内藏式型针侧抽芯二次顶出脱模机构及其模具设计*
2016-11-14徐生肖国华沈忠良卢星星韩立艳
徐生,肖国华,沈忠良,卢星星,韩立艳
(1.浙江工商职业技术学院,浙江宁波 315012; 2.上海大众汽车有限公司,上海 201805; 3.宁波阳超汽车模具有限公司,浙江宁波 315012)
内藏式型针侧抽芯二次顶出脱模机构及其模具设计*
徐生1,肖国华1,沈忠良1,卢星星2,韩立艳3
(1.浙江工商职业技术学院,浙江宁波 315012; 2.上海大众汽车有限公司,上海 201805; 3.宁波阳超汽车模具有限公司,浙江宁波 315012)
介绍了一种电磁屏蔽保护盖产品内藏式型针侧抽芯机构及其模具,针对产品内部存在的侧孔较小且与外围不连通的特点,设计出一种特殊的抽芯滑杆通过T型槽带动型针侧抽芯的型针脱模机构,该脱模机构由内藏式型针抽芯组件、动力传动组件、内型芯动力推板组件、复位位置控制组件等组成;产品的脱模分两步完成,第一步由型针脱模机构完成产品内部侧孔的抽芯脱模,第二步由二次推板将产品从型芯上推出;该机构采用机动抽芯方式,结构简单,简化了模具结构且易加工,有效降低了生产成本,工作稳定可靠。
注塑模具;滑杆抽芯;型针;机动抽芯;机构设计
电磁屏蔽保护盖产品采用注射成型时,产品内壁上有一处阻尼孔,对应为注射成型时的侧孔内抽芯位,如图1所示。鉴于此抽芯位的特殊性,相应的脱模机构设计比较困难;同时,基于经济因素的考虑,模具的生产制作成本需相对低廉,机构应可靠、稳定,这给模具的设计和制造带来了更多的挑战。针对于此,结合本产品的结构特点,笔者进行了该电磁屏蔽保护盖内藏式型针侧抽芯二次脱模机构及其注塑模具的设计,以为同类型的模具设计提供参考。
1 产品结构及脱模分析
该电磁屏蔽保护盖产品外观造型和基本尺寸情况如图1所示。产品的结构由两部分构成:中间主体部位为直径36 mm,壁厚2 mm的圆柱型空壳;两侧壁边上夹角为144°的部位存在两处直径8 mm、高度为20 mm的阻尼盲孔圆槽,其中一处盲孔圆槽开设有直径为1 mm的侧孔与主体部位联通。从产品结构来看,产品在主盖体部位及外侧两处阻尼盲孔圆槽部位的脱模不存在困难,可以采用推板直接推出脱模方式,而在其内部的侧孔内抽芯位处存在以下几个脱模难点:(1)孔位型芯尺寸较小,强度较差,易被注塑压力折弯;(2)包紧力大,抽芯行程相对较长;(3)抽芯控制机构设计空间使用性差,限制较多;(4)侧抽芯型针与对应位置的阻尼盲孔圆槽型芯易干涉且碰位处易产生飞边。综上所述,侧孔内抽芯位的侧向脱模抽芯机构在结构上的设计须另寻它径以克服以上4个难点[1-3],实现产品的机动式自动化完整脱模。

图1 电磁屏蔽保护盖产品形状及其内孔抽芯位形状
2 侧孔内抽芯位脱模抽芯方案分析
侧孔内抽芯位的侧向脱模抽芯机构的基本设计思路是采用滑块体T型槽通过斜面拉动顶针侧向抽芯,其核心难点是滑块体拉动机构的结构及其控制机构的设计。因而,进行滑块机构设计时,可分3个方面考虑[4-7]:(1)针对型针强度弱的问题,将型针头部插入阻尼盲孔圆槽型芯内0.5 mm,以封胶防止飞边和增强型针强度;(2)将型芯设计成套管式,通过管式型芯镶件增加抽动滑块的设计灵活性;(3)抽芯动力机构采用机动式,增加抽芯动作的抽芯力及工作可靠性。最终结构方案如图2所示,其中型针内藏于抽芯组件中,抽芯滑杆为内抽型针的动力滑块,其上设计有动力导槽-T型斜导槽,抽芯滑杆外围设计有型芯镶件,避免抽芯滑杆直接参与成型所导致的设计局限性。

图2 抽芯机构工作头结构
3 模具整体结构及抽芯结构整体设计
3.1模具整体结构
模具整体结构及各组件装配关系如图3所示。

图3 模具整体结构布局及各组件装配关系
组成模具整体结构的主要组件为定模组件和动模组件。
定模组件包括浇口衬套1、定位圈2、型腔紧固螺钉3、上模座板4、定模板5、型腔6。动模组件包括型芯9、型芯镶件10、型芯紧固螺钉14、动模板15、模脚16、动模座板25、推板导柱28、垃圾钉29、动力推板弹簧扶杆34。
动模组件包括内藏式型针抽芯组件、内型芯动力推板组件、动力传动组件、复位位置控制组件、制品推板推出组件和模具导向组件。内藏式型针抽芯组件、内型芯动力推板组件、动力传动组件、复位位置控制组件组成了抽芯机构。制品推板推出组件包括复位杆紧固螺钉11、制品推出板12、复位杆13、复位杆弹簧17、顶针盖板20、顶针推板21、盖板紧固螺钉22、推板导套23、推板限位柱24;复位杆13通过复位杆紧固螺钉11与制品推出板12连接,尾端通过顶针盖板20安装于顶针推板组件上,其上安装有复位杆弹簧17;推板限位柱24用来控制推板组件的运动位置;顶针盖板20、顶针推板21通过盖板紧固螺钉22紧固连接;推板导套23安装于顶针推板21上,推板组件通过推板导套23由推板导柱28进行运动导向。模具导向组件包括导柱47、定模导套46、制品推出板导套45。
3.2抽芯机构整体设计
图4为抽芯机构整体功能设计。如上所述,抽芯机构整体设计包括内藏式型针抽芯组件、内型芯动力推板组件、动力传动组件、复位位置控制组件,机构各组成组件及装配情况如下所示。
内藏式型针抽芯组件包括抽芯滑杆7、内抽型针8、滑杆限位块18、滑杆齿条19。内抽型针8通过燕尾槽安装于抽芯滑杆7上,同时安装于型芯镶件10上的型针孔内;滑杆齿条19通过螺钉安装于抽芯滑杆7上,并与传动齿轮42配合;抽芯滑杆7上安装有滑杆限位块18。
内型芯动力推板组件包括动力推板26、动力推板导套27、动力推杆齿条30、动力推杆31、动力推杆限位块32、动力推板复位弹簧33、动力推杆导向柱44。动力推板导套27安装于动力推板26上,并由推板导柱28进行运动导向;动力推杆31通过螺钉安装于动力推板26上,其上通过螺钉安装有动力推杆齿条30和动力推杆导向柱44;推板组件由动力推板复位弹簧33进行复位,该弹簧安装于动力推板弹簧扶杆34上。

图4 抽芯机构整体功能设计
动力传动组件包括传动齿轮42、齿轮支架座41、齿轮轴40、轴承39、齿轮支架座紧固螺钉38。传动齿轮42通过齿轮轴40、轴承39安装于齿轮支架座41上,齿轮支架座41通过齿轮支架座紧固螺钉38安装于顶针推板21上,起传递动力作用。
复位位置控制组件包括主控制块35、限位滑块弹簧36、限位滑块37、限位拉勾43。主控制块35通过螺钉安装于动力推板26上;限位拉勾43通过螺钉安装于动模板15上,限位滑块弹簧36、限位滑块37通过安装槽安装于顶针推板21上,对顶针推板21和动力推板26回退复位起顺序控制作用。
4 抽芯机构及模具工作分析
图5为抽芯机构运动原理。实际工作时,模具及其抽芯机构控制运行过程可分为如下4个步骤。
(1)模具注塑及开模。
塑料充满模腔后,模具开模,等待脱模顶出。
(2)内孔抽芯。
如图5a所示,内孔内抽芯通过内型芯动力推板组件、内藏式型针抽芯组件、动力传动组件联合动作来实现,结构中内型芯动力推板组件、内藏式型针抽芯组件、动力传动组件分别为3个各自独立的组件体。开模时,随着动模的后退,当注塑机顶杆经过动模座板25中的KO孔后,顶住动力推板26,动力推板26将在动力推板导套27、推板导柱28的导向下,推动动力推杆齿条30和动力推杆31进行向上的相对运动,同时,动力推杆导向柱44将插入动模板15对应的孔内,对两者进行导向,动力推杆齿条30将带动传动齿轮42逆时针转动,传动齿轮42的逆时针转动将带动滑杆齿条19向下运动,从而带动抽芯滑杆7向下运动。抽芯滑杆7向下运动时,通过其头部上的T型槽,将拉动内抽型针8在型芯镶件10的孔内向右移动,直至其抽芯行程完成,从而实现图1中制品内孔的侧抽芯脱模。滑杆限位块18、动力推杆限位块32分别对抽芯滑杆7、动力推杆齿条30的上下极限位置进行限位。
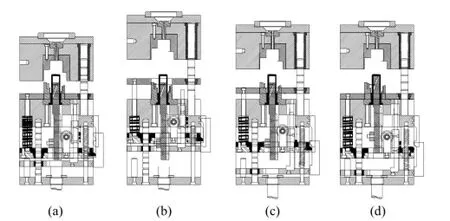
图5 抽芯机构运动原理分析
(3)制品推出。
如图5b所示,待制品内孔的侧抽芯脱模动作完成后,动力推杆31末端的L型底部上端面将接触到顶针推板21下底面,从而推动顶针盖板20、顶针推板21在推板导套23、推板导柱28的导向下,继续向上运动,由于制品推出板12通过复位杆13、复位杆紧固螺钉11与顶针盖板20连在一起,动力推杆31推动制品推出板12将塑料制品从型芯9、型芯镶件10上推出,实现塑料制品的顶出脱模。与此同时,限位滑块37跟随顶针推板21向上运动,在制品顶出后,其在限位拉勾43下端勾位的压力下将向左压缩限位滑块弹簧36,限位滑块37将缩进到顶针推板21内,从而使顶针推板21能带着限位滑块37越过限位拉勾43的下端勾位,待顶针推板21带着限位滑块37越过限位拉勾 43的下端勾位后,在限位滑块弹簧36的反弹推动下,限位滑块37又向右移出,为复位时顶针推板21的回退限位作准备。
(4)模具复位。
①内藏式型针抽芯组件复位。如图5c所示,闭模时,先对内抽型针8进行复位。模具闭模复位时,复位杆弹簧17将推动制品推板推出组件进行复位,动力推板复位弹簧33将内型芯动力推板组件进行复位;顶针推板21带着限位滑块37在复位杆弹簧17的弹压下复位回退时,由于在制品推出步骤中限位滑块37已被限位滑块弹簧36向右推出,当限位滑块37通过限位拉勾43的下端勾位位置时,限位滑块37 被限位拉勾43的下端勾位勾住限位,不能继续复位,实现顶针推板21的回退限位。而此时,动力推板26在动力推板复位弹簧33的推动下可无阻碍继续复位,从而,安装于动力推板26上的动力推杆31通过传动齿轮42推动抽芯滑杆7向上运动,带动内抽型针8向左复位,从而实现内藏式型针抽芯组件的复位。
②制品推板推出组件的复位。如图5d所示,在内藏式型针抽芯组件的复位过程中,由于复位位置控制组件的主控制块35安装于动力推板26上,将跟随动力推板26一起向下运动,待主控制块35的上端勾位经过限位拉勾43的下端勾位时,将压迫限位滑块37向左移动,从而使顶针推板21脱离限位拉勾43的限制,继续在复位杆弹簧17的推动下复位,继而实现整个脱模机构的复位,等待下一个注塑循环的开始。
5 结语
(1)结合产品侧孔内抽芯部位的特点,采用抽芯滑杆斜面T型槽导向+型针抽芯方式,设计了内藏式型针抽芯组件、内型芯动力推板组件、动力传动组件、内型芯动力推板组件、复位位置控制组件联合控制的抽芯组件,有效地解决了电磁屏蔽保护盖产品侧孔内抽芯部位的抽芯问题,避免了生产时手工取件或其它非机动式复杂机构取件的不便操作,实现了产品自动化生产,有效降低了产品生产成本。
(2)采用上述技术方案提供的内藏式型针侧抽芯二次顶出机构,创造性地采用齿轮差动运动带动抽芯滑杆运动以达到内孔抽芯的目的,弥补了现有技术中的不足,提高了工作效率,结构设计合理,方便可靠。
[1] 侯英利,吴改会,龙秒刚.小型热固性塑料压模侧抽芯机构设计[J].模具工业,2013,39(4):48-49. Hou Yingli,Wu Gaihui,Long Miaogang. Development of side core-pulling mechanism in mould for small thermoset plastic part[J]. Die & Mould Ιndustry,2013,39(4):48-49.
[2] 刘保臣,陈静波,申长雨.双脱模模具结构设计[J].工程塑料应用,2007,35(4):65-67. Liu Baochen,Chen Jingbo,Shen Changyu. Design of injection mould with double stripper mechanism[J]. Engineering Plastics Application,2007,35(4):65-67.
[3] 郭辰光,李源,李威力.果汁机杯盖同向侧抽芯注塑模具设计[J].工程塑料应用,2015,43(4):73-76. Guo Chenguang,Li Yuan,Li Weili. One side core-pulling injection mould design of fruit juice extractor cover[J]. Engineering Plastics Application,2015,43(4):73-76.
[4] 陈娟.手机后盖定模滑块注塑模具设计[J].工程塑料应用,2014,42(5):63-67.Chen Juan. Design of injection mould with side action by cavity slide for mobile phone back cover[J]. Engineering Plastic Application,2014,42 (5):63-67.
[5] 宋小辉,苏庆勇,唐萍.汽车空调暖风机壳体注塑模具设计[J].工程塑料应用,2012,40(1):59-61. Song Xiaohui,Su Qingyong,Tang Ping. Ιnjection mold design of shell on automobile air-condition heater unit[J]. Engineering Plastic Application,2012,40(1):59-61.
[6] 凌忠良.基于注塑模具的斜滑杆抽芯机构设计[J].中国塑料,2011,25(11):101-103.Ling Zhongliang. Design of core-pulling mechanism with angular slide pole based on injection moulds[J]. China Plastics,2011,25(11):101-103.
[7] 李锐,汪小芳.插座盒不对称上下盖一模两腔注塑模设计[J].塑料工业,2014,42(9):46-50.Li Rui,Wang Xiaofang. Design of double-cavity injection mould for asymmetry covers of socket box[J]. China Plastics Ιndustry,2014,42(9):46-50.
“爱塑绿”被广泛用于家电和数码科技产品
锦湖日丽推出了“爱塑绿(Ecoblend)”等环境友好塑料,通过技术上的发展和创新,获得国际专利认可,被注重环保的跨国企业采用。
日益严重的环境问题正在威胁着人类生存。因此解决白色污染问题,使人们在消费塑料制品时不再污染环境,成为目前塑料行业需要迫切解决的一个主要问题。
锦湖日丽生产的Ecoblend是一个典型的解决白色污染问题的案例。研究表明:每使用1 t Ecoblend减少的CO2排放量,相当于11棵30年的冷杉树在一年内的CO2吸收量。
据介绍,Ecoblend系列材料中,消费后塑料(PCR)含量高达30%~80%,可进行回收再利用。同时Ecoblend系列材料中还添加有生物基改性聚乳酸等树脂品种,能够实现材料的生物降解。
通过增加废弃塑料的回收利用,以及让废弃塑料自然生物降解,能够有效解决塑料所带来的白色污染问题,同时大大减少了合成新塑料时CO2的排放。Ecoblend系列材料还荣获了国际知名的EPEAT,WEEE,RoHS和CEC等环境认可指令。
同时,Ecoblend系列材料一改人们惯有的认知--使用回收塑料是为了降低成本。Ecoblend在性能、外观上做到了与原生料相媲美。通过采用国际领先的封端扩链技术,大大提高了材料的性能及品质稳定性;同时在耐化学药品性上也有更好的表现,材料中的PCR-PC/PET耐水性大于PET,耐化学药品性大于PC/ABS。
目前,Ecoblend系列材料已经被广泛应用于国内外知名的家电、数码科技、办公用品、通信产品中,如柯尼卡美能达的打印机和复印机外壳。环保塑料的使用,帮助柯尼卡美能达产品在第18届日经环境经营调查中拔得头筹,获得第一,并进入欧美国家的政府采购目录。
此外,锦湖日丽还发明了一种聚苯醚弹性体组合物,也实现了对环境的友好,并获得国际专利认可。
(中塑在线)
2020年碳纤维增强塑料市场价值将达约210亿美元
截至2020年,全球碳纤维增强塑料(CFRP)市场价值预计将达到210亿美元左右,汽车行业和航空航天领域对高性能、轻质材料需求不断增长将是驱动CFRP市场发展的一个关键因素。除此之外对于车辆排放和燃油价格的严格规定(尤其是欧洲和美国)促使了CFRP材料在汽车行业的应用。CFRP是一种轻量化的材料,同时能显著减轻产品的质量,因此它是提高能源利用效率的理想材料之一。由于CFRP材料具备优良属性,包括高刚性和高强度属性,促进该材料市场有增长的趋势。然而CFRP材料高成本仍将是影响其发展的主要挑战因素。
聚丙烯腈(PAN)和石油沥青是制造碳纤维复合材料的关键原料,由PAN为基础制成的碳纤维复合材料作为领先材料,2013年占市场总成交量的90%。2016年至2020年间,PAN有望出现最高增长率,可达14.4%,这都归因于其能提供卓越的性能。
航空业成为该材料应用的主导,需求的上升可能是因为欧洲整个商用航空业的日益普及。另外汽车行业将成为增长最快的细分应用。此外通过减少汽车整体质量(尤其是在美国和欧洲)提高燃油效率的方式预计将推动CFRP在汽车行业的需求。
北美地区是该材料应用的主要区域市场,在预测期内,由于航空及国防部门考虑严格的环保法规以及低油耗汽车的市场需求,将进一步推动CFRP在汽车和航空业的发展。2016年至2020年欧洲有望实现增长率达到16.4%,而中国、日本将成为亚太地区的CFRP消费主体。
全球CFRP市场高度集中,该市场排名前四的四家公司产量占市场总量60%以上。市场的主要参与者包括Toho公司、东丽公司、Group公司以及三菱丽阳株式会社公司、Zoltek Cytec Ιndustries SGL-Group公司。全球市场其他经营该材料公司包括Hexcel公司、台塑集团、Cytec Ιndustries公司、韩国晓星集团以及AKSACA公司。
(中塑在线)
PVF/PVDF膜国标制定启动
我国聚氟乙烯(PVF)/聚偏氟乙烯(PVDF)薄膜国家标准制定日程已正式启动。冠日、蓝天环保、阿科玛、杜邦、阿特斯、天合、辉伦等10多家国标起草单位及20多位学者专家齐聚常熟,参加全国绝缘材料标委会主办的晶体硅太阳电池组件用PVF/PVDF绝缘薄膜国家标准制定工作启动会。
会议讨论了由冠日起草的PVF/PVDF薄膜国标讨论稿,初步确定了国标的制定原则、试验验证方案,并成立了起草工作组。预计薄膜样品收集及测试工作近期将展开。
(中化报)
Design for Secondary Ejection Release Mechanism with Built-in Type Needle Side Core-pulling and It's Injection Mould
Xu Sheng1, Xiao Guohua1, Shen Zhongliang1, Lu Xingxing2, Han Liyan3
(1. Zhejiang Business Technology Ιnstitute, Ningbo 315012, China; 2. Shanghai Volkswagen Co. Ltd., Shanghai 201805, China;3. Ningbo Yangchao Automotive Plastic Mould Co. Ltd., Ningbo 315012, China)
A built-in type needle side core-pulling mechanism and mould of an electromagnetic protective cover product were introduced,according to the characteristic of side hole inside the product is small and do not connect with peripherals,a special type needle ejection release mechanism with type needle side core-pulling led by slide rod through T-slot was designed. The ejection release mechanism consists of built-in type needle core-pulling components,power-train components,inner core power pushing plate components,reset position control components. The release of the product is divided into two steps:first step,the core-pulling and release of the side hole inside the product are completed by the type needle ejection release mechanism,second step,the product is pushed out from the core by a secondary push plate. The ejection release mechanism adopts mechanics core-pulling mode,simplifies the mould structure and is easy processed,effectively reduces the cost of production,the working is stable and reliable.
injection mould;slide rod core-pulling;type needle;mechanics core-pulling;mechanism design
TQ325.1+4
A
1001-3539(2016)03-0079-05
10.3969/j.issn.1001-3539.2016.03.016
*浙江省公益技术研究工业项目(2015C31065),浙江省教育厅科研项目(Y201533811)
联系人:徐生,副教授,主要从事制造装备智能化技术研究
2015-12-22