对航空领域未来先进焊接装备与工艺的展望
2016-11-14岳峰旭大连华锐重工冶金设备制造有限公司辽宁大连116052
文/岳峰旭 大连华锐重工冶金设备制造有限公司 辽宁大连 116052
对航空领域未来先进焊接装备与工艺的展望
文/岳峰旭大连华锐重工冶金设备制造有限公司辽宁大连116052
随着工业4.0的提出以及国家对航空制造业的关注,航空制造业的革命迫在眉睫。随着世界经济、军事和科技的迅猛发展,航空航天技术已经成为提高国家综合国力的重要途径和手段。在航空装备中新材料的引入,新工艺的应用,新设备的使用都推动着我国向飞机制造强国迈进。为了保证新材料和新结构在航空航天产品中的有效应用,新的特种焊接技术和设备的广泛应用与新工艺的开发起到了至关重要的作用。本文就对航空领域现有设备与工艺方法进行剖析,并对未来的方向进行展望。
激光焊接;冷金属过渡焊接;航空领域
一、前言
手工钨极氩弧焊机(TIG),手工惰性气体保护焊(MIG)机,手工等离子切割机,埋弧焊接设备等,以上几类设备在各大型飞机制造企业生产中仍占据主导地位,阻碍了我国航空制造业生产水平的提升,限制了批量产品的一致性,难以满足高精度要求产品的制造要求。其次,需要大量的人力投入,增加了生产成本。同时,对工人的操作技能要求较高。
然而热丝TIG焊接专机、机器人激光电弧复合焊接系统、微束等离子焊接机床、搅拌摩擦焊焊机、冷金属过渡焊接机等将是未来航空领域的主要应用设备。
二、焊接设备
1.热丝TIG焊接专机
热丝TIG焊是在普通TIG焊的基础上增加了加热系统,即通过独立的焊丝加热电源和加热装置对焊丝进行加热,使得焊丝在被送入熔池前加热到300 ~ 500℃。因此,与冷丝相比,热丝TIG焊的熔敷率提高两倍,提高了焊接效率。若将该种焊枪做成扁平状,加水冷、自动送丝、自动提升机构系统,能伸入坡口间隙为10mm左右的坡口进行焊接,目前能焊接的板厚可达100mm,实现窄间隙焊接。
此系统与专机集成使用使得其优势得以充分发挥,无论是环缝焊接、纵缝焊接,还是特殊形式的焊接均能将热丝TIG的优势体现到产品上。
2.机器人激光电弧复合焊接系统
激光焊接是利用激光作为能量源的一种高效的焊接方法,其特点有能量密度大、热输入量低、焊速高 、深宽比焊缝大、热影响区窄、焊接变形极小且焊接过程中与工件不接触等。
激光电弧复合热源焊接技术是一种新兴的特种制造技术。它是将物理性质、能量传输机制截然不同的两种热源复合在一起,同时作用于同一加工位置,既充分发挥了两种热源各自的优势,又相互弥补了各自的不足,从而形成一种全新高效的热源。其原理示意图见图1,焊接方向从右向左。
激光焊接设备结合机器人、变位机、视觉传感和激光跟踪系统可实现三维空间焊接及柔性焊接[李亚江]。
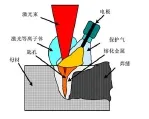
图1a

图1b
激光电弧符合焊接工作原理
3.微束等离子焊接机床
此设备是将微束等离子与机床结合,并充分发挥两者的优势的一套精密焊接设备。适用于薄件精密焊接。
微束等离子焊接是一种小电流(通常小于30A)熔合型焊接工艺,为了保持小电流时电弧的稳定,一般采用小孔径压缩喷嘴(0.6~1.2mm)及联合型电弧。即焊接时存在两个电弧,一个是燃烧于电极与喷嘴之间的非转移弧,另一个为燃烧于电极与焊件之间的转移弧,前者起着引弧和维弧作用,使转移弧在电流小至0.5A时仍非常稳定,后者用于熔化工件。微束等离子弧是等离子弧的一种。在产生普通等离子弧的基础上采取提高电弧稳定性措施,进一步加强电弧的压缩作用,减小电流和气流,缩小电弧室的尺寸。这样,就使微小的等离子焊枪喷嘴喷射出小的等离子弧焰流,如同缝纫机针一般细小。可焊更薄的金属,最小可焊厚度为0.01mm,并且在弧长在很大的范围内变化时,也不会断弧,保持柱状特征,焊速快、焊缝窄、热影响区小、焊接变形小。
4.搅拌摩擦焊焊机
搅拌摩擦焊(Friction Stir Welding,简称FSW)是英国焊接研究所(The Welding Institute)于1991年发明的专利焊接技术。目前我国航空制造领域已经引入了搅拌摩擦焊焊接设备。
搅拌摩擦焊主要是用在熔化温度较低的有色金属,如Al、Cu等合金的连接中并已获得成功的应用。原则上,搅拌摩擦焊可进行多种位置焊接;可完成多种形式的焊接接头,甚至厚度变化的结构和多层材料的连接,也可进行异种金属材料之间的焊接。
另外,搅拌摩擦焊作为一种固相焊接方法,焊接后可以在合金中保持母材的冶金性能,可以焊接金属基复合材料、快速凝固材料等采用熔焊会有不良反应的材料。其主要优点如下:
a.接头热影响区显微组织变化小,残余应力较低,工件不易变形;
b.能一次完成较长焊缝、大截面、不同位置的焊缝;
c.实现机械化、自动化,能耗低,功效高,对作业环境要求低;
e.无需添加焊丝,不需要保护气体,成本低;
f.适用于热裂纹敏感的材料,适合异种材料焊接;
g.焊接过程安全、无污染、无烟尘、无辐射等。
5.冷金属过渡焊接设备(CMT)
冷金属过渡技术(Cold Metal Transfer,简称CMT)是Fronius公司在MIG/MAG 焊基础上开发的一种革新技术,第一次将送丝运动与熔滴过渡过程进行数字化协调。CMT基本原理是:电弧燃烧过程中,焊丝向熔池送进,当焊丝与熔池接触时,电弧熄灭,焊接电流减小,短路接触时,焊丝回抽帮助熔滴脱落,保持很小的短路电流(熔滴过渡时电压和电流几乎为零);此后,焊丝再次向熔池送进,冷金属过渡过程重复进行。
CMT 冷金属过渡焊接技术是一种无飞溅的新型焊接技术。所谓冷金属过渡,是指数字控制方式下的短电弧和焊丝的换向送丝监控。换向送丝系统由前、后两套协同工作的焊丝输送机构组成,使焊丝的输送过程为间断送丝。后送丝机构按照恒定的送丝速度向前送丝,前送丝机构则按照控制系统的指令以70 Hz 的频率控制着脉冲式的焊丝输送。
在相同条件下,相比传统MIG焊接方法,CMT焊接热输入量大幅降低,可实现钢与铝、铜与钢等异种材料之间的焊接,同时可以满足0.3 mm以上薄板的无飞溅、高质量熔焊和钎焊。
结语 :
随着航空领域对飞机制造减重和性能提出更高的要求,先进的焊接设备和工艺起到至关重要的作用。我国先进焊接技术与西方发达国家相比仍有较大差距,有很多技术难题需要攻克。未来我国航空航天焊接应加速新材料以及先进焊接技术的应用研究。可以肯定,我国的先进制造技术会取得长足的进步。
[1]胡晓睿.增加制造技术在国防领域的应用.国防制造技术,2010(4):40-43
[2]曲伸,宋文清.《先进航空焊接技术》 [M].航空制造技术,2013(11).
[3]王滨涛.《焊接工艺学》 [M].机械工业出版社,2009.9.
