基于PROFIBUS的纸机变频传动系统的设计及应用
2016-11-14马文明
马文明
(西京学院,陕西西安,710123)
基于PROFIBUS的纸机变频传动系统的设计及应用
马文明
(西京学院,陕西西安,710123)
针对纸机变频传动控制存在的问题,设计了以PROFIBUS现场总线为通信方式、PLC为总控制器、操作屏为人机界面、ACS800变频器为传动单元的纸机变频传动控制系统。对系统中的PROFIBUS硬件组态方法、速度链设计、负荷分配等进行了详细说明,在实际应用中取得了良好的效果。
PROFIBUS;纸机传动;负荷分配
(E-mail: 987746606@qq.com)
纸机变频传动存在的问题主要有3个方面:①纸机在生产过程中某些传动点负载不稳且震荡,速度呈波浪式波动,容易断纸;②没有将网部真空度参数、干燥部蒸汽压力参数、液压站压力参数、毛毯跑偏、断纸信号等影响生产运行的因素设计到纸机变频传动系统中;③某些纸机传动系统还采用模拟量输出信号进行速度给定,信号干扰较大,不能达到精确控制的目的[1]。对于以上存在的问题,本文设计了基于PROFIBUS通信的纸机传动控制系统。在控制系统中对上述问题进行深入研究和程序改进,并将改进的纸机传动控制系统应用于广东潮州某造纸厂纸机传动系统和江西吉安某造纸厂纸机传动系统。文章对该系统的设计及应用情况进行了介绍。
1 PROFIBUS简介
PROFIBUS是西门子公司提出的一个高层次工业控制现场总线标准,它既适合有高速时间要求的数据传输,也可用于大范围的复杂通信场合,现在已发展成一种开放式现场总线标准(德标DIN19245和欧标PREN50170)。按应用范围有3种主要模块,即PROFIBUS-FMS、PROFIBUS-DP和PRFIBUS-PA。它们均使用单一的总线存取协议,通过OSI参考模型的第2层实现包括数据的可靠性以及传输协议和报文处理[1]。
PROFIBUS-DP经过优化的高速、廉价的通信连接,专为设备级分散I/O之间通信设计,用于设备级的高速数据传送,中央控制器通过高速串行线同分散的现场设备(如I/O、驱动器、阀门等)进行通信,多数数据交换是周期性的,除此之外,智能化现场设备还需要非周期性通信,以进行配置、诊断和报警处理。使用PROFIBUS-DP模块可取代价格昂贵的数字或模拟信号线,用于分布式控制系统的高速数据传输[1-2]。
2 变频传动系统硬件设计
2.1变频传动系统的总体设计方案
本系统以广东潮州某纸厂项目为例,按照客户设计方案及工艺设计要求,纸机幅宽4400 mm,设计车速500 m/min。纸机传动点设计个数为18组,系统总体设计容量1800 kW。传动点名称及电机容量如表1所示。

表1 传动点名称及电机容量
根据客户要求及控制方案的综合对比,采用CPU315-2PN/DP作为变频传动系统的总控制器,MPI/DP接口作为PROFIBUS-DP系统的通信接口,西门子KTP1000操作屏作为现场人机界面,采用ABB公司的ACS800变频器作为各传动单元,变频器的通信模块选用RPBA网络适配器。总控制器与各传动单元之间采用PROFIBUS-DP进行通信,上位机、人机界面与PLC之间采用工业以太网进行通信。使用西门子公司研发的STEP7编程软件对纸机变频传动系统进行软件通信组态设计和系统程序设计。纸机变频传动系统总体设计如图1所示。

图1 纸机变频传动系统总体设计图
2.2可编程控制器的硬件接线
为了提高造纸生产线的自动化程度,对影响造纸生产线的安全参数、质量参数等进行监控和在线修改,增加纸机联锁控制,因此本系统可编程控制器扩展模块数字输入32点、数字输出32点。硬件接线设计数字量输入如图2所示。数字量输出接线如图3所示。
2.3ACS800变频器硬件接线
根据纸机传动控制系统设计方案,18组传动点变频器接线大致相同,如图4所示。
ACS800变频器的硬件接线包括电机线、电机风机线、测速编码器、变频器的急停控制端子、PROFIBUS通信等接线。ACS800变频器的主电源输入来自变频传动系统DSU整流柜,本系统使用DSU整流柜供电可避免触发脉冲给周围电气设备带来的谐波干扰,使设备正常工作。
3 变频传动控制系统软件功能设计
3.1控制系统硬件组态设计
本系统人机界面、上位机和PLC之间采用EtherNet/IP进行通信;各传动单元和PLC之间采用PROFIBUS-DP进行通信。下面重点介绍PROFIBUS-DP通信硬件组态,使用SIMATIC编程软件进行组态设计。软件组态设计分为3个步骤。
第一步:打开SIMATIC Manager软件,新建工程项目,新建成功后在项目里添加SIMATIC 300站点,站点里将出现“硬件”选项。点击“硬件”,HW Config窗口将打开,根据系统硬件设计方案对PLC进行组态并建立PROFIBUS-DP主站系统。选择CPU插槽的MPI/DP接口,右键选择“对象属性”打开对话框,设置接口类型为PROFIBUS,在属性对话框里选择站点地址为3,传输率为187.5 kb/s,选择好后进行确定。 建立后的效果如图5所示。
第二步:在PROFIBUS-DP主站系统中添加18个传动点,在添加之前必须保证RPBA通信模块的GSD文件已经安装,在右边对话框选择ABB Drives RPBA-01.PPO type4.进行添加,并右键选择添加从点的属性,设置从点的地址及传输率,如图6所示。
第三步:重复第二步的做法,添加每一个传动点,并进行属性设置,确定好每个传动点的地址,效果如图7所示。

图2 数字量输入模块接线图

图3 数字量输出模块接线图
通过以上3个步骤,PROFIBUS-DP系统建立起来,记录每个传动点的站地址,并保存编辑,完成了PROFIBUS-DP系统的建立。
3.2控制系统传动点速度链设计
为了达到精度高、稳定性好、操作方便的设计要求,必须研究变频传动系统速度链的控制原理。两个相邻传动点的运行速度应保持一定的比例,在车速调整过程中,只影响本传动点和后面的传动点,而不影响前面各传动点的速度,每个传动点在前一级传动点速度基础上进行调整并将速度给定信号传送给下级传动点,形成一个链式结构,称为速度链。根据纸机传动控制要求,传动控制速度链精度应在0.01%~0.04%之间,这与纸幅的伸缩率有关[3]。本变频传动系统速度链结构设计采用二叉树数据结构法,通过此方法完成速度链传递功能。首先对各传动点控制工艺进行分析,确定传动点在速度链中的具体位置和作用,然后对设计好的速度链中的传动点进行通信地址设置,并准确记录地址号码。本系统经过现场工艺情况分析,速度链设计如图8所示。

图8 纸机传动控制系统速度链设计

图4 ACS800硬件接线图
此变频传动系统中驱网辊作为速度链中的主传动点,驱网辊的速度是整个变频传动系统的工作车速,在变频传动系统的操作人机界面,改变驱网辊的运行车速给定值,就调节了整个纸机车速。驱网辊的速度给定值传送给它的两个从点真空伏辊、导网辊和下一分部主点一压下辊。从点真空伏辊和导网辊根据现场工艺情况,在人机界面通过速度微升微降K1、K2或修改传动比b1、b2调节,达到从点速度调节的目的。下一分部主点一压下辊得到驱网辊的速度值,也通过人机界面进行速度微升微降K3或修改传动比b3调节,得到一压下辊的速度给定值。一压下辊将速度给定值传送到自己的两个从点一压上辊、真空吸移辊和下一分部主点二压下辊。一压上辊和真空吸移辊通过人机界面速度微升微降K4、K5或修改传动比b4、b5进行调节,达到从点速度调节的目的。依此类推,实现整个速度链的速度给定和调节,构成了速度链控制系统[3- 4]。速度链调节原理如图9所示。
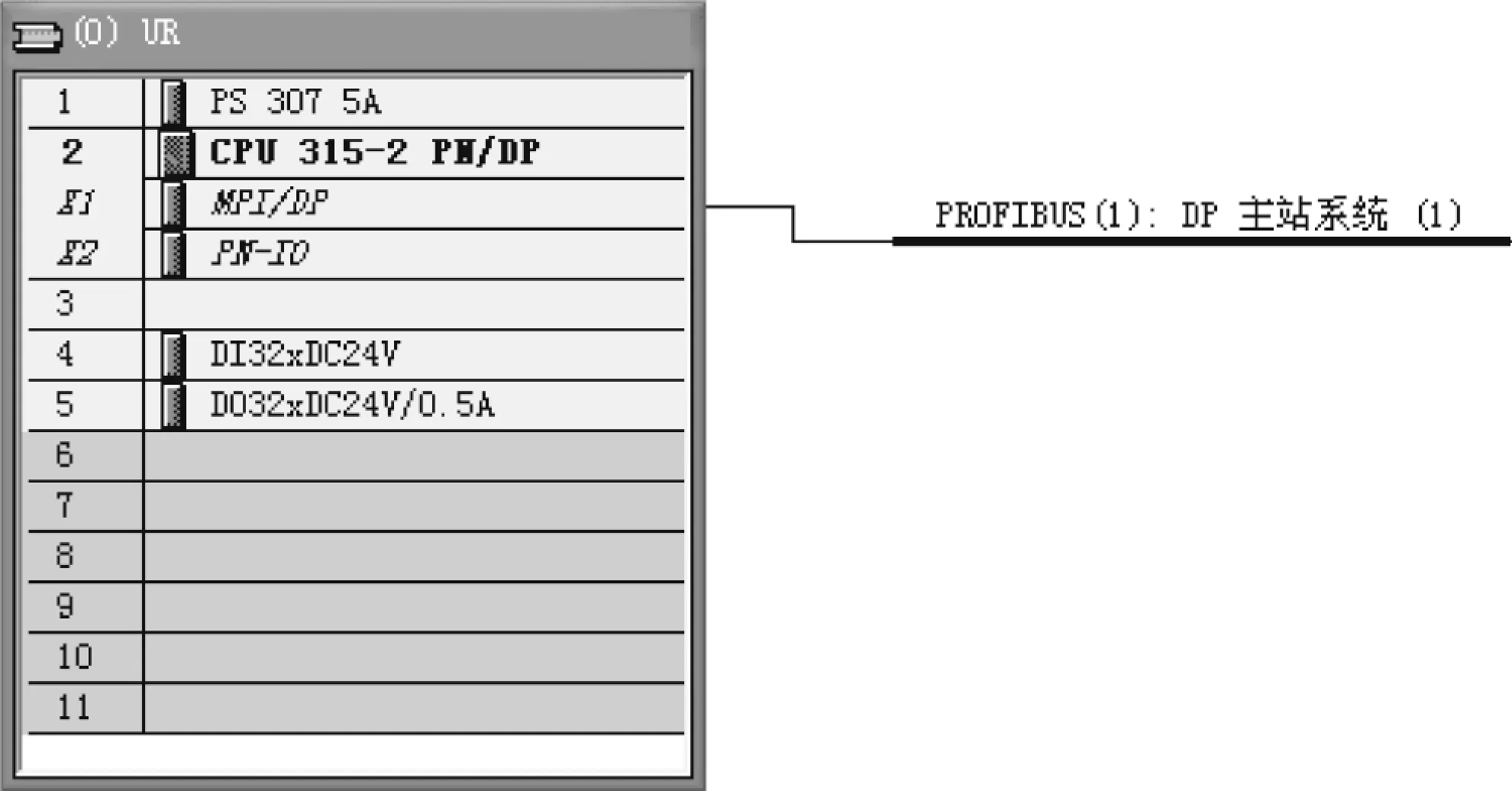
图5 PROFIBUS-DP建立效果图

图6 PROFIBUS-DP从站设置图
图7 PROFIBUS-DP系统效果图
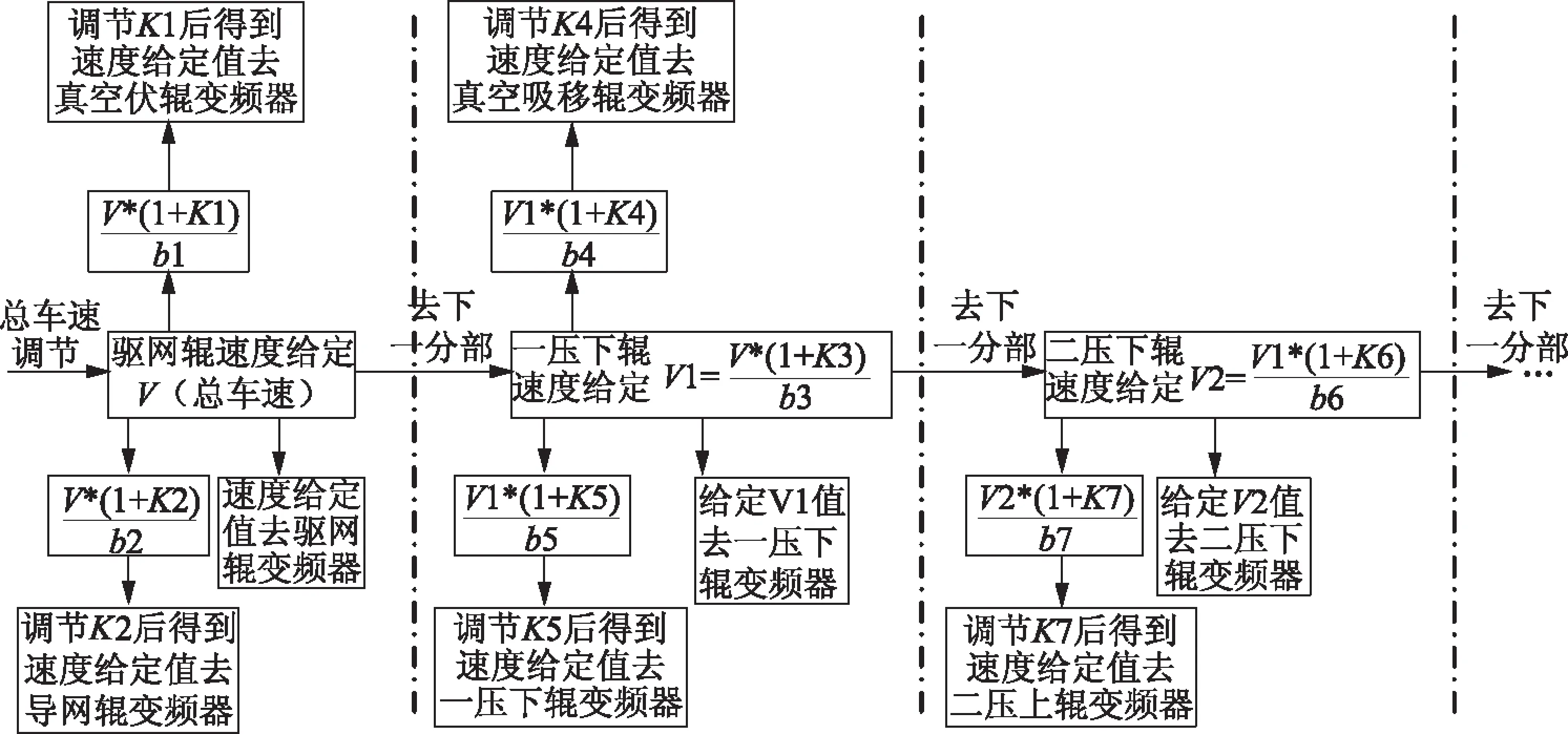
图9 速度链调节原理图

图10 负荷分配控制原理图
3.3主从传动点负荷分配设计
在纸机运行过程中,有几台电机同时拖动同一负载的现象,如压榨部的一压下辊、一压上辊、真空吸移辊之间就形成负荷分配问题。此变频传动系统不能只要求速度完全同步,这样并不能满足工艺要求,各传动点电机必须出力相同,否则会出现传动点电机负载不一,有可能电动机成为发电机的情况,影响正常抄纸,甚至有可能撕坏毛布或造成断纸[4]。针对此问题,必须设计传动点主点和从点负荷分配。纸机传动控制系统的负荷分配要求系统速度稳定、分配平衡、稳定无振荡、能够随时适应负载变化。本系统采用PLC+变频器二级传动控制方式,PLC与变频器通过PROFIBUS-DP网络通信,交换数据。负荷分配的设计原则是主点和从点电机的负载率相同,即δ=P/Pa相同(P为电机所承担的负载功率,Pa为电机额定功率)[4-5]。在负荷分配调节过程中不能影响本传动组以外各分部的速度。本系统设计的负荷分配原理是将主点电机的实际转矩反馈值通过PROFIBUS-DP通信方式传送至PLC,可编程控制器将主点电机的转矩反馈值乘以负荷工艺调准系数,经过计算得到的结果作为从点电机的正转矩限幅给定值,并且从点电机在运行中的速度给定值要比主点电机的速度给定值略高,这样造成从点电机将工作在正转矩限幅状态,通过给定正转矩限幅值可以达到主点电机和从点电机符合分配的效果,使主点和从点的转矩达到负荷分配的工艺,此设计方法控制精度高,工作可靠,通过实践证明是可行的。负荷分配控制原理如图10所示。
3.4ACS800变频器参数设置说明
各传动点的ACS800变频器参数设置基本一致,主要实现速度控制或转矩限幅控制,通过PROFIBUS进行通信,达到精确控制电机的目的。以驱网辊为例,变频器的参数设置如表2所示。
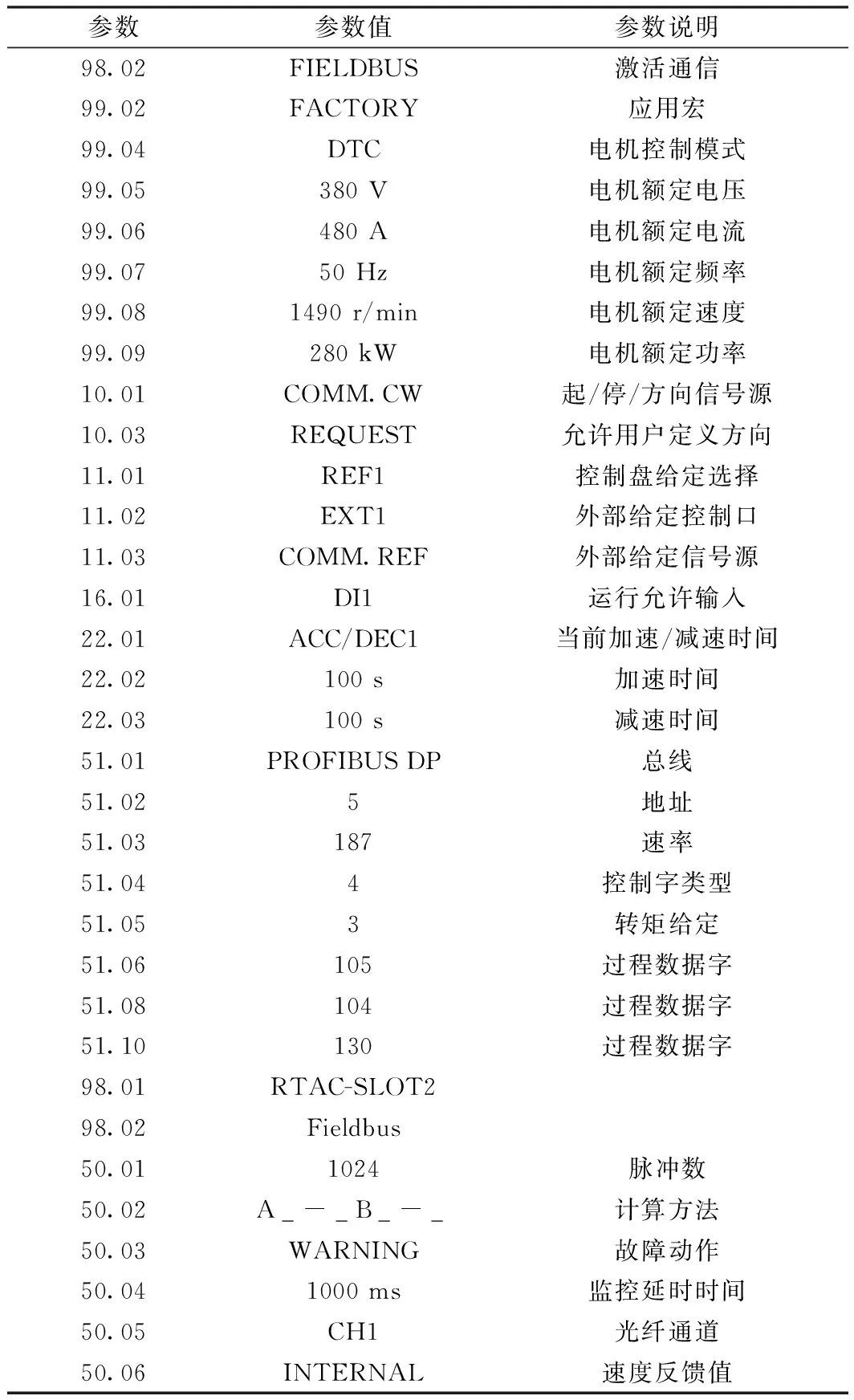
表2 变频器的参数设置
4 结 语
本文针对纸机变频传动控制系统存在的3个问题,设计了基于PROFIBUS-DP通信方式的变频传动系统,此系统的通信响应速度快,运行稳定可靠;通过硬件设计和软件编程实现了纸机联锁控制,大大提高了传动控制的自动化程度;科学合理的速度链设计和负荷分配设计,使系统在运行中速度稳定、负载分配合理、很大程度上减少断纸现象。此控制系统符合现代造纸自动化的设计要求,在工厂实际运行中,客户反映良好。经过客户回访调查,此控制系统运行良好、能耗低、故障率低。
[1]Meng Yan-jing. The Frequency Drive Principle and Design of Paper Machine[M]. Xi’an: Shaanxi People’s Publishing House, 2002.
孟彦京. 造纸机变频传动原理与设计[M]. 西安: 陕西人民出版社, 2002.
[2]Beijing ABB Electrical Drive System Co., Ltd. ABB ACS800 standard firmware control procedures manual (version B)[Z]. 2012
北京ABB电气传动系统有限公司. ABB ACS800标准控制程序固件手册(版本B)[Z]. 2012
[3]WANG Hong-yan, WU Yan-yue, CHEN Jing-wen. Design and operation principle of the paper machine speed chain[J]. Heilongjiang Paper, 2007(1): 42.
王红艳, 吴彦锐, 陈景文. 造纸机速度链的设计与工作原理[J]. 黑龙江造纸, 2007(1): 42.
[4]WANG Su-e, HAO Peng-fei, MENG Yan-jing. Analysis and Design of Machine Transmission Load Distribution Control[J]. China Pulp & Paper, 2004, 23(8): 38.
王素娥, 郝鹏飞, 孟彦京. 纸机传动系统负荷分配控制的分析与设计[J]. 中国造纸, 2004, 23(8): 38.
[5]MENG Yan-jing, ZHANG Yan. Application and Research ACS800 Multi-cylinder Machine in 2600/350 Load Distribution[J]. China Pulp & Paper, 2014, 33(2): 47.

(责任编辑:刘振华)
Design and Application of Variable Frequency Drive System of Paper Machine Based on PROFIBUS
MA Wen-ming
(XijingUniversity,Xi’an,ShaanxiProvince, 710123)
In order to smooth the problems of paper machine variable frequency drive, a variable frequency drive control system using PROFIBUS field bus as communication mode, PLC as controller, ACS800 converter as transmission unit was designed. PROFIBUS hardware configuration method, speed chain design, load distribution and so on was described in detail, and good results were obtained in practical application.
PROFIBUS; paper machine drive; load distribution
2015-12-21(修改稿)
西京学院院级科研基金,基金号:XJ150213。
基金项目:西京学院院级科研基金,基金号:XJ150213。
TP276
ADOI:10.11980/j.issn.0254- 508X.2016.07.012
收稿日期:2015-12-21(修改稿)
