机械热板式硫化机故障与成品轮胎病象对应关系
2016-11-14阮军陕西延长石油集团橡胶有限公司陕西咸阳71200
阮军(陕西延长石油(集团)橡胶有限公司,陕西 咸阳 71200)
机械热板式硫化机故障与成品轮胎病象对应关系
阮军(陕西延长石油(集团)橡胶有限公司,陕西咸阳71200)
轮胎生产制造将半成品转换为成品的工序为硫化工序,其硫化机满足工艺的能力在很大程度上影响成品轮的质量及性能。本文主要从硫化机常见故障(故障原因、故障处理措施)来阐述其与成品病象的对应关系,供硫化工序的设备管理人员及硫化工艺管理人员参考。
硫化机故障;机械热板式;成品轮胎病象
轮胎生产制造将半成品转换为成品的工序为硫化工序,现大多数轮胎制造企业的硫化机为机械热板式硫化机,硫化机也是轮胎生产设备中的重点关键设备。它的使用与维护好坏不仅影响生产效率,同时也影响成品轮胎的质量及性能。
1 常见故障(故障原因、故障处理措施)与成品轮胎病象对应关系
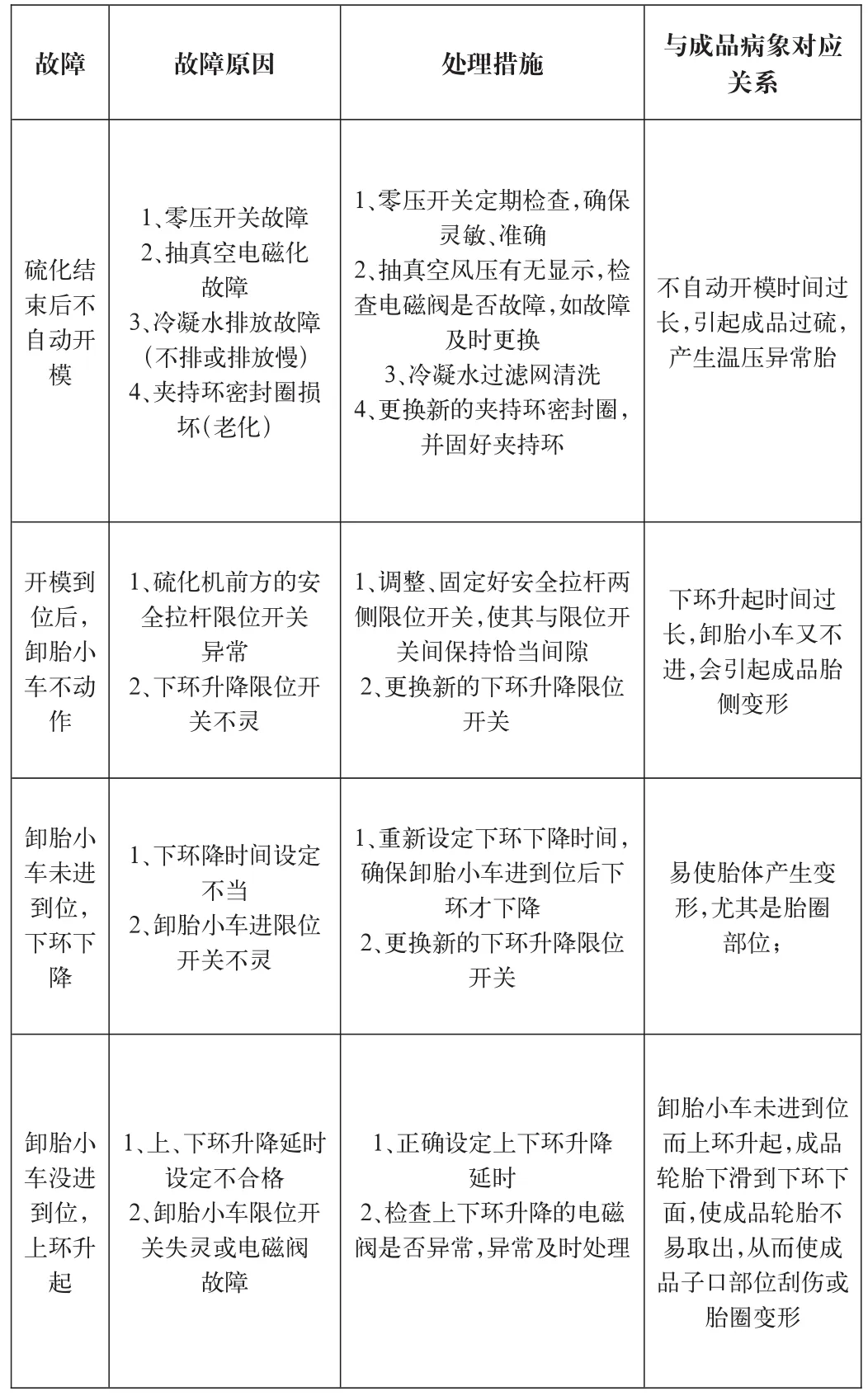
故障硫化结束后不自动开模开模到位后,卸胎小车不动作卸胎小车未进到位,下环下降卸胎小车没进到位,上环升起故障原因1、零压开关故障2、抽真空电磁化故障3、冷凝水排放故障(不排或排放慢)4、夹持环密封圈损坏(老化)1、硫化机前方的安全拉杆限位开关异常2、下环升降限位开关不灵1、下环降时间设定不当2、卸胎小车进限位开关不灵1、上、下环升降延时设定不合格2、卸胎小车限位开关失灵或电磁阀故障处理措施1、零压开关定期检查,确保灵敏、准确2、抽真空风压有无显示,检查电磁阀是否故障,如故障及时更换3、冷凝水过滤网清洗4、更换新的夹持环密封圈,并固好夹持环1、调整、固定好安全拉杆两侧限位开关,使其与限位开关间保持恰当间隙2、更换新的下环升降限位开关1、重新设定下环下降时间,确保卸胎小车进到位后下环才下降2、更换新的下环升降限位开关1、正确设定上下环升降延时2、检查上下环升降的电磁阀是否异常,异常及时处理与成品病象对应关系不自动开模时间过长,引起成品过硫,产生温压异常胎下环升起时间过长,卸胎小车又不进,会引起成品胎侧变形易使胎体产生变形,尤其是胎圈部位;卸胎小车未进到位而上环升起,成品轮胎下滑到下环下面,使成品轮胎不易取出,从而使成品子口部位刮伤或胎圈变形
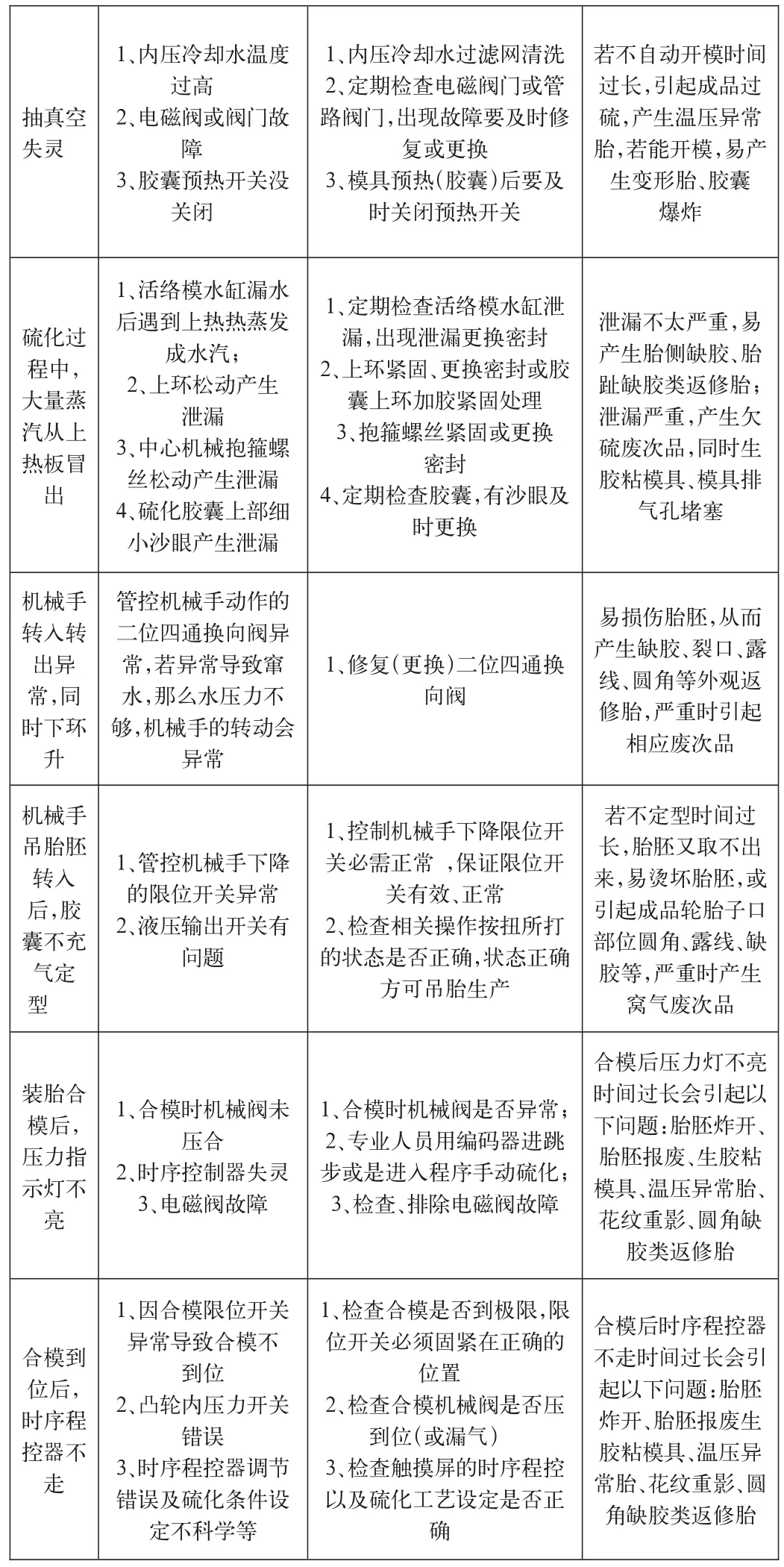
抽真空失灵硫化过程中,大量蒸汽从上热板冒出机械手转入转出异常,同时下环升机械手吊胎胚转入后,胶囊不充气定型装胎合模后,压力指示灯不亮合模到位后,时序程控器不走1、内压冷却水温度过高2、电磁阀或阀门故障3、胶囊预热开关没关闭1、活络模水缸漏水后遇到上热热蒸发成水汽;2、上环松动产生泄漏3、中心机械抱箍螺丝松动产生泄漏4、硫化胶囊上部细小沙眼产生泄漏管控机械手动作的二位四通换向阀异常,若异常导致窜水,那么水压力不够,机械手的转动会异常1、管控机械手下降的限位开关异常2、液压输出开关有问题1、合模时机械阀未压合2、时序控制器失灵3、电磁阀故障1、因合模限位开关异常导致合模不到位2、凸轮内压力开关错误3、时序程控器调节错误及硫化条件设定不科学等1、内压冷却水过滤网清洗2、定期检查电磁阀门或管路阀门,出现故障要及时修复或更换3、模具预热(胶囊)后要及时关闭预热开关1、定期检查活络模水缸泄漏,出现泄漏更换密封2、上环紧固、更换密封或胶囊上环加胶紧固处理3、抱箍螺丝紧固或更换密封4、定期检查胶囊,有沙眼及时更换1、修复(更换)二位四通换向阀1、控制机械手下降限位开关必需正常 ,保证限位开关有效、正常2、检查相关操作按扭所打的状态是否正确,状态正确方可吊胎生产1、合模时机械阀是否异常;2、专业人员用编码器进跳步或是进入程序手动硫化;3、检查、排除电磁阀故障1、检查合模是否到极限,限位开关必须固紧在正确的位置2、检查合模机械阀是否压到位(或漏气)3、检查触摸屏的时序程控以及硫化工艺设定是否正确若不自动开模时间过长,引起成品过硫,产生温压异常胎,若能开模,易产生变形胎、胶囊爆炸泄漏不太严重,易产生胎侧缺胶、胎趾缺胶类返修胎;泄漏严重,产生欠硫废次品,同时生胶粘模具、模具排气孔堵塞易损伤胎胚,从而产生缺胶、裂口、露线、圆角等外观返修胎,严重时引起相应废次品若不定型时间过长,胎胚又取不出来,易烫坏胎胚,或引起成品轮胎子口部位圆角、露线、缺胶等,严重时产生窝气废次品合模后压力灯不亮时间过长会引起以下问题:胎胚炸开、胎胚报废、生胶粘模具、温压异常胎、花纹重影、圆角缺胶类返修胎合模后时序程控器不走时间过长会引起以下问题:胎胚炸开、胎胚报废生胶粘模具、温压异常胎、花纹重影、圆角缺胶类返修胎
2 结语
机械热板式硫化机故障与成品轮胎病象对应关系越来越得到个轮胎厂家的重视,如何提高硫化设备的精度及降低故障,是广大轮胎硫化工序的重点关注点,了解相应的硫化机设备故障(故障原因、处理措施)与成品轮胎病象的对应关系,既能更好的维护好硫化机设备,也对提高轮胎质量大有用处。