基于光电传感器在带钢边缘检测系统中的设计
2016-11-17王景存
张 威, 王景存
(武汉科技大学 信息科学与工程学院,武汉 430081)
基于光电传感器在带钢边缘检测系统中的设计
张 威, 王景存
(武汉科技大学 信息科学与工程学院,武汉 430081)
在带钢生产过程中,为了满足带钢快速运行的速度要求,提高生产效率,设计了以光电式位置检测传感器为核心的边缘检测系统;检测系统能够快速且精确的对带钢边缘偏移位置进行检测;系统通过两组位置传感器组成差分电路检测带钢边缘的位置,最终通过输出两组电压值对应于带钢边缘偏移的方向和距离,将两组位置信号传输给纠编系统;纠偏系统通过对位置信号的监测,从而能够通过对带钢的位置进行快速且准确的控制,保证了生产的安全,带钢的边缘检测系统在其他高速带状物边缘检测领域中也有广阔的应用前景。
边缘检测;光电传感器;带钢;二值化
0 引言
带钢检测传感器目前共有电感式、电容式和光电式等3种类型[1]。电容式位置传感器系统检测精度低,迟滞性大,不适合高速的带钢检测。电磁式位置检测系统易产生EMC干扰和受到周围的EMC干扰,对位置信号的检测精度低。系统采用高速线阵CCD光电式传感器upd3737作为带钢边缘位置检测传感器。高速线阵CCD 光电检测技术具有检测精度高、响应速度快等特点,同时在高性能液压跟踪控制系统的配下可实现高速带钢智能纠偏控制[2]。
1 EPC对边检测系统原理及系统组成
1.1 EPC对边检测系统原理
对边控制系统自成一体,为连续闭环式电液调节系统,测量系统测出板带位置偏差,并将偏差值输入到电控系统,电控系统的输出与液压伺服系统相连,液压系统驱动叫偏执行机构作相应移动,这样,板带就准确地行进在预先调整好的中心(对边)位置上,对中(对边)装置可使板带运行在对中(对边)精度范围内[3]。带钢的位置检测精度与采样速率是对边控制系统正常运行的关键。
检测带钢两个边缘的位置信号,两路信号检测相互独立,电路结构相同,组成差分输入在纠偏系统内处理,从而得到带钢边缘的位置信号。绝大多数传感器由于结构,转换原理以及后续数据采集部分的非线性,其系统的输出信号与被测物理量之间的关系是非线性的[4]。为了提高系统的检测精度,消除传感器的非线性,在纠偏系统中采用线性插值法进行非线性校正。当进行位置信号检测时,其偏移方向公式(1),偏移量的大小公式(2):
(1)
(2)
(3)
在公式中,A为偏移方向,当A>0,偏移方向为左,当A<0,偏移方向为右,A=0,带钢没有偏移。Vright为右边位置检测信号电压大小,Vleft为左位置检测信号电压大小。Di+1和Di为线性插值法中的采样点的位置信号,D为实时检测带钢的位置信号。Vdiff(i+1)和Vdiff(i)为线性插值法中的采样点的|Vright-Vleft|的绝对值。Vdiff为实时检测带钢的位置信号。在实际的应用中,对系统初次进行安装调试时,先进行非线性化校正,通过检测电压值Vdiff的大小就可以利用上式计算出带钢的偏移距离。
1.2 系统组成
该系统主要有upd3737线阵ccd传感器为核心的位置检测电路和纠偏系统组成的,系统工作时。对upd3737采用一定波长的光源进行照射,通过工业镜头将光线集中到upd3737中,带钢遮挡的位置不同,光线的照射强度不同,从而检测出对边控制系统中带钢位置信号。系统的设计框图如图1所示。
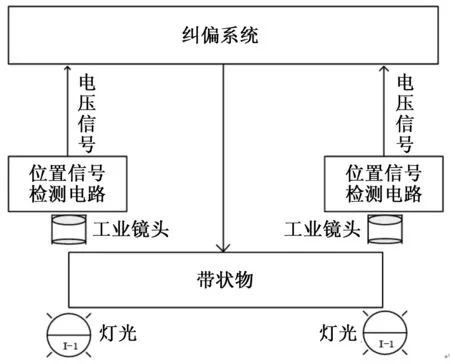
图1 系统设计框图
系统的位置检测电路主要由位置传感upd3737、驱动upd3737电路、16D/A转换电路和二值化处理电路组成。upd3737通过CPLD产生一定时序的波形驱动upd3737正常工作, upd3737在一个采样周期内将位置信号转换为不同幅度但频率一定的脉冲信号,把脉冲信号通过比较器的阀值电压进行二值化处理,得到标准的TTL电平信号。在一个周期内将得到的标准的TTL电平信号传输给CPLD进行脉冲计数,在CPLD内进行脉冲信号的数据处理,将脉冲个数转化为电压值的大小,检测电路的设计框图如图2所示。
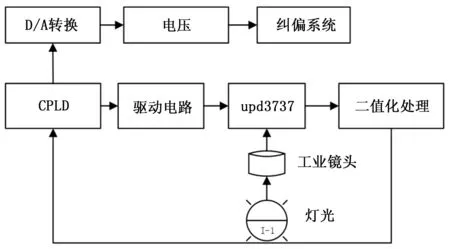
图2 位置检测电路框图
通过SPI通讯方式与16位的D/A进行数据传输,将数字信号转化为模拟信号,电压信号实时代表着带钢的位置信号。将电压信号传送给纠偏系统。
2 系统设计
2.1 upd3737简介
upd3737型图像传感器是一种高灵敏度、低暗电流、5 150像元内置采样保持电路的线阵CCD图像传感器。CCD是由按一定规律排列的MOS阵列组成,阵列中的每一个基本单元是一个MOS电容器[5]。upd3737的光谱响应对波长为530 nm的光具有最好的响应,而所选半导体灯光输出光波长为535 nm,非常接近CCD的最佳响应波长。
upd3737的移位寄存器的最高速率为20 MHz,在一次采样周期内最少需要2593个移位脉冲信号。位置信号的采样周期最大为400 Hz,满足目前工业中高速运行的带钢的采样要求。
2.2 upd3737驱动及输出信号处理
upd3737的驱动信号的高电平为5 V,连接反相器74HC04,使用反相器提高了CPLD的驱动能力。通过反相器74HC04与CPLD的I/O连接,CPLD产生一定工作时序的脉冲信号驱动upd3737,经过反相器的驱动脉冲连接到P1接口上。upd3737的输出信号电路如图3所示。

图3 upd3737输出电路原理图
P1接口的时序方波信号驱动upd3737,使upd3737在一个周期内将光照强度转化为一定个数的高脉冲信号。upd3737输出信号的单个脉冲幅值为随着光照强度不同而变化,upd3737有5 150个像元,每个像元代表一个电压幅度。输出的的高幅值的脉冲个数最多为5 150个。计数高于一定幅值的脉冲个数就可以计算出光照强度,光照强度对应着带钢的位置。
2.3 二值化处理电路
upd3737的输出幅值不等的脉冲在一个周期内的频率为4 MHz,TVL3501为高速比较器,响应速度为4.5 ns,满足压摆率的设计要求。二值化处理电路如图4所示。将upd3737的输出不同幅值的脉冲信号进行二转化处理为TTL电平信号。调节滑动变阻器R23,选择阀值电压进行二值化处理。

图4 二值化处理原理图
upd3737的脉冲信号中的低于阀值电压的电平二值化处理为低电平。高于阀值电压的电平二值化为高电平。计算upd3737的输出一个周期内高脉冲的个数,从而计算出光照强度。
2.4 电压输出电路
CPLD在upd3737的一个周期内,通过二值化处理后得到的标准的TTL脉冲信号,在CPLD内处理脉冲个数,将脉冲个数转化为电压大小, 为了提高系统的抗干扰能力,采用高速光耦进行传输隔离。通过隔离光耦控制16位D/A转换器MAX5436。最终将数字信号转化为模拟的电压信号。电压信号对应着光照强度,将电压信号输出给纠偏系统监测带钢的位置信号。

图5 电压输出原理图
MAX5436的分辨率65536,upd3737有5 150个像元,当有一个像元变化时,16位的MAX5436 能够输出不同的电压值。CPLD通过SPI接口通讯的方式控制带钢位置信号的电压输出。
3 系统软件设计
初次安装系统时,由于安装的位置误差和检测的带钢的宽度不同,同时也为了消除传感器的非线性化,提高系统的精度。必须先对整个系统做线性化校正处理。
线性化校正处理过程如下:当带钢在中心时,记录并存储两边的电压信号,依次记录向左右个偏离50 mm,100 m,150 mm,200 mm,的电压信号,在程序中每段做线性插值法处理,提高检测精度和适应不同带钢的检测。系统软件流程图如图6所示。
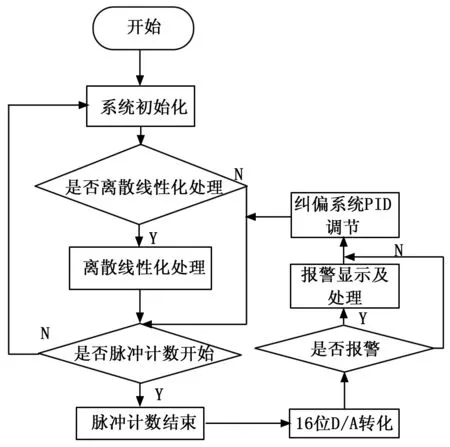
图6 系统软件流程图
4 带钢对边位置检测结果与分析
纠偏系统检测两组位置信号的电压值,根据电压值的大小判断偏移位置的方向和距离。在带钢中心位置时,调节位置传感器使得左右两边位置检测信号的电压值处于量程的中心位置。在带钢向任何一边跑偏的时候,防止带钢的位置超出测量量程。
检测电路的信号值与偏移的位置的关系如表1所示。带钢的位置检测精度在偏移中心点小于50 mm时,测量误差小于1 mm,在满量程偏移中心点200 mm内,系统的位置检测误差不超过2 mm,当带钢出现位置偏移时,纠偏系统快速的控制带钢的偏移,使带钢处于中心点位置。带钢出现很小的偏差时,纠偏系统能够迅速的使带钢回到中心点。在中心点50 mm内的偏移时,带钢的控制误差不大于1 mm。满足工业控制过程中对高速带钢的位置控制要求。
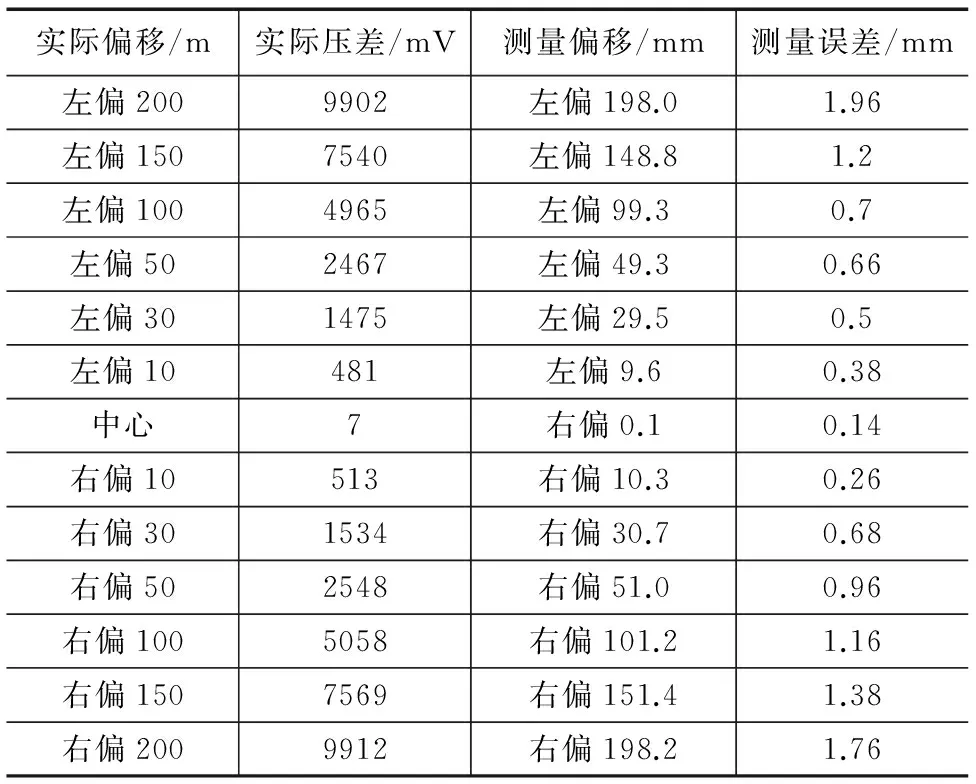
表1 电压与位置关系
5 结束语
针对高速带钢的边缘位置信号检测的要求,光电式位置信号检测系统很好的满足了高速带钢检测时的测量精度和响应速度的要求。同时,光电式位置信号检测系统不受检测带状物的外形和材料的影响,可检测各种高速带状物的边缘位置信号,在其他的带状物边缘检测系统中也能得到充分的应用。
[1] 刘 宁,王跃民.带钢纠偏系统(CPC)分析及其应用[J]. 中国仪器仪表,2009(8):89-91.
[2] 何平安,彭晓钧,王卫平,等. 基于双线阵CCD 的EPC/CPC 数字测量系统[J]. 光电子·激光,2006,17(5):608-611.
[3] 顾 军,刘 震,麻 洁. 钢带自动对中(对边)CPC/EPC纠偏控制系统[J].江苏冶金,2004,32(6):49-51.
[4] 刘 宁,王跃民.基于遗传神经网络的传感器系统的非线性校正[J].仪器仪表学报,2003,24(2):201-205.
[5] 戴 焯.传感器原理与应用[M].北京:北京理工大学出版社,2010.
Design of Strip Edge Detection System Based on Photoelectric Sensor
Zhang Wei, Wang Jingcun
(College of Information Science and Engineering, Wuhan University of Science and Technology, Wuhan 430081, China)
In the process of strip production, taking the photoelectric position detection sensor as the core of edge detection system is designed to meet the requirements of the fast running speed and improve the production efficiency. The detection system can detect the position of the strip edge quickly and accurately. The position of the strip edge is detected by the Two set of position sensor differential circuit,The output voltage value of the two sets is corresponding to the direction and distance of the strip edge, and the two position signal is transmitted to the correction system. Through the detection of position signal, the system can quickly and accurately control to the position of the strip and ensure the safety of production, and it has wide application prospect in other high-speed strip edge detection.
edge detection; photoelectric sensor; strip; binarization
2015-10-07;
2015-11-12。
张 威(1990-),男,湖北黄冈人,硕士研究生,主要从事数字信号处理及系统设计方向的研究。
王景存(1963-),男,教授,主要从事数字信号处理和计算机控制方向的研究。
1671-4598(2016)03-0033-02
10.16526/j.cnki.11-4762/tp.2016.03.010
TM930.9
A
