泄压系统在油气加工行业的应用研究
2016-11-14刘玉强
刘玉强 赵 明
海洋石油工程股份有限公司, 天津 300452
泄压系统在油气加工行业的应用研究
刘玉强赵明
海洋石油工程股份有限公司,天津300452

泄压系统;泄放阀;限流孔板
0 前言
在油气加工和储存过程中,物料大多具有毒性或可燃性。由这些物料的泄漏、人为误操作等引发的火灾、爆炸、中毒事故不胜枚举[1-2]。安全阀对压力容器/管道的防护作用已经得到了较为广泛的认可。但事故发生时,安全阀仅能将系统的压力控制在起跳压力和最大允许工作压力范围内,无法对压力容器/管道起到主动泄压的作用,从而无法主动降低设备/管道应力并防止非润湿表面由于局部过热(超过材料应力极限)而破裂,也无法减少向火源“投放”燃料。泄压系统的应用恰好填补了这一技术空白。此技术在海洋石油平台[3-4]、地面油气田[5-7]、炼油厂[8-12]、天然气处理厂[13-14]等领域已经得到了较为广泛的应用。API Standard 520-2014“Sizing,Selection and Installation of Pressure-relieving Devices Part Ⅰ—Sizing and Selection”[15]、API Standard 520-2011“Sizing,Selection and Install ation of Pressuring-relieving Devices Part Ⅱ—Installation”[16]、API Standard 521-2014“Pressure-relieving and Depressuring Systems”(以下简称API Standard 521-2014)[17]及相关行业规范[18-19]提出了泄压系统的设置原则和理论设计方法,但并不深入。笔者在相关文献和工程应用实践基础上,结合自身工程设计经验,对泄压系统各部分的功能、设计要点和计算方法进行了深入研究和探讨,为其更广泛的应用奠定了技术基础。
1 泄压系统的设计
泄压系统是在一定工艺条件下,人为远程控制或自启动的,将系统内物料排向火炬等安全处理系统的一整套设施。它一般由泄放阀(即blowdown valve,以下简称BDV)、孔板(组)等设施组成,其工艺流程示意图见图1。
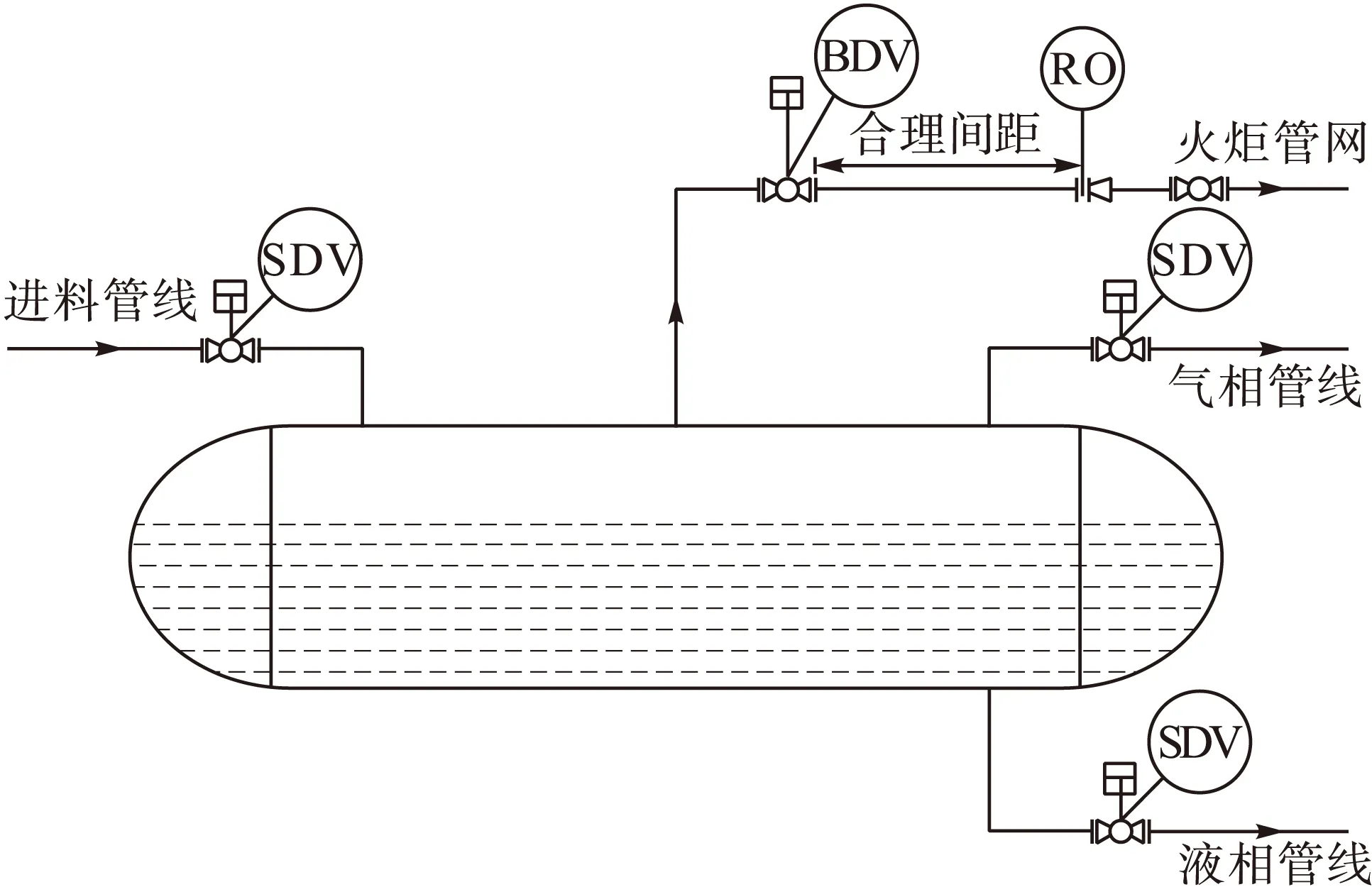
图1 泄压系统工艺流程示意图
BDV通过打开、关闭、调节阀门开度控制泄放通路;孔板(组)是泄压系统的主要降压设备,将排放物流的压力降到火炬系统管网的压力。泄压系统的设计主要包括泄压系统适用范围的确定、泄放工况和泄放速率的考虑、BDV的设计、孔板(组)的计算、孔板上下游管道尺寸的确定以及工艺设备和泄压系统是否选用低温材料等几方面。
1.1泄压系统的适用范围
对泄压系统的设置,国际规范、企业规范等作出了明确规定。
API Standard 521-2014[17]规定:泄压系统普遍应用于压缩机的火灾、泄漏或密封失效工况及火灾工况下,操作压力≥1 700 kPa(≈250 psi)的大型工艺设备泄压。
S-DP-001-1996[19]规定:设备进出口阀门关闭时,对含有1.0 t碳氢化合物或未加工原油的压力容器应配备压力泄放系统。
壳牌企业规范规定:泄压系统的设置应考虑设备,建筑物,设备内物料的种类、数量和人员情况。正常操作条件下,盛有4 m3以上丁烷或挥发性更强液体的压力容器应设置远程控制的泄放阀。另外,下列工艺过程也应配备泄压设施:高压氢处理单元,如加氢重整、加氢裂化、渣油加氢、加氢脱硫等;所有有人的、含有高压工艺设施的海洋平台。
目前,国内泄压系统得到广泛应用的领域多限于依据国外工艺包设计的装置,其设计要求也基本遵循以上标准、规范。国内已等同采用API Standard 520-1993“Sizing,Selection and Installation of Pressure-relieving Devices Part Ⅰ—Sizing and Selection”、API Standard 520-1994“Sizing,Selection and Installation of Pressure-relieving Devices Part Ⅱ—Installation”和API Standard 521-1997“Pressure-relieving and Depressuring Systems”制订了相关规范[20-21],促进该技术的推广应用。
1.2泄压工况和泄放速率
泄压系统的设计主要考虑以下三种工况[3,5]:
1)正常泄放,即生产过程中,系统压力达到BDV设定压力时进行的泄放。此时初始泄放温度为设备的操作温度。
2)冷泄放,即停产期间,系统温度已经降至环境温度,由于设备维保等需要,对系统压力进行泄放。初始泄放温度按最小环境温度选取。
3)火灾工况,即设备内液体吸收火灾产生的热量而气化。API Standard 521-2014[17]对分馏塔、聚集器、换热器、冷凝器、加热器等设备有效吸热面积(即湿面积)的计算作出了具体规定。与安全阀泄放湿面积计算不同,泄压系统的吸热面积取设备湿面积及与其相连的管道的湿面积之和。初始泄放温度为设备的操作温度。
上述三种工况进行压力泄放时,系统的进出物流均通过切断阀(SDV)全部关断,液面高度按正常液位考虑,起始泄放压力取BDV的设定压力。泄放量满足如下要求:1)正常泄放工况和冷泄放工况下,泄放量为系统压力降低引起的气相体积膨胀,以及压力降低导致的液体闪蒸(此条件适用于系统内液相操作温度处于或接近于其饱和温度的情况);2)火灾工况下,泄放量除满足上述要求外,还应考虑外部火灾导致液相气化产生的蒸气量。在具体设计过程中,上述三种工况是否同时考虑依具体工艺过程确定。
一般而言,火灾工况的泄放速率大于非火灾工况的泄放速率,依据火灾工况的泄放速率确定阀门、孔板、上下游管线的尺寸;而非火灾工况是系统内设备、管件等出现低温的情况,用于泄压系统内相关设施的选材。
系统的压力泄放是一个动态过程,其温度、压力、组成、泄放量、物性等参数都会随泄放时间不断变化。随着工艺模拟软件的广泛应用,Aspen Hysys等软件不仅可以计算泄放速率随时间的变化情况,而且还可以较为准确地描述系统参数随泄放过程的变化情况。工程上[3,5,9]泄压速率的计算也多通过软件模拟得到。
1.3BDV的设计
BDV的设计主要包括阀门控制要求的确定、阀门类型的选择以及阀门尺寸的计算等三部分。
1.3.1BDV的控制要求
BDV的启动:火灾工况下,现场的火气探头将检测信号传至中控,ESD/SIS系统启动,BDV打开;设备内压力达到PAHH,BDV开启泄压;设备检修时,手动打开BDV进行系统泄压。
S-DP-001-1996对BDV的开启时间作出了如下要求:手动控制的BDV应该在检测到初始火焰的3 min内开启;自动泄放的减压阀应在检测到火焰信号后立即开启。国内某加氢裂化装置[8]阀门响应时间要求10 s以内。
BDV是选择电动阀还是气动阀尚无规范作出明确要求。如采用电力控制/驱动,火灾工况下,电缆可能被烧断,造成阀门无法远程启闭,气动阀耐火灾的能力更强。工程实践中普遍采用气动控制。无论采用电动阀还是气动阀,都应考虑电源供电或仪表气突然中断的情况。如果情况发生,所有BDV同时泄放,瞬时泄放量必将超过火炬系统处理能力而引发新的事故。BDV的仪表风管线或供电线路常以工艺单元或防火区为单位分开布置,同一工艺单元或防火分区内的BDV同时泄放。火炬系统的处理能力应至少满足瞬时泄放速率最大的一个区的排放要求。
1.3.2阀门类型
阀门类型依据工艺或安全生产等因素的需要确定。在工艺装置中,BDV有开关阀[3,8]和调节阀[10,13]两种。
开关阀为通径阀,泄压时阀门打开,不泄压或泄压完毕时阀门关闭。阀门仅控制物流的通断,流量控制通过下游孔板的限流作用实现。在工业生产中,BDV大多采用通径阀,这与API Standard 521-2014[17]要求在 15 min 内将系统操作压力降至目标值,尽快消除、减少事故隐患的设计理念有关。
对高压加氢等工艺而言,在15 min内将系统压力降至目标值,泄压初期的瞬时流速较大,往往会带来诸多不利,如对沸腾床反应器而言,泄放速率过大可能造成催化剂流失、反应器内件受损等。此时可以选用调节阀对泄放速率加以控制:开始泄压时调节阀开度较小,随着系统压力逐渐下降,调节阀开度也逐渐开大,整个泄压过程基本保持同一泄放速率,实现平稳泄压。
1.3.3阀门尺寸的计算
当BDV选用调节阀时,仪表专业依据工艺允许的最大泄放速率确定阀门尺寸。由于调节阀本身的阻力降较大,调节阀的选型应与孔板(组)设计同时考虑。
1.4孔板(组)的计算
孔板相当于固定开度的阀门,其价格便宜,广泛应用于对压力和流量调节要求精度不高的场合,它也是泄压系统的主要降压设备。孔板设计包含孔径、孔板厚度、孔板级数和孔板孔数四个方面。
1.4.1单板降压
常用的单板降压的孔径计算方法有三种。
Gas Conditioning and Processing[24]提供的计算公式为:
(1)
式中:t为放空时间,s;B为系数0.09;V为系统容积,m3;Cd为阀门泄放系数0.85;Av为泄放阀泄放面积,m2;γ为气体比重;Z为气体压缩因子;T为操作温度,K;p1为泄放前压力,kPa(a);p2为泄放后压力,kPa(a)。
田静等人[14]利用式(1)计算的孔径,对氮气模拟的泄压系统进行了测试。泄放时间基本满足API 521-2014[17]的规定,即15 min内系统压力由9.4 MPa降到0.69 MPa,而且放空管线无明显振动,实现了安全、平稳放空。
由于温度、气体比重、气体压缩因子等参数随泄放过程不断变化,式(1)应用于温度和组成变化的系统,如含有多组分的气液平衡系统时,可能存在一定误差。如果上述参数能针对整个泄放过程取合适的平均数,其计算精度将更高。
《炼油装置工艺管线安装设计手册》[22]给出的计算公式为:
(2)
式中:q为流体的质量流率,kg/h;α为流量系数;ε为膨胀系数,对于液体及不可压缩流体ε=1,其它流体查表;d为锐孔直径,mm;ρ为流体比重,kg/m3;Δp为孔板前后的压力降,kg/cm2
式(2)适用于临界流和非临界流的计算。李海润等人[6]以某气田集气站为例,利用式(1)和(2)分别进行了计算,两者得到的孔径值较为接近。在某气田项目中,黄翼翔等人[7]将按式(2)计算的结果与HYSYS V 7.2的计算结果进行了比较:式(2)计算的孔板面积略小于HYSYS模拟计算的面积,但是存在线性相关性,同时作出了修正:dsim=1.11dcal+0.4。
在式(2)的基础上,可以推导出式(3)[25]:
(3)
式中:d0为限流孔板孔径,mm;G为气体质量流量,kg/h;φ为流量系数;p1为孔板前压力,kPa;ρ1为孔板前气体密度,kg/m3。
相关文献[26]不仅给出了具体的推导过程,而且提出了利用绝热指数计算流量系数φ的方法,使式(3)的应用范围拓展到多原子烃类气体。
(4)
式中:K为气体的绝热系数。
1.4.2孔板组降压
HG/T 20570.15-1995提供的气体、蒸气单孔孔板计算公式如下:

(5)
式中:W为流体的质量流量,kg/h;C为孔板流量系数(查图);d0为孔板直径,m;Z为气体压缩因子;p1为孔板前压力,Pa;p2为孔板后压力或临界限流压力(取较大值),Pa;M为分子量;T为孔板前流体温度,K;k为绝热指数,Cp/Cv;Cp为流体定压热熔,kJ/(kg·K);Cv为流体定容热熔,kJ/(kg·K)。
该规范作出此要求的核心要义是利用限流孔板的降压作用,而非限流作用。黄显德等人[4]在进行三相分离器减压系统的设计时,选用了孔板组进行减压。
笔者认为,如果不考虑经济因素,并且安装空间允许,利用孔板组降压并无不可。
1.5泄压系统管径的确定
对通径阀,孔板上游管线尺寸参照通径阀门尺寸计算方法确定。孔板下游管线的尺寸应保证下游流体马赫数小于0.7[18],同时满足ρv2<150 000 Pa[3]。
1.6是否选用低温材料的评估
压力降低时,许多轻烃类的饱和温度都会降低。泄压设备或管道材料的操作温度低于其最低允许使用温度时,可能发生脆性损毁或永久破坏。如果这种破坏伴随着火灾工况,后果将不堪设想。因此,泄压系统相关设备、阀门、孔板、管件等选材必须满足泄放过程可能产生的低温要求。
河吉先[27]建议,在液化烃储罐设计过程中,其设计温度在历年最低月平均气温下,考虑进料闪蒸、非正常物料排放、法兰泄漏等非正常操作条件可能出现的低温工况。
另外,设计人员应严格区分罐体的最低温度和孔板后管线的最低温度这两个概念。孔板后管线的最低温度比罐体的最低温度要低得多。工程上,为减小因孔板处压力突降引起的温度降低对设备、BDV选材的影响,BDV与孔板之间往往留有500 mm的间距。
2 结论
近年来,针对化工、石化行业事故多发的状况,安全生产主管部门下发了多个指导文件。泄压系统投资小,技术难度不大,当油气加工过程或储运设施突发泄漏或火灾时,泄压系统通过主动泄压,不仅能控制因物料肆意泄漏引发的毒气蔓延,减少物料向火中的投放,使火情迅速得到有效控制,而且能在15 min内将系统压力降至安全范围,减轻和防止爆炸事故的发生,将损失降到最低限度。泄压系统在油气加工、化工、石化等领域的推广应用对减少安全事故发生、降低事故危害具有重要意义。
[1] 刘玉强,倪明.酸性水预处理系统的技术现状及设计优化[J].炼油技术与工程,2013,43(9):18-21.Liu Yuqiang, Ni Ming. Technical Status and Optimization Design of Sour Water Pretreatment System and Design Optimization [J]. Petroleum Refinery Engineering, 2013, 43 (9): 18-21.
[2] 傅智敏,曹菲菲.液化烃储罐区泄漏及火灾爆炸危险分析[J].科技导报,2013,31(16):41-45.
Fu Zhimin, Cao Feifei. Leakage and Fire & Explosion Hazards of Liquefied Hydrocarbon in Storage Tanks [J]. Science & Technology Review, 2013, 31 (16): 41-45.
[3] 倪浩,余智,刘培琳.高压泄放装置的工艺设计[J].中国造船,2009,50(增刊):602-605.
Ni Hao, Yu Zhi, Liu Peilin. Process Design of High Pressure-Relieving Systems [J]. Shipbuilding of China, 2009, 50 (Suppl): 602-605.
[4] 黄显德,朱世飞.三相分离器蒸汽减压系统的应用[J].甘肃科技,2014,30(16):46-47.
Huang Xiande, Zhu Shifei. Application of Vapor Depressuring System in Three Phase Separator [J]. Gansu Science and Technology, 2014, 30 (16): 46-47.
[5] 王汝军,宋风莲,刘火强.压缩机系统泄放阀计算[J].油气储运,2015,34(4):413-416.
Wang Rujun, Song Fenglian, Liu Huoqiang. Calculation of Blowdown Valve in the Compressor System [J]. Oil & Gas Storage and Transportation, 2015, 34 (4): 413-416.
[6] 李海润,宋凌燕,张鹏.气田集输站场火灾泄压放空限流孔板计算解析[J].天然气与石油,2014,32(2):16-18.
Li Hairun, Song Lingyan, Zhang Peng. Design of Restriction Orifice for Pressure Relief and Vent in Fire Conditions at Gas Gathering Station [J]. Natural Gas and Oil, 2014, 32 (2): 16-18.
[7] 黄翼翔,陈俊文,陈庆.限流孔板孔径计算优化[J].化工管理,2013,(18):179-181.
Huang Yixiang, Chen Junwen, Chen Qing. Calculation Optimization of Restrict Orifice Diameter [J]. Chemical Enterprise Management, 2013, (18): 179-181.
[8] 李伟.加氢装置中紧急放空环节气动切断阀的应用[J].石油化工自动化,2015,51(3):17-21.
Li Wei. Application of Pneumatic On-off Valve in Emergency Blow-down of Hydrogenation Installation [J]. Automation in Petro-Chemical Industry, 2015, 51 (3): 17-21.
[9] 牛雁来.模拟软件泄压模块在压力泄放设计中的应用[J].中国化工贸易,2013,5(9):193-194.
Niu Yanlai. Application of Depressuring Modules in Simulation Software in the Field of Depressuring System Design [J]. China Chemical Trade, 2013, 5 (9): 193-194.
[10] 范咏峰,陈争荣.调节阀在石油化工装置紧急泄压中的应用[J].石油化工自动化,2011,47(2):19-22.
Fan Yongfeng, Chen Zhengrong. The Application of Control Valve in Emergency Petrochemical Plants [J]. Automation in Petro-Chemical Industry, 2011, 47 (2): 19-22.
[11] 孙剑利.加氢裂化紧急泄压系统的试验和泄压孔板内径的理论计算[J].石油炼制与化工,1996,27(2):62-66.
Sun Jianli. Test of the Emergency Pressure Relief System and Theoretical Calculation of the Aperture of Pressure Relief Orifice in a Hydrocracking Unit [J]. Petroleum Processing and Petrochemicals, 1996, 27 (2): 62-66.
[12] 朱江.加氢裂化装置紧急泄压系统限流孔板的核算[J].中国特种设备安全,2016,22(1):15-18.
Zhu Jiang. Calculation on Restriction Orifice in Emergency Depressuring System in Hydrocracking Unit [J]. China Special Equipment Safety, 2016, 22 (1): 15-18.
[13] 苏欣,刘超,秦璇,等.土库曼斯坦阿姆河第二天然气处理厂集气工艺优化[J].天然气工业,2011,31(10):89-92.Su Xin, Liu Chao, Qin Xuan, et al. Optimization of Gas Collection Process in Turkmenistan Amu Darya 2ndGas Processing Plant [J]. Natural Gas Industry, 2011, 31 (10): 89-92.
[14] 田静,刘棋,苏广全.火灾泄压放空时限流孔板的实验论证[J].天然气与石油,2010,28(4):26-28.
Tian Jing, Liu Qi, Su Guangquan. Experimental Demonstration of Restriction Orifice in Fire Pressure Relief and Vent [J]. Natural Gas and Oil, 2010, 28 (4): 26-28.
[15] American Petroleum Institute. Sizing, Selection and Installation of Pressure-relieving Devices Part I—Sizing and Selection: API Standard 520-2014 [S]. Washington, DC: API Publishing Services, 2014.
[16] American Petroleum Institute. Sizing, Selection and Installation of Pressure-relieving Devices in Refineries Part II—Installation: API Standard 520-2011 [S]. Washington, DC: API Publishing Services, 2011.
[17] American Petroleum Institute. Pressure-relieving and Depressuring Systems: API Standard 521-2014 [S]. Washington, DC: API Publishing Services, 2014.
[18] Norwegian Petroleum Industry. Process Design: NORSOK Standard P-001-2006 [S]. Lysaker: Standards Norway, 2006.
[19] Norwegian Petroleum Industry. Design Principles Technical Safety: NORSOK Standard S-DP-001-1996 [S]. Lysaker: Standards Norway, 1996.
[20] 中国海洋石油总公司研究中心开发设计院.泄压和减压系统指南:SY/T 10043-2002[S].北京:国家经济贸易委员会,2002.
China National Offshore Oil Corporation Research Center for Development and Design Institute.Guide for Pressure-Relieving and Depressuring Systems: SY/T 10043-2002 [S]. Beijing: State Economic and Trade Commission, 2002.
[21] 中国海洋石油总公司研究中心开发设计院.炼油厂压力泄放装置的尺寸确定、选择和安装的推荐作法:SY/T 10044-2002[S].北京:国家经济贸易委员会,2002.
China National Offshore Oil Corporation Research Center for Development and Design Institute.Sizing,Selection and Installation of Pressure-Relieving Devices in Refineries: SY/T 10044-2002 [S]. Beijing: State Economic and Trade Commission, 2002.
[22] 炼油装置工艺管线安装设计手册编写组.炼油装置工艺管线安装设计手册(下册)[M].北京:石油工业出版社,1980:7-13.
Editorial Committee of the Installation Design Manual of Process Pipeline of Refining Device.The Installation Design Manual of Process Pipeline of Refining Device (Part II) [M]. Beijing: Petroleum Industry Press, 1980: 7-13.
[23] 化工部工程建设标准编辑中心.工艺系统工程设计技术规定——管路限流孔板的设置:HG/T 20570.15-95[S].北京:中华人民共和国化学工业部:1996.[23] Editorial Center of Engineering Construction Stands in Ministry of Chemical Industry. Technical Regulations for Process System Engineering Design-Setting of Throttling Orifice Plate of Pipeline: HG/T 20570.15-95 [S]. Beijing: Ministry of Chemical Industry of People’s Republic of China: 1996.
[24] Campbell J M. Gas Conditioning and Processing: Vol. 2 [M]. 7th ed. Norman: Campbell Petroleum Series, 2004: 28-29.
[25] 中国石油天然气总公司.石油地面工程设计手册[M].东营:石油大学出版社,1995.
China National Petroleum Corporation. Design Manual of Ground Petroleum Engineering [M]. Dongying: Petroleum University Press, 1995.
[26] 张弛.气体限流孔板的计算[J].天然气与石油,1995,13(4):14-17.
Zhang Chi. Calculation of Gas Throttling Orifice Plate [J]. Natural Gas and Oil, 1995, 13 (4): 14-17.
[27] 河吉先.液化烃储罐工程设计探讨[J].石油和化工设备,2015,18(2):34-36.
He Jixian. Discussionon on Liquefied Hydrocarbon Tank Engineering Design [J]. Petro & Chemical Equipment, 2015, 18 (2): 34-36.
2015-12-01
国家发展改革委海洋工程装备研发及产业化专项“新型立柱式生产平台(SPAR)研发”(发改办高技[2015]1409号)
刘玉强(1980-),男,河北保定人,工程师,硕士,主要从事油气田、LNG及炼油装置工艺设计和管理工作。
10.3969/j.issn.1006-5539.2016.02.007