基于PLC200的旋锻机自动上下料装置设计
2016-11-17申慧宋治飞钟佳良
申慧 宋治飞 钟佳良

【摘要】为解决由于采用人工方式给旋锻机送、卸料而造成的工作效率低下问题,本文给出了一种旋锻机自动上、下料装置设计,介绍了其主要组成机构和工作原理。该设备采用西门子PLC200编程来实现预期功能,在节约人工成本,提高生产效率方面可以达到教好的效果。
【关键词】P/C 旋锻 自动
一、前言
目前,工厂中采用人工的方式给旋锻机送入待旋锻的圆管工料、回收旋锻好的工件,耗费人力、时间,工作效率低下。为解决这一问题而设计的旋锻机自动上下料装置,可以实现旋锻机加工过程的无人化操作,即将上料斗中的待旋锻的圆管工料自动排序(待旋锻的工料为圆管形状,其两端尺寸不一样大,需要将它们按照要求,将大头或小头统一都朝向一边排放)、定向,并输送至旋锻机上料工位。同时将旋锻好的成品工件回收到下料斗中。
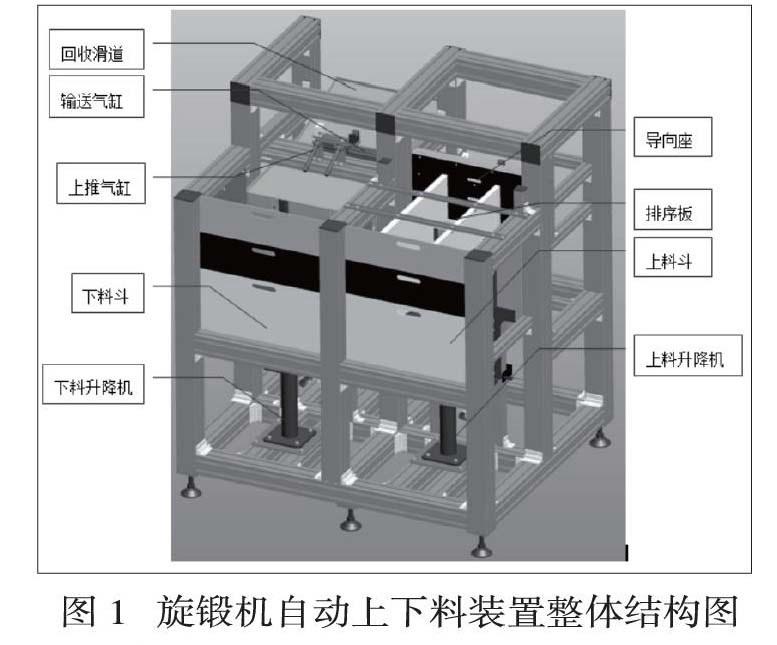
该装置的整体结构如图1所示。
二、硬件部分
根据上述实现功能描述,该装置主要包括上、下料机构、换向机构和送料机构等。
1、上、下料机构
上料机构主要由上料升降机、上料斗、排序板和导向座等组成,实现将上料斗里的待旋锻工料排序,并通过气缸顶升至换向工位。由伺服电机带动上料升降机,推动上料料斗内的待旋锻工料向上移动,并沿滑道滚至排序机构。通过气缸运行将一根待旋锻工料顶升至换向工位。
下料机构包括回收滑道、下料升降机、下料斗等。由取料气爪卸下旋锻好的工件,使其沿着回收滑道滚至下料斗,升降机适时向下移动,使成品工件填满下料斗。
需要注意的是,每次更换零件批次时,要根据待旋锻工料的长度来移动上料斗的调节侧板,并更换过渡底板;升降机在向上运动时容易使待旋锻工料堆积成三角形,所以要避免工料堆积过高而从料斗内滚出。
2、换向机构
换向机构结构图如图2所示。
旋锻机自动上下料装置可以实现对待旋锻工料的排序(大头或小头朝向同一方向),这一功能通过换向机构来实现。换向机构由换向上下气缸、摆动气缸和换向气爪组成。通过激光测距仪来判断当前的工料是否满足预定的排序要求。满足,则由气爪将待旋锻工料送至旋锻机上料工位等待取料加工;不满足,气爪抓取待旋锻工料后先旋转180度,再将其送至旋锻机上料工位等待取料加工。
激光测距仪测量的数据是判断工料是否换向的重要依据,在更换零件批次之前要设置好激光测距仪的相关参数。
3、其他
为优化该设备的总体功能,协调好各机构的工作任务,该装置还包括缓存机构和送料机构。缓存机构主要由缓存滑道、下推气缸、顶块、推块和导向座等组成,主要用于缓存一定数量的工件,等待进入下一步工序。送料机构主要由送料气缸、取料气爪、滑动轴承和导向轴等组成,实现对旋锻机的送料动作。
三、软件部分
该装置的功能实现主要通过西门子S7-200系列PLC编程来完成。控制系统采用西门子S7-224XP CN PLC以及相应的数字量I/O扩展模块、继电器输出模块和现场的检测开关等。PLC接口为RS485(PPI),人机操作界面选用西门子文本显示器TD400C。
结论:通过调试和试运行,该装置能够很好的完成给旋锻机自动上、下料的工作任务,在一些类似的工作场合下值得推广。
