尾矿干排工艺在河北某铁矿山尾矿处理中的应用
2016-11-08郑德彬
郑德彬
(五矿矿业(安徽)工程设计有限公司)
尾矿干排工艺在河北某铁矿山尾矿处理中的应用
郑德彬
(五矿矿业(安徽)工程设计有限公司)
为解决河北某矿山现有尾矿库库容不足,影响矿山正常生产的问题,采用尾矿干排工艺进行改造。通过试验研究,确定采用“旋流器+高频振动脱水筛+浓缩机+厢式压滤机”的尾矿干排工艺进行尾矿浓缩脱水,改造后工艺实现了含水率低于20%的全尾砂干排,年节约生产成本205万元,经济效益、社会效益显著。
尾矿库 尾矿干排 旋流器 厢式压滤机 脱水筛
我国铁矿石资源品位低,选矿比高,铁矿石年产量大约15亿t,而尾矿量高达10亿t以上。因此,尾矿处理在矿山生产中显得尤为重要,亦是保证矿山正常生产的重要环节。
尾矿的传统处理方式是排放至尾矿库,但由于安全及占地等原因,此处理方式已不能满足大部分矿山未来的正常生产运行。尾矿干排是近年来国内逐渐兴起的一项新的尾矿处置新工艺,目前已在国内较多矿山取得了成功的应用。为此,河北某矿山采用尾矿干排工艺处置尾矿,并取得了满意的效果。
1 尾矿干排
1.1 尾矿干排简介
尾矿干排是指经选矿流程输出的尾矿浆经多级浓缩后,再经高效脱水设备处理,形成含水少、易沉淀固化的矿渣,然后运至固定地点进行干式堆存。
尾矿干排可提高尾矿的回水利用率,减少尾矿输送量,降低尾矿坝溃坝等安全事故的发生。将尾砂浓缩脱水后,可利用废弃矿坑堆存,也可堆存至尾矿库,可延长尾矿库或尾矿坝的服务年限,减少尾矿处理的运行和管理成本,还可开发不具备建设尾矿库条件的矿山,应用前景广阔、经济效益和社会效益显著[1]。
1.2 常见工艺
根据尾矿种类不同、颗粒不同、浓度不同、含泥量不同,尾矿干排工艺一般有以下几种:
(1)浓缩机+泥浆泵,底流泵送至尾矿库工艺。适合中、大型矿山,能够减少70%左右的尾矿浆输送量,年节电费可达几十万至几百万元,节电效果显著;具有工艺简单、效益明显的优点,但需要建设尾矿库。
(2)浓缩机(或旋流器)+振动脱水筛工艺。适合粗颗粒不含泥类尾矿,且对回收水质量要求不高,最终干矿含水<20%;具有工艺简单、造价低的优点。
(3)旋流器分级+浓缩机+过滤机工艺。适合尾矿量较大,含泥量10%以下,最终干矿含水<18%;具有工艺顺畅、干堆效果理想等优点。
(4)旋流分级+震动筛脱水+浓缩+过滤机(压滤机)工艺。适合任意种类矿浆,干矿含水<20%。该工艺设备选择时,含泥量较少的可选择圆盘过滤机、真空带式过滤机,含泥量较多则适合选择压滤设备;具有应用广泛、工艺成熟可靠、干堆效果理想等优点。
2 尾矿干排工艺在河北某矿山的应用
2.1 河北某矿山生产现状
河北某矿山年处理铁矿石230万t,年产尾矿79.35万t(生产技术指标详见表1)。选矿流程采用磁滑轮预先抛尾、1段开路自磨、1段闭路球磨、3段弱磁选别,选别后的最终尾矿浆通过2台φ53 m的浓缩机浓缩后,溢流水供选厂循环使用,底流矿浆给入隔膜泵,通过11 km的尾矿管线输送到尾矿库。
2015年底通过实测后确定尾矿库剩余库容量为115.40万m3,按现年生产能力计算,尾矿库只能再使用2.2 a,即到2017年底尾矿库将进入闭库期,所以解决尾矿堆存问题成为维持选厂正常生产的当务之急,其尾矿参数见表2。
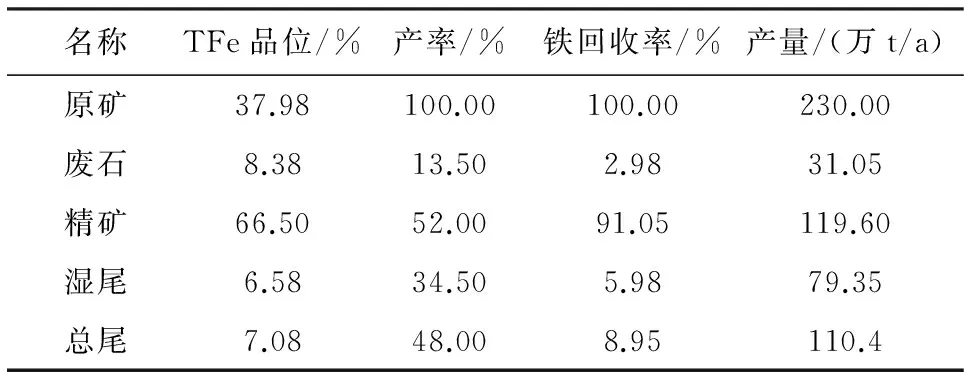
表1 2016年选矿技术指标
注:2016年综合选比为1.923,湿式选比为1.664。

表2 尾矿参数
2.2 尾矿干排工艺选择
为解决现有尾矿库库容不足的问题,决定采用尾矿干排的排放方式进行改造。根据尾矿性能相关试验结果(见表3),浓度为80%的尾矿安息角为51.1°,自流坡度为51.8%,具有较好的堆存效果。所以,改造最终处理尾矿浓度控制在80%以上,不同浓度的尾矿实际堆存效果见图1。
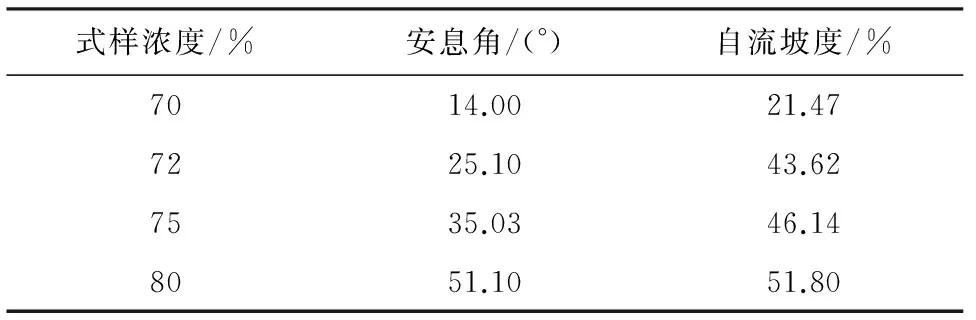
表3 各浓度安息角及自流坡度测量值
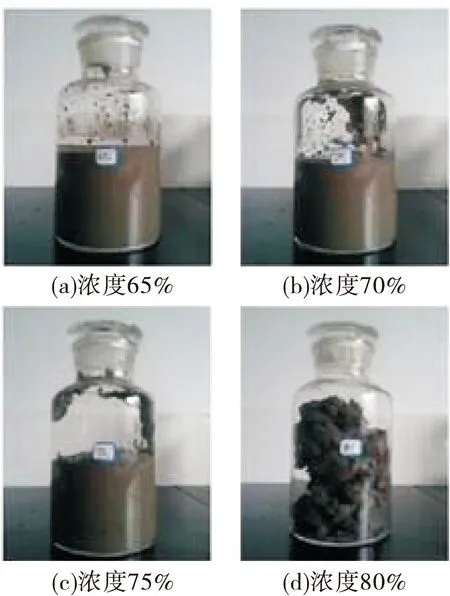
图1 尾矿堆存效果
参考尾矿干排生产实践结果及尾矿性质,最终确定采用“旋流器+高频振动脱水筛+浓缩机+厢式压滤机”的尾矿干排工艺,工艺流程见图2。
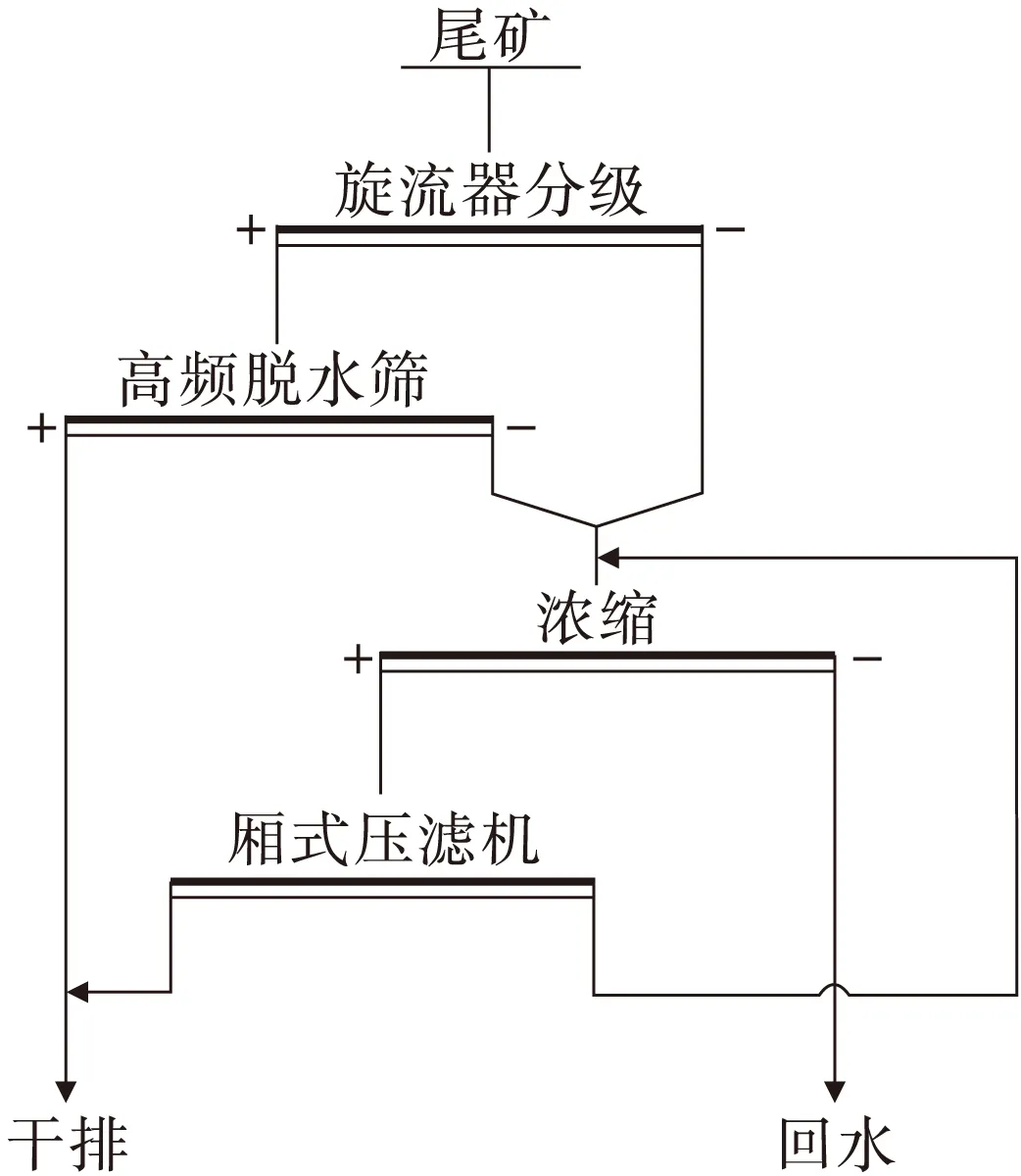
图2 尾矿干排工艺流程
旋流器沉砂经高频振动脱水筛脱水后,筛上粗粒产率达65%以上,含水量低于18%[1];旋流器溢流细颗粒部分经浓缩后通过厢式压滤机处理,干料含水量在10%~20%[2],满足现场工艺要求。
2.3 尾矿干排主要设备
水力旋流器作为一种利用离心力强化固液分离的设备,在尾矿浓缩脱水中表现出一些特殊的优势[3],其具有结构简单、造价低、占地面积小、处理能力大、底流浓度高等特点,被广泛用于矿山领域。
高频脱水筛结构合理,独特新颖,采用振动电机作激振源,物料进行抛掷运动,由于高浓度的给入,会使粗粒物料在脱水筛筛板表层沉积,颗粒间相互搭桥作用形成一层透水不透颗粒的脱水层,因此筛上物往往具有较高的产率和较高的细度,干尾矿含水率可达到10%~20%。
为了高效利用已有资源,减少项目投资,此次改造浓缩设备考虑利用现有已停用的NT-45周边齿条传动浓缩机。厢式压滤机之所以能蓬勃发展并被尾矿干排处理广泛应用,其最大的优越性就是滤饼水份低、能耗少,适用于中细粒级物料,在矿浆颗粒-0.037 mm粒级占95%的情况下仍可使用,干尾矿含水率可达到15%~25%[4]。尾矿干排工艺主要设备见表4。
2.4 投资及成本
该改造项目建设总投资为2610.97万元,其中工程费用为1915.32万元,工程建设其他费用为458.29万元,预备费用为237.36万元;单位运营成本为6.42元/t,与原尾矿处理运营成本9元/t相比,年节约成本近205万元,成本组
表4 尾矿干排主要设备
设备名称设备型号数量/台旋流器FX-250×42高频振动脱水筛DW242浓缩机NT-451厢式压滤机ZMXG500/1500-30U3
注:旋流器数量单位为组。
成见表5。
表5 单位运营成本

元/t
3 结 论
(1)河北某矿山尾矿采用“旋流器+高频振动筛+浓密机+厢式压滤机脱水”干排工艺后,干尾矿含水率低于20%,产率达100%,实现了全尾砂干排,解决了尾矿库库容不足,影响矿山正常生产的问题,而且该项目的实施,可节约尾矿处理成本近205万元/a。
(2)尾矿干排工艺投资相对较小,并可获得可观的经济效益;将尾矿浓缩脱水后堆存,可节省占地面积,减少环境破坏,消除尾矿库的安全隐患,经济效益、社会效益显著。
[1] 李 琳,吕宪俊.尾矿分级脱水-浓缩干排工艺及设备[J].矿山机械,2014(1):100-103.
[2] 李怀志.尾矿脱水筛在尾矿干排系统中的技术应用[J].甘肃冶金,2014(4):105-109.
[3] 苟延伟,符 云,郭顺磊.新疆某选厂尾矿干排工艺及设备优化[J].现代矿业,2015(1):98-99.
[4] 商林萍,于永江,刘义良,等.新一代尾矿干排和设备的应用[J].矿业工程,2011(6):70-72.
2016-07-13)
郑德彬(1987—),男,助理工程师,230601 安徽省合肥市武汉路230号。
