金属纤维毡辊压焊研究*
2016-11-11孙鹏,卢文静,郭亮等
金属纤维毡辊压焊研究*
金属纤维毡是一种新型功能材料,其孔径分布均匀,精度可控,孔隙度高,比表面积大,耐高温,耐腐蚀,具有良好的气体渗透性和优良的热抗震性[1-2]。随着现代工业的快速发展,金属纤维毡的使用空间不断拓展,其材质、制备方法和材料结构设计等各方面也随之有了巨大发展,迅速成为了民用工业领域和国防工业不可替代的关键材料[3-4]。
金属纤维非烧结毡是金属纤维制品中一个重要的分支,具有非常重要的地位。金属纤维非烧结毡与烧结毡的最大区别是其采取非烧结手段制备,避免烧结过程的繁琐工艺和昂贵费用。采用非烧结毡技术可有效降低金属纤维烧结毡生产成本30%~40%,提高生产效率。本文采用滚压焊的方式对金属纤维毡坯进行试验, 选择9组参数分别在真空环境和大气环境下进行辊压焊试验, 对比不同参数的金属纤维毡辊压焊工艺,研究辊压焊铁铬铝金属纤维毡的过滤性能。
1 试验过程

图1 金属纤维毡毡坯
选用丝径为12 μm的铁铬铝金属纤维毡坯(见图1)进行试验,单重为400 g/m2。在大气环境下,辊压焊试样尺寸为400 mm×700 mm,在真空环境下,辊压焊试样尺寸为170 mm×240 mm。
在进行辊压焊加工时,先用平整机将纤维毛坯毡平整,使其具有一定的强度。在大气环境下进行辊压焊试验时,将纤维毡坯放置到钢板上,然后送入氢气加热炉中加热到所需温度,用钳子夹住毡坯送入轧机进行辊压焊。在真空环境下进行辊压焊试验时,打开真空系统等达到一定真空度,将毡坯放在2块经过氧化处理的钢板中间送入加热室, 升温速度为7 ℃/min,保温10 min;然后送入轧辊进行加工;最后送入真空冷却室进行冷却,待温度<60 ℃时,打开冷却室取出试样。辊压焊工艺参数见表1。
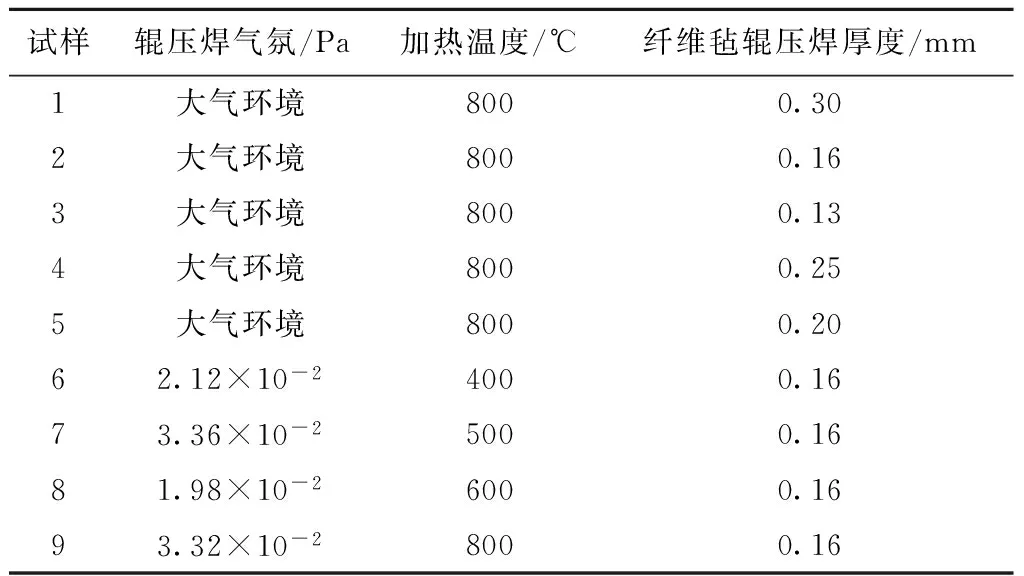
表1 辊压焊工艺参数
采用扫描电镜对辊压焊纤维毡进行能谱分析和形貌分析,用BMP—93A渗透仪测量辊压焊纤维毡的名义过滤精度和透气性。
2 结果与讨论
2.1 辊压焊纤维毡表面形貌
金属纤维毡微观形貌如图2所示。图2a为铁铬铝纤维毡坯表面形貌,纤维表面存在一些沟槽和不光滑,这是纤维在加工过程中产生的缺陷,纤维与纤维在接点处相互接触。图2b为真空环境下,辊压焊纤维毡厚度为0.13 mm时的表面情况,可明显看出接点处由于受到轧辊的强制变形,其接点处纤维明显变形压平;同时,由于毡厚度为0.13 mm(厚度小),表面看起来较为致密,孔隙度较低,会降低纤维毡的透气性和过滤性能。图2c为大气环境下,厚度为0.16 mm辊压焊纤维毡表面形貌,可以看出其仅在纤维接点处变形较大。图2d为图2c中纤维接点处微观形貌,可以看出纤维接点处变形较为剧烈,且在大气环境下加热纤维毡坯,其纤维表面会形成较厚的氧化膜,在剧烈变形下形成“龟裂”形貌。对比图2d和图2e,图2e在真空下辊压焊纤维表面形成的氧化膜厚度小,表面较为光滑。图2f为烧结金属纤维毡表面形貌,可以看出烧结毡纤维接点处没有明显的变形,而是通过部分液相进行扩散焊接形成连接;而辊压焊纤维毡则是通过接点处剧烈塑性变形破坏氧化膜形成焊点(见图2c和图2e)。



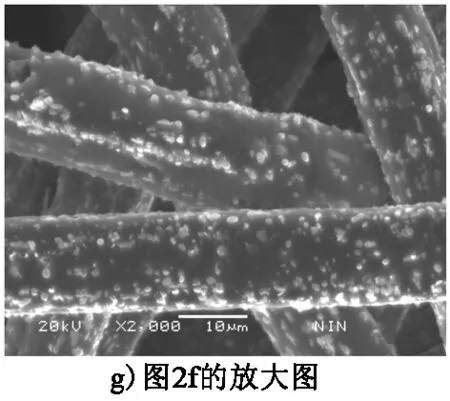
图2 金属纤维毡微观形貌
真空烧结金属纤维毡如图3所示。从图3可以看出,纤维表面沟槽消失,表面存在大量白色颗粒。这是因为烧结毡在烧结时温度较高,纤维表面已经部分变为液态,在随后的冷却过程中表面重新凝固改善了纤维表面质量,在纤维和纤维接触点形成扩散焊接连接在一起,纤维表面白色颗粒析出物为Al2O3。

图3 真空烧结金属纤维毡
真空辊压焊纤维毡宏观形貌如图4所示。从图4a可以看出,当厚度达到0.25 mm时,宏观上纤维毡表面有部分区域没有焊接牢固,有“蓬松”区域产生,这是因为毡坯在厚度上还存在不均匀,在辊压焊时部分区域纤维接点处没有剧烈变形,纤维表面氧化膜未破坏焊接在一起;从图4b可以看出,厚度为0.16 mm的辊压焊纤维毡表面质量较好,这是因为在辊压焊时,厚度小的辊压焊纤维毡接点处加工率更大,即使纤维毡坯厚度有波动也能够在接点处达到焊接的变形量。

图4 真空辊压焊纤维毡宏观形貌
2.2 真空辊压焊成分分析
由于铁铬铝金属纤维毡在某些环境下加热到一定温度时存在主要元素蒸发问题,从而造成铁铬铝辊压焊纤维毡中铝含量达不到要求,所以在真空不同加热温度下对辊压焊纤维毡铝含量(见表2)进行化学成分分析。在真空中,升温速度7 ℃/min,保温10 min的情况下,400~800 ℃辊压焊纤维毡满足铝含量>5.0%的要求。
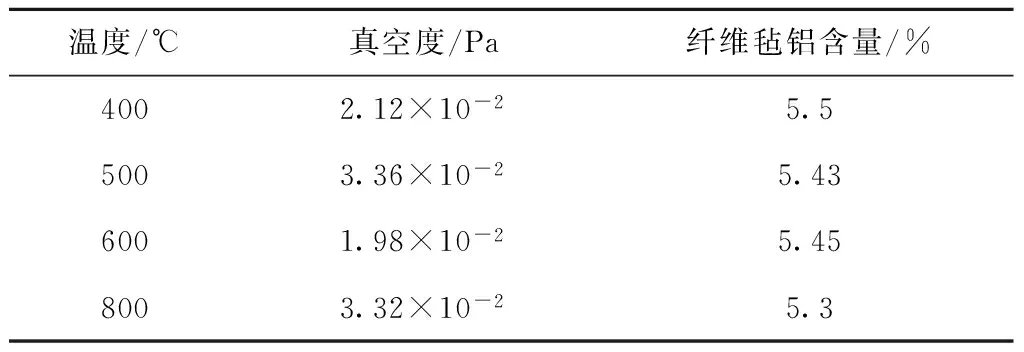
表2 真空辊压焊铁铬铝金属纤维毡铝含量
2.3 过滤性能研究
辊压焊纤维毡性能见表3。从表3可以看出,随着辊压焊纤维毡厚度的增加,其透气度不断提高,过滤精度不断降低。当辊压焊纤维毡厚度为(0.2±0.02) mm时,与过滤精度为20 μm、型号为BZ20D的烧结毡相比,其在精度上能够满足要求(19~21 μm),而真空辊压焊纤维毡的透气性稍低;但是辊压焊纤维毡单重仅为400 g/m2,而BZ20D烧结毡单重约为1 000 g/m2,生产成本远低于真空烧结纤维毡。所以在某些要求不甚苛刻的领域,采用辊压焊纤维毡可以有效降低成本。厚度为(0.25±0.02) mm的辊压焊纤维毡在过滤性能方面接近型号为BZ25D的金属纤维烧结毡。

表3 辊压焊纤维毡性能
3 结语
通过本次试验得到如下结论。
1)采用辊压焊对金属纤维毛毡进行加工,在真空环境下加热温度800 ℃,真空度为3.32×10-2Pa,加热速率为7 ℃/min,保温10 min,辊压焊铁铬铝纤维毡铝含量为5.3%,符合使用要求。
2)采用丝径为12 μm,单重为400 g/m2的铁铬铝纤维毡坯,在真空环境和大气环境下进行试验。真空环境下辊压焊纤维毡无严重氧化,表面质量较好。当辊压焊纤维毡厚度为(0.16±0.02) mm时,其过滤性能与BZ20D烧结毡过滤性能基本一致;当辊压焊纤维毡厚度为(0.25±0.02) mm时,其过滤性能与BZ25D烧结毡过滤性能一致。
3)采用合理的辊压焊参数,可以制备出过滤性能和表面质量良好的铁铬铝纤维毡,大幅度降低了烧结金属纤维毡的生产成本。
[1] 奚正平, 汤慧萍. 烧结金属多孔材料[M]. 北京: 冶金工业出版社, 2009.
[2] 汤慧萍. 烧结金属多孔材料研究进展[J]. 稀有金属材料与工程, 2006, 35(2):428-432.
[3] Poniewski M E. Peculiarities of boiling heat transfer on capillary-porous coverings[J]. International Journal of Thermal Sciences, 2004, 43(5):431-442.
[4] 杨照玲, 李建平, 奚正平. 超细不锈钢纤维的制备和性能[J]. 稀有金属材料与工程, 2001, 30(6):663-666.
责任编辑 郑练
孙 鹏,卢文静,郭 亮,白文峰
(西安菲尔特金属过滤材料有限公司,陕西 西安 710016)
研究了铁铬铝金属纤维毡真空辊压焊工艺。通过采用真空辊压焊方法制备出了铁铬铝金属纤维毡,并讨论了真空和大气环境下工艺参数对辊压焊金属纤维毡的影响。依据试验结果,当金属纤维毡丝径为12 μm,单重为400 g/m2,真空辊压焊工艺参数为:加热温度800 ℃,保温10 min,辊压焊毡厚度为(0.16±0.02) mm时,纤维毡表面质量较好,强度高,过滤性能接近烧结金属纤维毡。
真空轧制;辊压焊;尾气过滤;高温除尘
Research on Vacuum Roll Welding of Metal Fiber Felt
SUN Peng, LU Wenjing, GUO Liang, BAI Wenfeng
(Xi’an Filter Metal Materials Co., Ltd., Xi’an 710016, China)
A preliminary study on vacuum roll welding parameters of FeCrAl metal fiber felt is done. The influence of different processing atmosphere on roll welded metal fiber felt is researched. The results show that while the diameter of metal fiber is 12 μm, the square meter weight is 400 g, the parameters of vacuum roll welding felt are heating to 800 ℃ and keeping for 10 minutes, the surface quality and filtration performance is better when the thickness reaches (0.16±0.02) mm.
vacuum rolling, roll welding, high temperature flue gas filtration, exhaust filter
* 国家高技术研究发展计划(863计划)资助项目(2013AA031004)
孙鹏(1980-),男,工程师,硕士,主要从事过滤材料等方面的研究。
2016-02-29
TB 34
A