U型安装架加工的工装设计
2016-11-11赵发银,罗小志
U型安装架加工的工装设计
究一套专用定位工装的设计。通过工装的定位,解决零件在加工过程中的位移及变形问题,达到零件的公差要求。
1 U型安装架的结构及材料
U型安装结构图如图1所示。U型安装架左侧、右侧和底面各有一处安装孔,大小分别为φ95H6、φ75H6和φ85H7 mm,左、右两侧孔的同轴度误差要求≤0.03 mm,孔中心线相对底面φ85H7 mm孔端面(C面)的间距要求为(80±0.03) mm。为了减轻质量,选用材质为ZL101—S—T5的铸铝作为原材料,该材料具有密度小、比强度高和耐腐蚀好等一系列优良特性,广泛应用于航空、航天、汽车和机械等行业[1]。

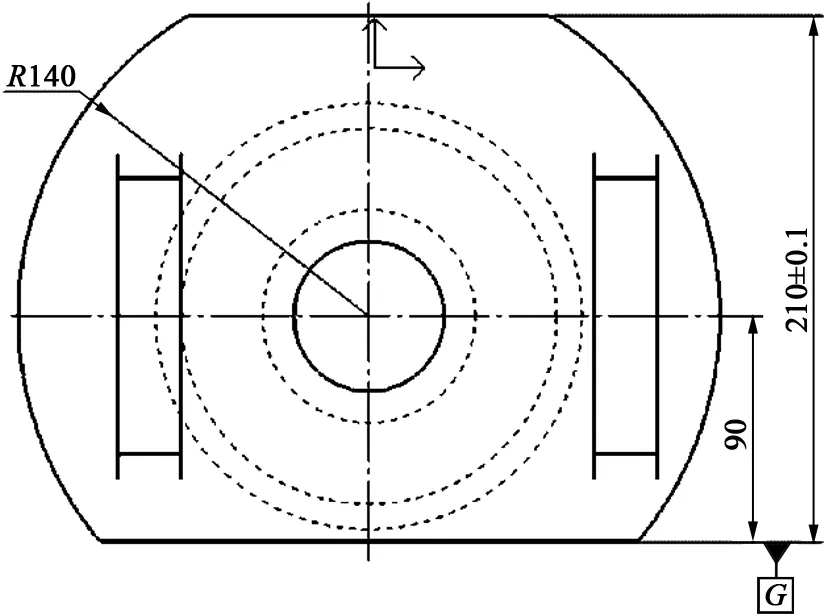
图1 U型安装架结构图
2 工装制作
2.1 工装的设计思路
U型安装架各面都需要加工一处面积较大的安装孔,如果利用普通的压板压紧或采用平口钳夹持的方式将零件固定在机床工作台上,零件在加工过程中,很可能因压紧力或者夹持力过大而发生变形;同时,零件在受到工作台回转换向时或加工振动影响后,还会出现少量位移,产生加工误差。考虑到零件的底面有两处为平面,采用斜块胀紧的方式固定零件,可消除上述变形和位移问题。另外,U型安装架两侧孔中心线与C面的间距要求为(80±0.03) mm,所以在工装定位时,应选择C面作为定位基准面[2]。
2.2 工装的结构
该工装(见图2)由定位座及斜块两部分组成,材料选择45钢,定位座上有一处φ81 mm×21 mm的圆台用于定位,圆台中心有一处M16 mm螺纹孔用于锁紧。定位座的底面、圆台面均通过磨削而成,并将上述两面的间距控制在(50±0.01) mm。定位座与斜块的斜面也都通过磨削而成。

图2 专用定位工装结构图
2.3 工装的使用
在左、右两侧孔精加工之前,先将上述工装在机床工作台上固定牢靠,再将U型安装架放在定位座的圆台上,通过斜块胀紧的方式使U型安装架G面与定位座台阶内侧完全接触后,利用压板1压紧斜块;同时,将T型螺杆穿过压板2、旋入圆台上的M16 mm螺纹孔,然后旋紧T型螺杆,保证U型安装架的C面与定位座的圆台面完全接触,具体定位关系如图3所示。
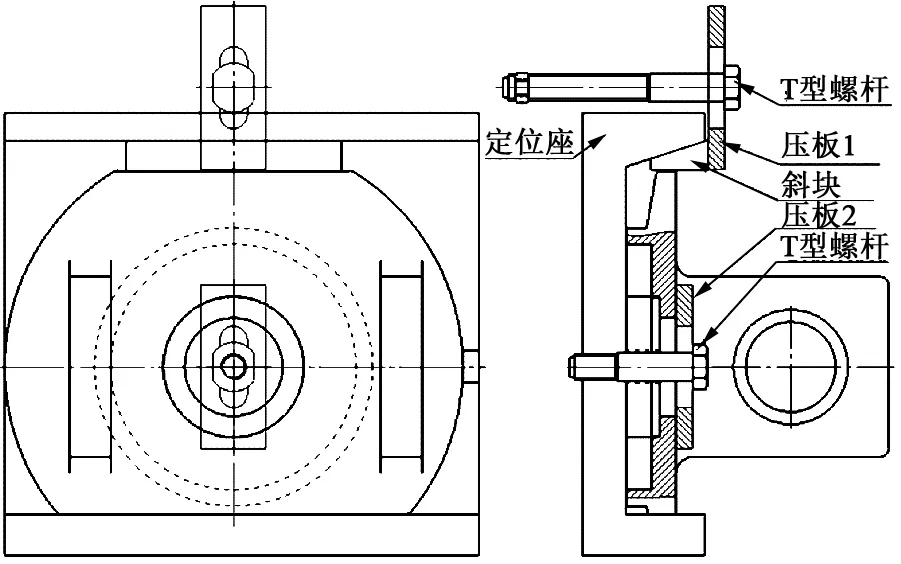
图3 专用定位工装定位图
2.4 注意事项
1)当工装固定U型安装架时,U型安装架D面不能与定位座接触(两者的间隙约为1 mm),这样压板2上的T型螺杆旋紧后,U型安装架的定位基准面C面才能与定位座的圆台面完全接触,以此来保证间距(80±0.03) mm。
2)U型安装架利用工装定位的加工已属于精加工,两侧孔及相应端面的加工量一般控制在约为0.1 mm/次。每次精加工完毕,应将零件放入温度为150~180 ℃的恒温箱内,并保温15 h,以此消除零件在加工过程中产生的内应力,更好地保证零件公差要求。
3)每次加工之前,应使用酒精将零件和工装的表面擦洗干净,确保工装能够准确定位零件,同时也能避免残留的铝屑或杂质划伤零件表面,提高零件的表面质量和加工质量。
3 应用验证
直接利用压板将U型安装架固定在工作台上进行精加工,大部分零件的安装孔都会出现超差现象,两侧孔的同轴度以及孔中心相对C面的间距(80±0.03) mm均无法保证。
利用所设计的工装定位、加工上述零件,数量为20件,所测得的两侧孔同轴度误差、孔中心相对C面的间距分别见表1和表2。
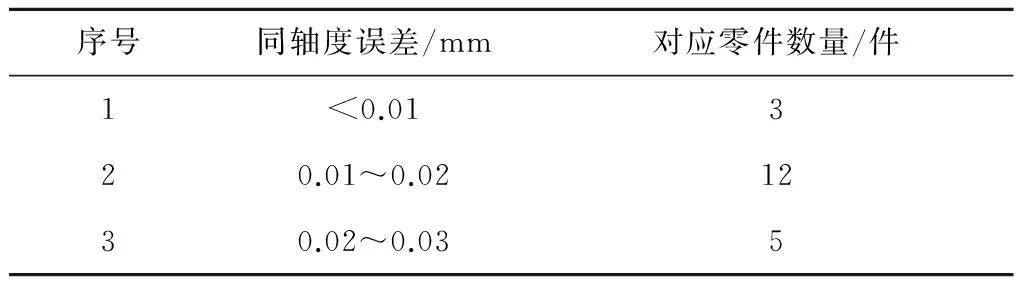
表1 U型安装架两侧孔的同轴度误差检测表
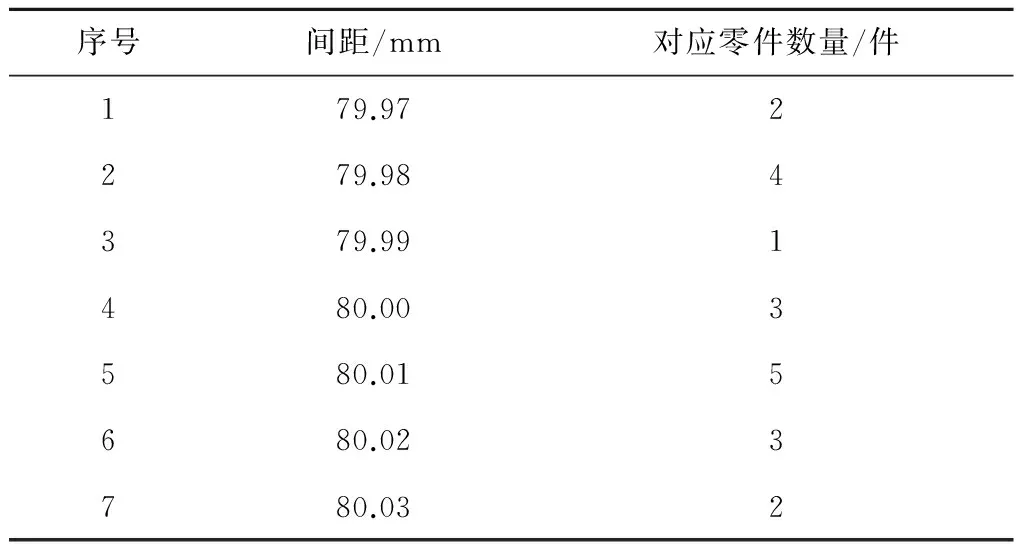
表2 U型安装架两侧孔中心相对C面的间距检测值
由表1和表2可以看出,在利用工装定位后,U型安装架两侧孔的同轴度误差以及孔中心相对C面的间距均满足要求。
由此可见,通过工装的使用,零件的尺寸公差及同轴度都得到了显著提高,零件的质量得到了可靠保证。
4 结语
通过合理的工装设计研究,使零件在加工过程中得到了可靠定位,解决了零件在受到工作台回转换向时或加工振动影响后产生的位移问题,避免了零件因夹紧力或压紧力过大而出现变形,有效地保证了零件安装孔的同轴度及位置公差,提高了零件的加工质量,为U型结构类安装架的加工提供了一个可借鉴的工装设计方案。
[1] 徐耀信. 机械加工工艺及现代制造技术[M]. 成都:西南交通大学出版社, 2005.
[2] 杨叔子. 机械加工工艺师手册[M]. 北京: 机械工业出版社, 2001.
责任编辑 郑练
赵发银,罗小志
(中国兵器工业第五八研究所 产品制造部,四川 绵阳 621000)
针对U型安装架在加工过程中受到工作台回转换向或加工振动影响后易出现位移,以及因压紧力或者夹持力过大而发生变形的加工难题,设计了一套专用定位工装。分析了零件的结构及材料,研究设计了工装结构图及定位图,说明了工装的使用方法和注意事项,并通过实际应用进行了验证。结果表明,合理的工装设计能使零件得到可靠定位,解决了零件的位移和变形问题,有效地保证了零件安装孔的同轴度及位置公差,提高了零件的加工质量,为U型结构类安装架的加工提供了一个可借鉴的工装设计方案。
U型安装架;同轴度;定位;位移;变形
U Install Processing Equipment Design
ZHAO Fayin, LUO Xiaozhi
(Department of Product Manufacturing, No.58 Research Institute of China Ordnance Industries, Mianyang 621000, China)
U mounts are easy to appear displacement in the process of processing by rotary table reversing or after machining vibration, and appear deformation due to compaction force or too large clamping force, design a set of special positioning jig. Supply the structure and material of parts, introduce the design of tooling, list the tooling structure drawing and location map, discuss the equipment use method and matters needing attention, and expound the economic benefits. Results show that the reasonable equipment design can make the parts get reliable positioning, solve the problem of the displacement and deformation of the parts, effectively guarantee the alignment and position tolerances of parts mounting holes, to improve the machining quality of parts, and mounting bracket for U glyph structure class processing provides a reference for the tooling design.
U mounts, alignment, positioning, displacement, deformation
赵发银(1982-),男,工程师,主要从事工艺技术等方面的研究。
2016-03-04
TG 76
A