和成本,极大提高材料利用率;但缺点是装配工艺复杂,尺寸公差尤其是外部公差保证的难度加大,整体刚性差,密封困难。
分体式车门的门板生产流程与整体式车门一致,但窗框部分生产流程较为复杂。窗框部分生产流程为:玻璃导轨滚压+冲压→后窗框外/内板滚压+冲压+包边+点焊→前段锯切→前段冲切→前段焊接→后段冲切→后段焊接→总成焊接→矫形。
对比两种车门门板的生产工艺流程,整体式车门的工艺较为简单,而分体式车门窗框部分辊压工艺较为复杂,装配工艺也较整体式车门更为复杂。另外,辊压是一种复杂的加工方式,往往需要几十组辊压轮,需要较大的场地、较高的前期投入以及较高的技术投入,这方面对成本可能有较大的影响。
以下将就两种车门门板与窗框部分的成本加以分析并讨论。
2、门板成本对比
零件成本通常由材料成本、专用工装分摊、车间成本、外协工艺成本以及其他费用构成。由于车门冲压件在白车身中十分重要,车门板件通常由主机厂自制,而分体窗框则外包采购,两者成本核算口径不同。为统一对比口径,下文将对车门板件同样按外包采购零件方式计算总成本。
2.1 整体式前车门
整体式前车门的门板与窗框部分由带窗框的车门外板和内板两个冲压零件组成。
1)材料成本
根据零件3D数模及图纸分析,带窗框的前门外板重4.5kg,材料为H180BD+Z,零件毛坯尺寸约为1472*1343* 0.65mm;带窗框的前门内板重6.35kg,材料为DX54D+Z,分别由0.7mm和1.4mm厚的两种板料激光拼焊而成,两种板料的毛坯尺寸分别为1405*1030*0.7mm和1189*360* 1.4mm。根据市场结合材料价格及废料回收价格,计算得出内外板的材料价格。以带窗框的前门外板材料费为基准a元,则带窗框的前门内板材料费1.186a元。
2)专用工装费用
根据冲压工艺要求带窗框的前门外板一般采用左右成双拉延成型,经过修边、冲孔、翻边等工序,最终得到成品零件。而内板拉延板料需要拼焊,拼焊板料坯料需要分别开卷落料和剪板后拼焊在一起,再进行拉延及修边、冲孔、整形等工序。
经过对零件冲压工艺的具体分析,初步判断零件冲压工艺,如表1所示:

表1 带窗框的前门门板冲压工艺
按零件毛坯尺寸计算各道工序模具尺寸及重量,计算出模具价格,如表2所示:
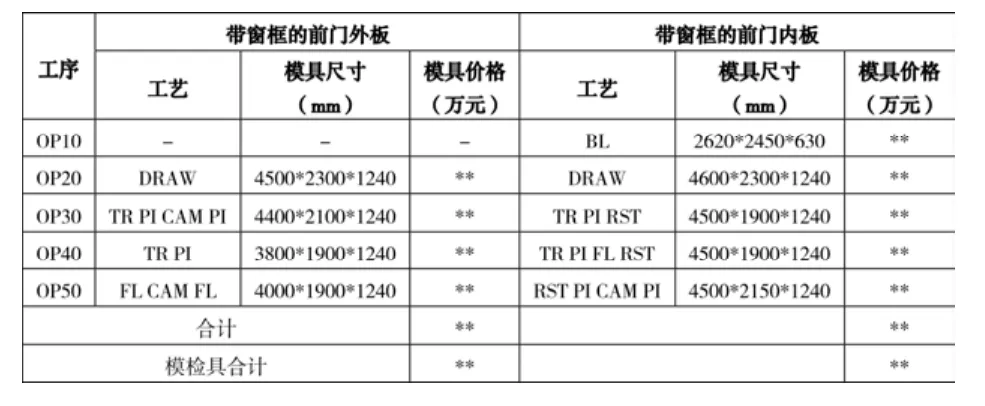
表2 带窗框的前门门板模具费用
3)车间成本
车间成本也称车间增值费用,根据各套模具尺寸及冲压工艺需求,分别选用合适的冲压设备,综合生产过程中的直接人工成本、直接设备成本、废品成本、间接费用等,计算零件的车间成本,如表3所示:

表3 带窗框的前门门板车间成本
由于零件为左右成双成型,单个零件的车间成本分别为外板0.148a元,内板0.166a元。
4)其他费用
在汽车零件成本管理,其他费用一般由管理、销售、财务费用和利润组成。
其他费用按制造费用即材料成本、专用工装费用、车间成本之和的12%进行取值,得出带窗框的前门外板其他费用为0.170a元,内板为0.200a元。
2.2 分体式前车门
分体式前车门的门板与窗框部分并非一体冲压成型。其中车门内外板单独冲压,窗框部分则通过辊压工艺成型,成型后的内外板及窗框通过焊接方式连接在一起。
2.2.1 分体式前车门门板
1)材料成本
根据零件3D数模及图纸分析,分体式前门外板重4.41kg,材料为H180BD+Z,零件毛坯尺寸约为1260*1022*0.7mm;分体式前门内板重5.755kg,材料为DX54D+Z,分别由0.7mm和1.4mm厚的两种板料激光拼焊而成。两种板料的毛坯尺寸分别为1100*1015*0.7mm和1100*360*1.4mm。根据市场结合材料价格及废料回收价格,计算得出分体式前门外板材料费0.723a元,前门内板材料费0.989a元。
2)专用工装费用
按照前门内板的冲压工艺定义的零件毛坯尺寸,计算出各道工序模具尺寸、重量及模具价格,如表4所示:

表4 分体式前门门板模具费用
3)车间成本
根据前述车间成本的构成,得出如表5所示:
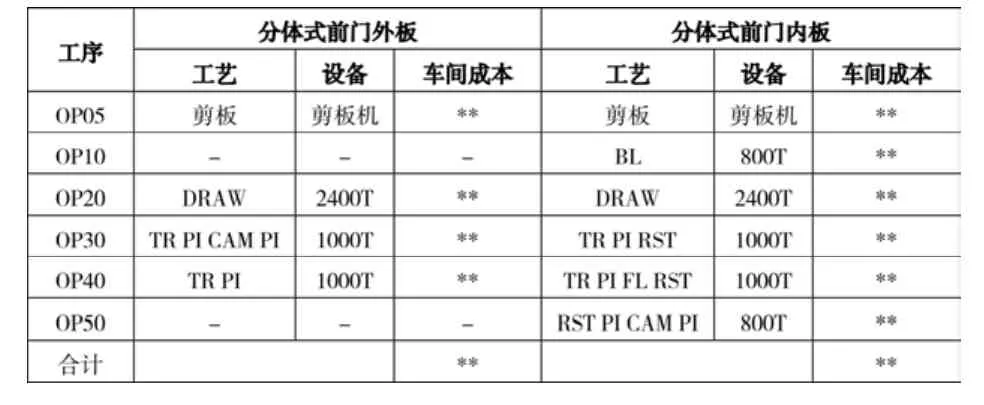
表5 分体式前门门板车间成本
由于零件为左右成双成型,单个零件的车间成本分别为外板0.130a元,内板0.166a元。
4)其他费用
其他费用按制造费用即材料成本、专用工装费用、车间成本之和的12%进行取值,得出分体式前门外板其他费用为0.127a元,内板为0.174a元。
2.2.2 分体式前窗框
分体式前窗框一般由玻璃导轨、后视镜安装板、前窗框、后窗框外板、后窗框内板、窗框连接板等零件组成。
1)材料成本
经核算,玻璃导轨、后视镜安装板、前窗框、后窗框外板、后窗框内板、窗框连接板材料成本合计0.368a元。
2)专用工装费用
玻璃导轨、前窗框、后窗框外板、后窗框内板四个零件需要用到辊压工艺。各零件均为左右成双成型,工序及模具价格如表6所示:

表6 分体式前窗框模具费用
3)车间成本
根据前述车间成本的构成计算得出单个零件的车间成本为0.109a元。
4)其他费用
其他费用按制造费用即材料成本、专用工装费用、车间成本、外购外协成本之和的12%进行取值,得出该零件的其他费用共0.072a元。
2.3 成本对比
2.3.1 测算结果对比
从以上分析得出,仅考虑材料成本,分体式车门门板(含窗框)比整体式车门门板更有优势,而考虑工装分摊、车间成本、设备成本等多方面因素后,整体式车门成本更具优势。

表7 整体式前车门和分体式前车门成本对比
2.3.2 其他影响因素分析
成本因素以外,造型是影响车门是否分体的最大因素。此外,考虑到冲压设备能力,如2.1节整体式前门内板的拉延工序,模具尺寸达到4.6m*2.3m,几乎与压床的最大台面相同,重量也达到了31t,逼近起吊设备的承重极限,因此,当汽车车门内外板尺寸偏大时,应综合考虑设备、工装等限制因素,选择合适的设计方案。
3、结论
1)仅从材料成本对比,分体式车门门板及窗框总成成本优于整体式车门门板。
2)仅考虑单一项目投入,不考虑内外制条件,量纲<40万辆时,整体式车门门板成本更优,当量纲>40万辆时,分体式车门门板及窗框总成成本更优,且量纲越大,成本差异越大。
3)考虑分体式车门窗框部分在不同项目中的通用性,在前期设计中更多的考虑车门门框的通用性,增加门框模具的分摊量,分体式车门门板及窗框总成成本可进一步降低。
4)车门尺寸过大时,门板整体式设计可能无法满足设备要求,应考虑分体方案。
[1] 黄少君,胡继凯,黄维佳.项目成本管理在新车型开发的应用.上海汽车.2011.02.20-23.
[2] 夏铮,徐晓春. 汽车车门结构形式分析.科技研究.2014.
[3] 李凯.轿车前车门设计.东北林业大学.2009.4.
[4] 高保雷.轿车白车身车门结构及焊装工艺.电焊机.2013.06.
Door Plate of Passenger Car Structure and Cost Comparison
Fang Qing, Yan Xiaomeng, Jiang Liqiong, Zhu Kaiqing, Zhao Yuchi
(DongFeng Motor Group Co., Ltd., Hubei Wuhan 430058)
Aim at the mainstream design scheme of two kinds of door on the market of passenger cars,using calculation and analysis methods, analyse and compare the costs of integral door and split type door, provide suggestions on the design of passenger car doors from a cost point of view.Because of cost information needed to remain confidential, the relevant part of the data needs to be blurred.
Car door; Stamping; Cost analysis; Cost reduction
U461.9
A
1671-7988(2016)10-247-04
方卿,(1989-),男,助理工程师,就职于东风汽车公司技术中心。主要研究方向是成本管理。