基于自动化生产过程中PLC控制系统的设计
2016-11-09师玲萍
师玲萍
(西安铁路职业技术学院 陕西 西安 710014)
基于自动化生产过程中PLC控制系统的设计
师玲萍
(西安铁路职业技术学院陕西西安710014)
基于应用PLC控制系统提高自动化生产的效率,减少错误的发生的目的,通过PLC选型、PLC系统分析等具体工作,设计出了完善的PLC控制系统。设计PLC控制系统必须要完成输入/输出回路的设计、"COM"点的设计、外部驱动电路的设计、扩展模块的设计、PLC网络设计等一系列的工作。对相关部分的设计进行详细描述,通过该设计使PLC系统能更好地运用在自动化生产中,相对于以前的技术,能较大地提高自动化生产效率。
自动化生产;PLC控制系统;设计;PLC网络;驱动电路
PLC技术在近年来得到了迅速发展,目前已经成为工业化生产的支柱性技术。随着计算机功能的不断完善,PLC系统也在不断被更新,为自动化生产提供了更大的保障。将PLC控制系统应用于现代工作生产中,能够使复杂的工业过程得到良好的控制。可以说,PLC控制系统作为工业控制的计算机,具有强大的控制功能和管理能力。由此可见,设计出功能完善的PLC控制系统是保证自动化生产的重要前提。
1 PLC控制系统的设计原则
1.1PLC控制系统概述
PLC(Program mable Logic Controller)即为可编程逻辑控制器,在国际电工委员会中,将其定义为专为工业应用设计的数字操作电子系统。PLC的存储器能够完成编程操作,对内部的逻辑问题进行计算,控制操作的顺序并下达相应的指令。同时还能完成模拟输入、输出等工作,以此来控制生产的过程。可编程逻辑控制器的开发要追溯到在20世纪60年代,当时美国研发完成了第一代PLC,开启了工业自动化时代。目前,全球的PLC收入已逾百亿元,PLC控制系统也成为当代工业生产的重要支柱。
1.2PLC机型选择的原则
PLC控制系统的结构中包含输出和输入设备,系统设计工作的主要内容是PLC机型的选择以及内部程序的设计。在实际生产中,PLC会被应用与不同的工艺流程和不同的场合中,这些工艺过程对控制功能的要求也有所不同,因此在机型的选择上很难达成统一的标准,需根据不同的生产内容完成机型的选择。但机型的选择要始终满足以下几个基本要求。一是PLC机型的选择要以I/O点数为主。根据控制系统的要求确定I/O点数。在此过程中要保留10%左右的裕量,为工艺的改进留下空间。二是要加强对小机型的应用。随着技术的不断完善,小机型逐渐取代了大机型。在PLC功能选择上,只要使其满足I/O点数即可,大多数的小机型都能够满足这一要求。三是要对内存容量进行合理的选择。在一般情况下,I/O点数不同,内容容量也会存在很大的差异。在内存的选择上要考虑到裕量的保留,留下实际运行程序的25%作为裕量。在内存的选择上不要盲目贪大,要以够用为基本原则。同城点数满足I/O的PLC其内存也能得到要求。四是在PLC的选择上,要考虑其结构与控制系统间的合理性。如果生产为单机系统控制,所需的I/O点数较少,无需进行PLC通信,但对模拟信号的处理能力要求很高,则可以考虑选择整体式机。如OMRON C200H系列以及松下FPI系列等。如果系统将开关量作为控制的关键,可为其选择西门子 S7-200、OMRON C系列等机型。五是一个生产企业应选用统一类型的机型,提高设备的互用率,为生产提供便利。
2 PLC控制系统的设计
2.1输入回路的设计
1)设计电源回路
在PLC控制系统的设计上,首先要设计出电源回路(图1)。选用80至240VAC的电源作为PLC的供电装置。由于适用于PLC的电源较多,其对电源的适应范围较广,因此在安装电源时要加装电源净化元件,以此来达到抗干扰的目的。抗干扰元件选择1:1的隔离变压器、电源滤波器等装置。
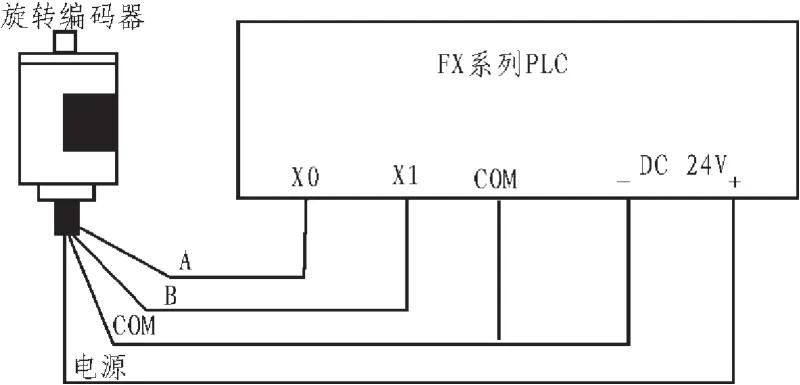
图1 PLC电源回路
2)设计PLC直流电源
在对PLC直流电源进行设计时要严格考虑电源的使用。本次设计选用24 V的直流电源。但由于该种电源一般只有几十至几百毫安的电容,电容量相对较小。如果电源出现过载或短路等情况会直接影响到PLC的运行,因此在设计中采取防短路等安全措施对电源进行保护。
3)设计外部直流电源
在完成直流电源的设计后,要进行外部直流电源的设计(图2)。由于PLC上的直流电源电容达不到要求,因此在设计中选用外部24 V直流电源为其提供支持。但是在使用的过程中,外部电源的负极不能直接与PLC24V直流电源的负极相连,以免对PLC的运行造成不良影响。
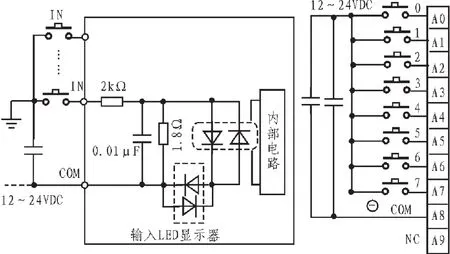
图2 外部直流电源
4)设计输入灵敏度
灵敏度的设计也是PLC系统设计中的重要内容。由于不同的生产厂家对PLC的输入端电流有着不同的要求,当输入回路中有电阻时,就会出现误操作现象,因此在本次设计中会对这种情况采取相应的措施。此外,一旦输入电流大于PLC最大输入电流,就会出现错误动作,因此将弱电流作为输入的器件,减少误操作现象的发生。
2.2输出回路的设计
从继电器的输出上来看,其优点是不同的公共点之间电压可以各不相同,带负载时电流能够达到2 A/点。但继电器在输出方式上有所限制,不能用于高频动作的负载。继电器的寿命会随着负载电流的增加而有所减少。从晶闸管的输出上来看。其带负载的能力可达到0.2 A/点,但是只能携带交流的负载。晶闸管能够适应高频的动作,其相应的时间可达到为1ms。从晶体管的输出上来看,其优势为响应时间较短,只需0.2ms左右,可适应高频的工作。但是晶体管只能携带5至30VDC的负载,负载电流最大为0.5 A/点。
在输出回路的设计上,如果系统的输出频率低于6次/分,则应选择继电器输出,由于继电器输出的设计相对简单、抗干扰能力强,在系统中能够更好的发挥其作用。如果系统的输出频率低于10次/分,可以选择PLC输出驱动达林顿三极管完成负载的驱动,也可以选用继电器输出。
2.3“COM”点的设计
在“COM”点的设计上,要对其数量进行特别关注。对于不同的PLC产品来说,其“COM”点的数量也有所不同。部分“COM”点携带有8个输出点,而有的“COM”点则只携带4个输出点,也有些“COM”点只携带1至2个输出点。当系统的电流较大、负载的种类较多时,可以选用“COM”点携带1至2个输出线的PLC。
2.4外部驱动电路的设计
如果PLC在输出的过程中不能带动负载,则要通过外部驱动电路的帮助来完成生产。在设计中,可以采用三极管或固态继电器作为外部驱动电路,同时完成保护电路和浪涌吸收电路的设计,保证每一路都有二极管作为指示。在印制板的制作上,应尽量将其设计为插拔式,便于维修工作的开展。在PLC的输入/输出布线上,要严格按照说明书的要求来完成,保证系统的完整性和合理性。
2.5扩展模块的设计
在扩展模块(图4)的设计中,如果PLC系统较小,则不需要对其进行扩展。当PLC系统较大时,需要对其进行一定成程度的扩展。由于不同的产品对系统总点数的要求有所不同,当扩展条件不足时们可以使用网络结构来完成系统的扩展。有部分厂家的系统会排斥扩展模块,在此类系统的编制上,要给予特别的关注。扩展工作应严格按照技术手册上的相关要求来执行,保证扩展内容符合系统的要求。
2.6PLC网络的设计
由于PLC网络的设计较PLC单机设计难度大,因此在设计时要注意各个步骤间的配合。首先,要对机型的信息进行全面的了解,掌握制定的执行速度个程序的储存容量。其次要对通信的接口和数据传输速度进行完整的考虑,避免在设计的过程中系统出现崩塌。另外,还要向PLC商家寻求详细的技术资料,保证设计工作的准确性[7-8]。
2.7软件的编制
在软件编制工作开始之前,要对产品说明书进行详细的阅读。在进行软件的编程时们可以先画出梯形图,再完成编程工作,减少错误的发生,提高编程的速度。编程的基本步骤可分为几点,一是要根据系统的要求确定控制的手法,生成动作,设置保护和连锁,对控制参数进行精准的设定。二是要根据现场的要求完成按钮、开关。指示灯等具体元件的设计和分类,分配好输入和输出的地址。三是要完成复杂系统的控制,绘制出流程图,严格按照图表完成设计工作。四是要完成程序的模拟调试工作,保证程序的良好运行。五是要完成设计后期的在线统筹工作,在不带负载的情况下进行调试,在确定其运行正常后再让其负载运行。
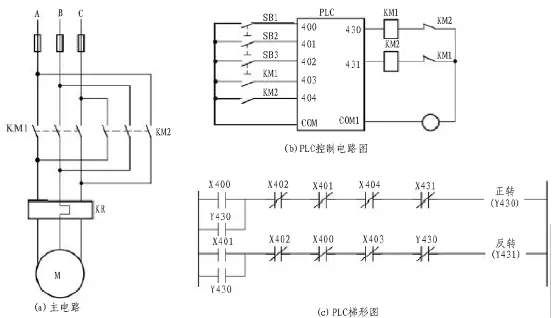
图3 PLC输出回路
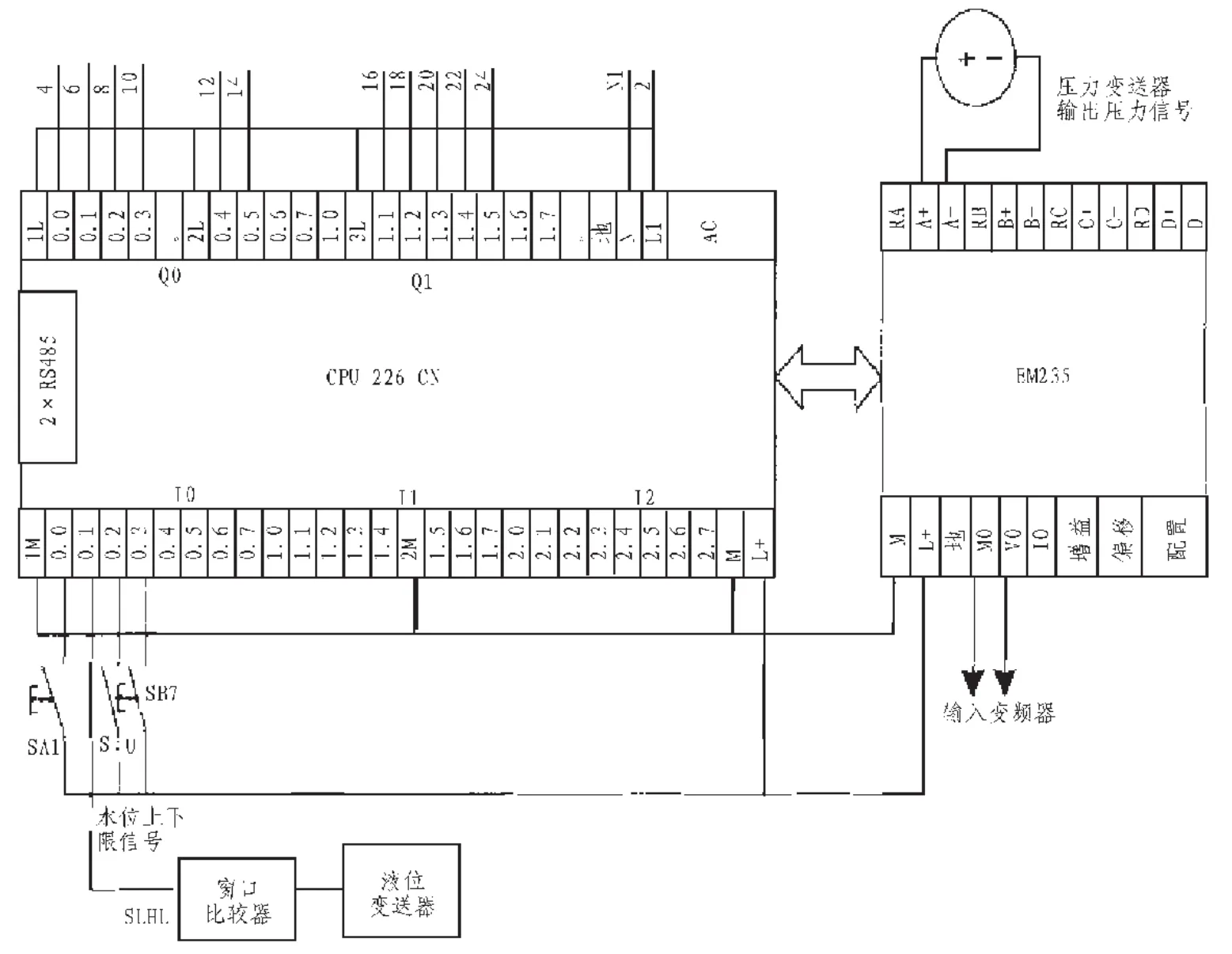
图4 PLC扩展模块
3 PLC控制系统设计注意事项
在电源线的选择上,应尽量选择双绞线,保证线径在2mm2以上。如果选用扩展单元作为控制系统的电源,则要保证扩展单元和主机所用的开关为同一开关。不要将PLC的接地端接地,如果必须完成接地工作,则要选用专用的接地线。保证接地线径为2mm,接地的电阻在4Ω以下。输出信号线的长度要保持在30m之内,将输入和输出的线路分开,保证其与动力线的距离在200mm以上。如果在实际生产中要将PLC安装在金属板上,则必须在其底部防止绝缘垫,防止金属装置为对系统工作造成干扰。在对系统进行调试时,不可使用带有插拔编程的电缆,避免其对器件造成损坏。将PLC的负载电源外接,加强对器具的保护。在PLC带有感性负载时,继电器断开瞬间产生几千伏的高压,易对继电器造成损坏,此时可在系统中增加浪涌吸收电路(图5),加强对继电器的保护。
图5 浪涌吸收电路
4 结束语
PLC作为一种数字操作电子系统,在工业生产中得到了广泛的应用。在具体设计中,要完成输入/输出回路的设计、“COM”点的设计、外部驱动电路的设计、扩展模块的设计、PLC网络设计等一系列的工作。设计要根据生产的要求来进行,同时也要加强对器具的保护,使PLC系统更好的发挥其作用。
[1]王文静.PLC控制系统在自动化生产过程中的设计要点[J].数字技术与应用,2011(9):17.
[2]谢小成,姜莉莉,许玉枝.面向PLC自动控制生产过程的实时仿真系统设计[J].中北大学学报:自然科学版,2012(3): 282-287.
[3]丁楠,许锦标,曾珞亚.基于VB6.0与三菱PLC的自动化检测控制系统的设计[J].工业控制计算机,2014(1):3-5.
[4]李本红,陈小军.基于PLC和触摸屏的食品包装自动化生产线控制系统设计[J].机电工程技术,2014(1):9-13.
[5]姚琦,赖忠喜.基于ZigBee和PLC的温室监控系统的设计[J].电子设计工程,2014(16):105-108.
[6]马贝贝,陈云麒.基于PLC直流调速系统在带式输送机的应用[J].电子科技,2015(7):161-164.
[7]沈景凤,瞿亚浩,李富生.一种基于PLC的新型锂离子电池分选机开发[J].电子科技,2015(12):14-17.
[8]谭宝成,陈楠.提高除尘效率的最佳温度控制系统的研究[J].西安工业大学学报,2014(11):896-899.
Design of PLC control system based on automatic production process
SHILing-ping
(Xi'an Railway Vocational and Technical College,Xi'an 710014,China)
Based on the application of PLC control system to improve the efficiency of the automatic production,reduce the error,the purpose of through the type selection of PLC,PLC system analysis and so on concrete work,perfect PLC control system are designed.It is concluded that the design of PLC control system mustbe completed to finish the design of the input/output circuit,".com"pointof design.The design of the related part is described in detail,and the PLC system can be used in the automatic production better,compared with the previous technology,itcan improve the automation production efficiency.
automatic production;PLC controlling system;design;PLC net;drive circuit
TN0
A
1674-6236(2016)19-0113-04
2015-08-26稿件编号:201508138
师玲萍(1987—),女,甘肃临洮人,硕士,助教。研究方向:车辆工程。
